Forum sponsored by:

Making a large washer.
| Martin Connelly | 10/06/2023 07:49:16 |
 2549 forum posts 235 photos | Duncan, I was replying based on Justin's question of what to do if he only had something to make a Ø36 hole. That to me implies he has something that will cut that specific size. The options for that are, in my mind, hole saw, annular cutter or drill, maybe a step drill. I was not suggesting going out and spending money on a special tool for this job. Having a selection of hole saws and annular cutters myself they are what I would use to make a large hole to start with in a 3mm thick plate. And I do have a Ø36 annular cutter if you are wondering. Martin C |
| Circlip | 10/06/2023 09:48:32 |
| 1723 forum posts | Rotabroach and Starret hole saws, gee, you guys have it easy. Trepanning was the method of choice when making ring gauges in 1/4" Gauge plate where I worked as an apprentice and NO Carbides with everything. SO HSS for M/S is a doddle. Regards Ian. |
| Maurice Taylor | 10/06/2023 10:02:31 |
| 275 forum posts 39 photos | Hi , washer could be made using a bench drill, a vice ,a hacksaw and files. Maurice |
| Circlip | 10/06/2023 10:05:59 |
| 1723 forum posts | Nice one Maurice, a true artisan. Don't forget the dividers (sharpened) for accuracy. Regards Ian. Edited By Circlip on 10/06/2023 10:07:29 |
| Nicholas Farr | 10/06/2023 11:10:56 |
 3988 forum posts 1799 photos | Hi Justin, just set it up in your four jaw as JasonB has shown and cut the hole with your 36mm hole cutter, but make sure there is a clearance so your cutter doesn't make contact with the chuck jaws when it breaks through, then bore it out to size, and proceed in the same way as said and shown to trim the outer diameter to size. Regards Nick. |
| Justin Thyme | 11/06/2023 23:51:09 |
| 72 forum posts | Thanks for all the replies, I do read them all with great interest. I think I'm going to go with JasonB's post above. We do have a large 4 jaw chuck and on the small lathe the chuck is small enough to grip the inner hole of the work piece. |
| not done it yet | 12/06/2023 09:38:47 |
| 7517 forum posts 20 photos | Before I had a lathe, I made several large washers, over a few years, by use of a “Practool”. It has largely fallen out of favour since, but might still be useful for cutting large holes in sheet metals in the field. |
| Circlip | 13/06/2023 09:09:20 |
| 1723 forum posts | Surprised no one has mentioned the 'Tank Cutter' Regards Ian. |
| Clive Foster | 13/06/2023 09:26:24 |
| 3630 forum posts 128 photos | Circlip The tank cutter tool is basically a trepanning cutter for making holes in well supported sheet metal. Not so good with two concentric holes. I have one and it hates me! We have agreed that if I leave it resting in the drawer it won't take bite out of me letting the red stuff out! Clive Edited By Clive Foster on 13/06/2023 09:27:30 |
| noel shelley | 13/06/2023 09:42:27 |
| 2308 forum posts 33 photos | Yep ! I have a tank cutter, eclipse I think. Never used. Not sure it would go the O/D needed here. Noel. |
| Justin Thyme | 17/06/2023 23:49:40 |
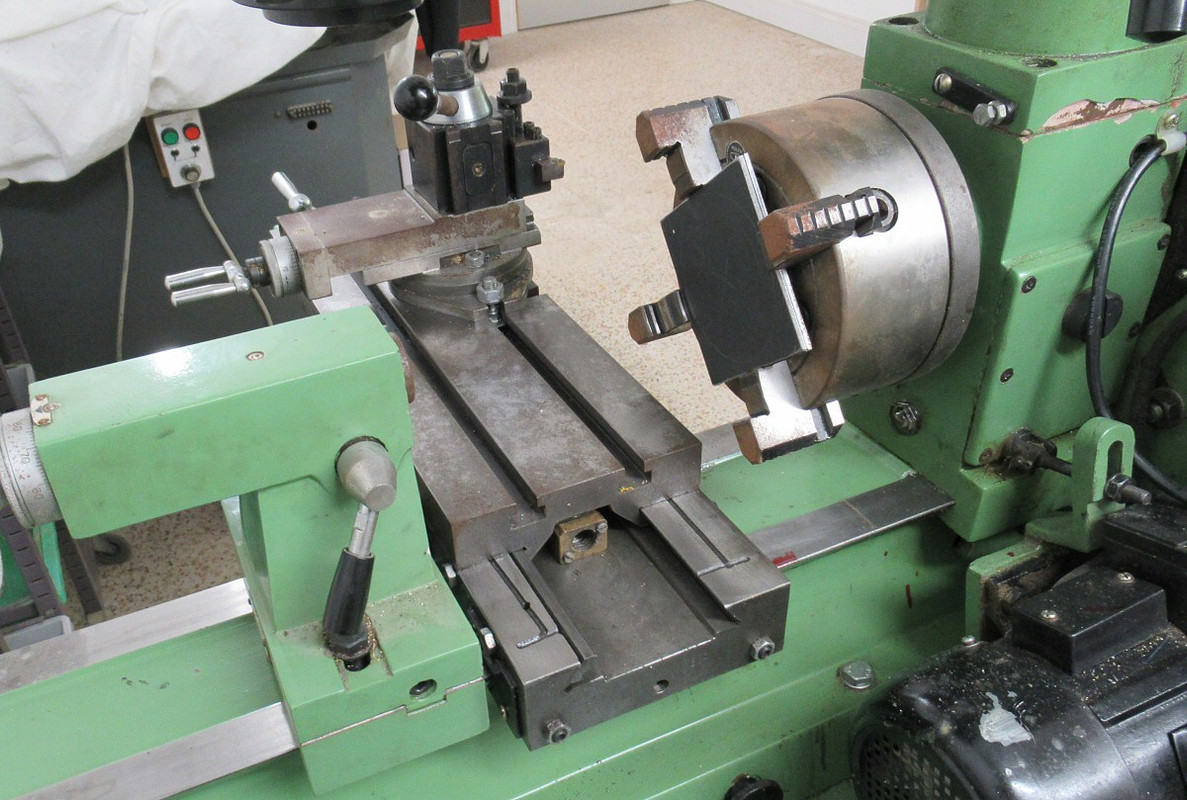
| 72 forum posts | Got a start on it today, as ever, it didn't quite go according to plan. As you can see the slide thing (whats it called?) was in the way and too big to go under the chuck, and this meant that I could not get the tailstock any where near the work piece. I could have removed the top part of the slide thing so as to get it under the chuck, but it seemed like a lot of effort. What should I have done ? So what I did do was drill out the centre holes on the pillar drill, here I was very luck, the hole saw is supposed to be 36mm, but our hideous pillar drill is so unconcenteric (is that a word) that the hole turned out to be very nearly 39mm, a little bit of work with a file and it was perfect. The other prob that I encountered (and I'm hoping for a bit of advise) I tried to put the plate after the 39mm hole was created, but just could not get it centred, I have one of those dial things for checking concentricity, but couldn't set it up on the inside of the hole.
|
| Martin Connelly | 18/06/2023 00:29:32 |
2549 forum posts 235 photos | Cross slide. I often use a morse taper extension in the tailstock for this reason. MT2 to MT2 for my lathe. It's often said you need to spend more on tooling than on the machine. The current discussion on QCTP Vs. 4 way tool post, for example, mentions cost being significant. This extension may be one more thing you will need at some point. Martin C |
| Nicholas Farr | 18/06/2023 06:54:47 |
3988 forum posts 1799 photos | Hi Justin, don't you have a self centring three jaw chuck as shown in JasonB's second photo? Regards Nick. Edited By Nicholas Farr on 18/06/2023 06:58:06 |
| JasonB | 18/06/2023 07:02:38 |
 25215 forum posts 3105 photos 1 articles | Could you not have held it by the outer step in the jaws? That would mean none stick out beyond the body of the chuck, might need a bit of packing if the jaws meet in the middle before they tighten onto the work As for clocking the hole true. I did show a 3 jaw which will not really need clocking unless it is well out or you are after high accuracy. If using the 4-jaw with a thin piece like this you could put the dti onto each jaw face, when they are true the work should be too. Thicker work can be done by initially gripping half the depth of the work so you have an uninterupted surface to run the dti on then move it back for machining |
| not done it yet | 18/06/2023 08:24:32 |
| 7517 forum posts 20 photos | I am needing to form what can best described as a large washer out of 3mm mild steel late.. 39mm dia centre hole, with a 89mm outer edge. I am suspecting that ‘(p)late’ is actually 5mm, not 3mm? I’m certainly hoping it is not two unattached pieces measuring a total of 6mm! That could be positively dangerous! If two pieces, please securely fix them together before machining. Drilling/boring and affixing to an arbor might well allow clearance over the cross slide, if those corners were sawn off or removed with an angle grinder. |
| Oldiron | 18/06/2023 10:07:37 |
| 1193 forum posts 59 photos | The "slide thing" that runs end to end on your lathe is called the "Carriage". The "slide thing" that runs on the carriage across the lathe is called "the cross slide" IHTH. This LINK will let you download a copy of the "How to run a lathe" book which will give you a lot of usefull info although a little outdated most of it still applies today. regards |
| Justin Thyme | 18/06/2023 10:29:51 |
| 72 forum posts | Posted by Nicholas Farr on 18/06/2023 06:54:47:
Hi Justin, don't you have a self centring three jaw chuck as shown in JasonB's second photo? Regards Nick. Edited By Nicholas Farr on 18/06/2023 06:58:06 Yes, but they don't take square bits, and even if I rounded the outside first they would not be big enough. |
| Justin Thyme | 18/06/2023 10:36:32 |
| 72 forum posts | Posted by JasonB on 18/06/2023 07:02:38:
Could you not have held it by the outer step in the jaws? That would mean none stick out beyond the body of the chuck, might need a bit of packing if the jaws meet in the middle before they tighten onto the work As for clocking the hole true. I did show a 3 jaw which will not really need clocking unless it is well out or you are after high accuracy. If using the 4-jaw with a thin piece like this you could put the dti onto each jaw face, when they are true the work should be too. Thicker work can be done by initially gripping half the depth of the work so you have an uninterupted surface to run the dti on then move it back for machining Yes it was too small for the outer jaws, packing would have seemed a bit precarious. As for the centring of the hole, this, by luck was not necessary, however I was curious if I could have centred it, had I need to enlarge or improve the hole - something I may need to do in the future. |
| Justin Thyme | 18/06/2023 10:43:55 |
| 72 forum posts | Posted by not done it yet on 18/06/2023 08:24:32:
I am needing to form what can best described as a large washer out of 3mm mild steel late.. 39mm dia centre hole, with a 89mm outer edge. I am suspecting that ‘(p)late’ is actually 5mm, not 3mm? I’m certainly hoping it is not two unattached pieces measuring a total of 6mm! That could be positively dangerous! If two pieces, please securely fix them together before machining. Drilling/boring and affixing to an arbor might well allow clearance over the cross slide, if those corners were sawn off or removed with an angle grinder. Indeed it was two 3mm plates. In what way could it be dangerous, it seemed very secure. I'm sure I would be soon aware if there was any looseness, and once the hole saw was engaged then the work piece would be trapped between chuck and tail stock ? |
| Hopper | 18/06/2023 10:52:04 |
 7881 forum posts 397 photos | Posted by Justin Thyme on 18/06/2023 10:29:51:
Posted by Nicholas Farr on 18/06/2023 06:54:47:
Hi Justin, don't you have a self centring three jaw chuck as shown in JasonB's second photo? Regards Nick. Edited By Nicholas Farr on 18/06/2023 06:58:06 Yes, but they don't take square bits, and even if I rounded the outside first they would not be big enough. If you look at Jason's pic, the three-jaw chuck is holding the job by the round hole in the middle. But you need to have the reverse jaws for your 3-jaw to do this. Otherwise, you could put a piece of round bar in the chuck, turn a step down on the end to fit in the hole in your plate, then drill and tap a hole in the middle and use a bolt and large flat washer to hold the job in place. Known as a stub mandrel or arbor. You will save some grief by hacksawing the corners off your square before machining it round. And please do follow Oldiron's link above and download the book. Life will be so much easier if you know the basic terminology and procedures. It is a great old book and still relevant to day. Turning is turning. Edited By Hopper on 18/06/2023 10:54:01 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > Making a large washer.