Forum sponsored by:

Facing a casting in the lathe
Which tool geometry?
| Peter Wood 5 | 23/01/2012 09:14:32 |
| 94 forum posts 11 photos | When facing in the lathe is it better to use a left hand tool, set 'paralleI' to the surface or a right hand tool at right angles. I both cases I am assuming working towards the centre.
I am currently facing the casting for a Myford rear tool post. I started with a left hand tool but to get safe clearance had to set it over about 30 degrees which seemed to work OK.
However I am now wondering whether a RH tool might be better.
Any thoughts?
Peter
|
| JasonB | 23/01/2012 09:47:47 |
 25215 forum posts 3105 photos 1 articles | I tend to use a L/H tool most of the time either HSS or Tipped just saves swapping things around but does depend on the size of the job.
The good thing with variable speed is you can wind the wick up as you get nearer the centre
 J |
| KWIL | 23/01/2012 09:49:45 |
| 3681 forum posts 70 photos | One of the advantages of inverter driven 3 phase motors on a lathe is that you can vary the speed continuously as the diameter drops and come close to constant surface speed which is what you really want for a fine finish. |
| Versaboss | 23/01/2012 10:26:20 |
| 512 forum posts 77 photos | Peter (and Jason too I think), you seem to mistake lefthand and righthand lathe tools. Assume the tool is mounted 90 deg. to the lathe bed, a righthand tool cuts from right to left, and a lefthand tool from left to right. If you don't believe that, look how the shanks for carbide inserts are designated (e.g. SCLCR versus SCLCL). That said, a lefthand tool mounted parallel to the bed is ok for facing towards the center, but round-nosed tools work a treat also. Greetings, Hansrudolf |
| Chris Gunn | 23/01/2012 11:27:57 |
| 459 forum posts 28 photos | When I was an apprentice, i was taught to use a tool with a 45 degree chamfer on it to face across a workpiece, and then one could use the same tool to put a chamfer on the machined face to break the edge. I still do this today but with a throwaway tip tool which gives me 4 edges. To turn down the diameter, we always used a right hand tool with a tip with a small radius. Nowdays I use a throwaway triangular tipped tool, giving 3 edges. I have a round nosed tipped tool for occasions where a nice big radius is required in the corner, in either direction, but this will chatter a bit if too big a cut is put on, and when getting into the corner when it is cutting on 90 degrees of the tip. The previously mentioned tools will not chatter with the same cut, this is no doubt due to the longer cut length. These 3 tools will do 95% of what I need.
Chris Gunn |
| JasonB | 23/01/2012 13:38:12 |
25215 forum posts 3105 photos 1 articles | Hansrudolf, You are right I just looked at Peters terminology and use a tool parrallel to the face of the work.
J |
| Peter Wood 5 | 23/01/2012 16:10:44 |
| 94 forum posts 11 photos | Thanks for all the comments and particularly to Hansrudolf. I never could tell my right hand from my left!
My query was out of curiosity as to whether there is a theoretically correct geometry rather than any problem I was having.
Nevertheless, I was particularly taken with Chris's suggestion about using a 45 degree chamfer tool which could then be used to break the edge. Ironically the reason I am making the rear tool post is primarily to have chamfering tool always at hand.
|
| Chris Gunn | 23/01/2012 19:57:46 |
| 459 forum posts 28 photos | I have a rear toolpost, and use it for a parting tool which is always there ready to go, but really the most useful accessory IMO is a quick change tool post, and 5 or 6 tool holders, then you can have the 3 or 4 tools you need all the time permanently set up and at the right height, and a couple of spare holders for the tools you use occasionally, which you can change over as required. if you do this, you can get a lot more done.
Chris Gunn |
| Clive Hartland | 23/01/2012 20:05:26 |
 2929 forum posts 41 photos | A bit of a mix up here about left and right hand tools in the lathe.
If you stand at the back of the lathe, a tool travelling towards the chuck is a Right Hand tool. away from the chuck it is a Left hand tool .
Anymore takes on this?
Clive
|
| JasonB | 23/01/2012 20:13:53 |
25215 forum posts 3105 photos 1 articles | Depends what you term " behind the lathe" to me that would be between the wall & lathe, I stand infront of it to use it.
May be easier to say "standing as you use the lathe."
I have maybe 20 tool holders but its still quicker to use a R/H tool for both facing & turning, this would likely be even more so if I had a DRO on the Lathe as it would save having to enter the tool each time its changed.
J
|
| Terryd | 23/01/2012 21:37:52 |
 1946 forum posts 179 photos | Hi Guys, This is what Boxford had to say on the subject of RH and LH tools. 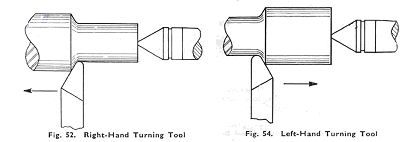 Regards T |
| Clive Hartland | 23/01/2012 22:20:13 |
2929 forum posts 41 photos | Yes Terry, that is how I have always been taught and what I pass on to others learning the lathe.
Takes a bit of getting used to though.
Having made HSS lathe tools during my apprenticeship all this was hammered into us.
Clive
|
| Chris Gunn | 24/01/2012 09:53:02 |
| 459 forum posts 28 photos | The guys at Boxford obviously never wanted to turn up close to a shoulder or into a corner going towards the chuck with the tools they show in the illustration, or is this just artistic licence? I would describe what Boxford calls a LH tool as a RH tool being used in the wrong direction, and vice versa. The "LH" tool would go into a corner or close to a chuck, and could be used to face off as well.
Chris Gunn |
| Clive Hartland | 24/01/2012 13:51:17 |
2929 forum posts 41 photos | You may call the tools what you will but it will NOT change the book description of what hand they are!
Clever engineers will make/grind a tool to suit an application at that time and have an assortment of tools build up from different tasks.
Left or Right, who cares?
Clive
|
| JasonB | 24/01/2012 16:17:35 |
25215 forum posts 3105 photos 1 articles | What the Boxford drawings do not show is the angle of the top rake, you can bet the R/H tool slopes down from the left edge and the L/H tool down from the right meaning they can only be used in the direction shown.
J |
| Chris Gunn | 24/01/2012 17:39:54 |
| 459 forum posts 28 photos | Jason you are right about the top rake of course. However I do think the shape of the tools shown in the picture in the Boxford manual is confusing in the context of the original question asked.
Chris Gunn |
| Stub Mandrel | 24/01/2012 19:07:51 |
 4318 forum posts 291 photos 1 articles | > The good thing with variable speed is you can wind the wick up as you get nearer the centre > you can vary the speed continuously as the diameter drops and come close to constant surface speed Isn't English a wonderful language? Neil |
| Andrew Johnston | 24/01/2012 20:59:49 |
 7061 forum posts 719 photos | Posted by Clive Hartland on 24/01/2012 13:51:17: Clever engineers will make/grind a tool to suit an application at that time and have an assortment of tools build up from different tasks. And the really clever engineers re-design the part so they don't need to muck about making custom tooling.  Regards, Andrew |
| Terryd | 24/01/2012 22:13:35 |
1946 forum posts 179 photos | Posted by Chris Gunn on 24/01/2012 17:39:54: Jason you are right about the top rake of course. However I do think the shape of the tools shown in the picture in the Boxford manual is confusing in the context of the original question asked. Chris Gunn Hi Chris, just imagine the toolpost rotated so that the leading edge of the tool is at 90º to the centre line of the work - you could then work up to a shoulder. Surely that is what we all do from time to time, i.e. rotate the toolpost to provide the best tool geometry? Regards Terry |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Facing a casting in the lathe