Forum sponsored by:

D bit grinder work head calculations
| Lawrie Alush-Jaggs | 04/05/2011 13:16:26 |
 118 forum posts 32 photos | Halo EvryBardy (Hello Dr. Nick) I have a problem that I hope one of hte more mathematically competent can help me with. I was hiding when they gave out the bit of the brain that does Maths. I am designing a grinder workhead for Dbits and think I have the general mechanism down OK. What I don't know is the relationship between an offset and degrees. Thanks, Lawrie
|
| Andrew Johnston | 04/05/2011 15:25:09 |
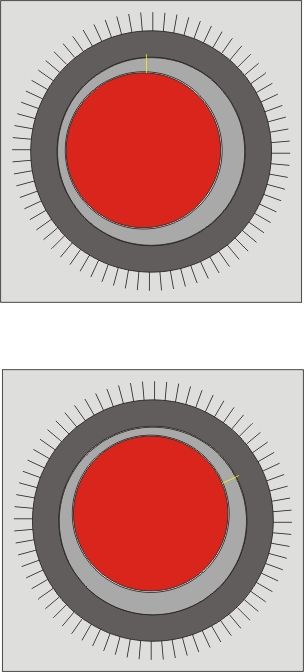
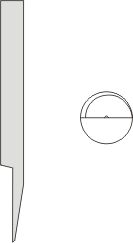
 7061 forum posts 719 photos | If you offset in one axis relative to the flat of the D-bit, as is implied by the end on view of the D-bit, then at the cutting edge the angle will be zero since the tangents to both circles will be parallel. To get a clearance angle I think that the line representing the flat of the D-bit needs to be offset in two axes from the centre of the circle intended to form the clearance. Regrettably I don't have time at the moment to sit down and do the analysis. If I get bored over the weekend I might have a play with the maths. Regards, Andrew |
| Lawrie Alush-Jaggs | 05/05/2011 00:27:35 |
118 forum posts 32 photos | Hi Andrew
Thanks for your reply. I often need someone's comment to firm up my own idea.
What I have described above is basically the way that grinders like the Deckel and Pear et al work.
The problem I am having is about the graduations. If as I stated, I have the bore offset by 1mm, how do I translate that into degrees in the graduations?
With the Deckel, the machine with which I am familiar, you split the cutter by maintaining a plane between the cutter and the wheel. You then set the taper angle you want and grind that by rotating the collet through 180 deg. Once that is done, you loosen the colar for the offset and rotate it by the number of degrees you want the relief to be and then with the cutter at 90 deg to the wheel, rotate again through 180 deg and that gives you the relief and backoff from the cutting edge.
I am trying to understand the relationship between the amount of offset of the bore, at this point an arbitrary 1 mm, how many marks there are around the collar of the collet holder and the number of degrees of relief I obtain behind the cutter.
If I want 7 deg relief behind the cutting egde, it would be handy to to rotate the locking ring to a mark representing 7 deg and off I go. What I am thinking at present is that if I make the bore offset 1mm, I might get 7 degrees on the ring but if I make the offset 1.5mm does that mean that I by setting the ring to Gas Mark 7 I will actually get 12 deg or something else?
I hope this clarifies the question. |
| Terryd | 05/05/2011 04:24:41 |
 1946 forum posts 179 photos | Seems like a lot of faff to make a few D bits. I make mine in about 10mins each including Hardening and tempering by following G H Thomas' instructions and they work efficiently and accurately. Why do some folk need to complicate things unnecessarily Sigh! T. |
| Lawrie Alush-Jaggs | 05/05/2011 07:09:08 |
118 forum posts 32 photos | Hey Terry
It is a lot of old cobblers of course, just like everything on this site. A complete waste of time that serves no purpose except to fill the dodgy time twixt the later end of cradle to grave. Old men making little toot toots that go putt putt is seriously useless. In the last two years I have expended many many hours and thousands of dollars designing and making impressive pieces of useless.
When I bought my milling machine I very proudly told all and sundry about it, how wonderfull it is etc. My wife and another woman friend asked me what they do. My answer, the only truthful one I could give, was that they make things for themselves. They really serve no useful purpose around the house and home. Holding the shed down could be accomplished more cheaply with a load of second hand bricks.
The only things that have come out of my workshop that are af any real benefit to the family as a whole, not just to me personally in the last few years are made of wood, not metal. A bed, a jewelery box and some shelves for my daughter, a handle for an old whisk for my wife, an extension to my son's bed and some cupboards to mount on the wall of his bedroom.
The machinery we play with and are fascinated by has no real value except to the people who are likewise engaged.
However, it keeps us dangerous old buggers off the street and out of the kitchen. It keeps our minds working helping stay the ravages of nasty things like demetia. It allows people who have learned skills but for whom society apparently has no further use to maintain those skills and use up electricity.
I worked for some time as an engraver where I made D bits daily in HSS and Carbide. We had several Deckel D bit grinders which, like every piece of Deckel equipment I have come across were excellent. Accurate, precise, well thought out and pleasant to use.
I have made D bits by hand too and have to say that for accuracy and for ease, a machine like the Deckel is superior and really. jJust all round better.
I am currently deciding which style of T&C grinder I should build - something else that is a valuable asset in the kitchen - when I though about a D bit grinder. I had been steering towards a variant on Harold Hall's grinding rest when this came up.
I think it will be some sort of a cross between a Quorn and a Stent but I'm not sure yet. In the meantime I will have some fun, learn something, not hassle the Missus and continue to go putt putt and toot toot!
And consume large amounts of electricity and scrap metal and slideway oil and tungsten carbide and money, the list goes on.
Lawrie
|
| Steve Garnett | 05/05/2011 10:19:54 |
| 837 forum posts 27 photos | Andrew's right about the cutting edge angle being zero, but I don't think you can relieve this by having two offsets, because this is two round objects we are talking about, to all intents and purposes - an offset in two directions can always be represented identically by a single offset somewhere else (a little matter of vectors and amplitudes). On the other hand, if the split of the major diameter doesn't pass through the centre of the rod, then you have avoided this situation anyway, I think - but I'd need more time to think it through completely too, just like Andrew. But as for: They really serve no useful purpose around the house and home. I don't altogether agree with that. I've made washing machine spare parts, re-machined bits for a microwave oven, made parts for broken locks, created car spare parts where they didn't exist any more, welded up kids' toys, and also made adaptors for woodworking tools that certainly do appear to be more useful... The best example of the latter here that I have is that I made a very simple ring to fit on the baseplate of my router so that it would follow a kitchen worktop jig correctly. The cost of purchasing those rings is excessive - making a couple on the lathe took minutes, and 'er indoors got exactly the result she was hoping for - we could cut a new work-surface by borrowing a jig and without spending a fortune on retooling to use it. The important thing is that when you've done this you have to point out very clearly that you have used the otherwise useless machinery for something she wants to achieve - even if you have to go out of your way to do it sometimes! |
| chris stephens | 05/05/2011 12:56:55 |
| 1049 forum posts 1 photos | Hi Terry,
Where's the fun in doing something in ten minutes, that with only a week or twos machining making a new gadget, can also be done in ten minutes? Let the man have his fun and sense of achievement.
If life is too short for these sorts of things, what is the point of life?
 chriStephens
|
| Lawrie Alush-Jaggs | 05/05/2011 13:41:29 |
118 forum posts 32 photos | To Steve, thanks for the reply. I ran the problem past my sone who at seventeen is strong on maths and geometry. Explaining the problem to him helped further clarify it for me. He did come up with an answer that makes sense to me and I will draw up a diagram of what he has proposed to see if others agree.
Firstly I have drawn up second set of pictures that may better explain the mechanism and information I am trying to elicit.
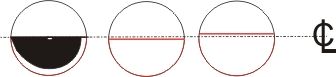
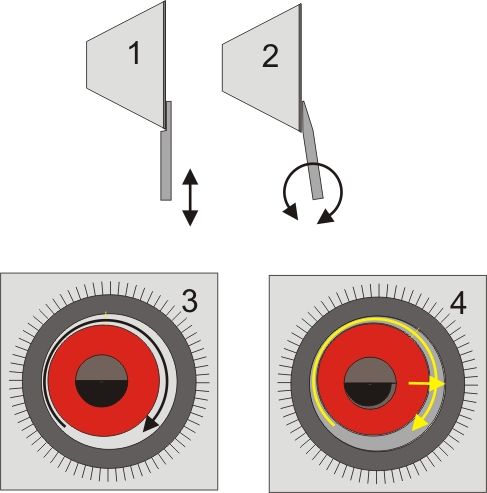 Number one is a D bit being split. In number two, the head is rotated about the Z axis to N degrees and the taper ground by rotating the collet and plunging it into the wheel - sorry, left out an arrow.
In number three the bit is rotated ninety degrees to present the cutting edge to the wheel.
In number four, the excentric that holds the collet is rotated by N degrees which in turn moves it across the X axis thereby altering the axis of the D bit in relation to it's original grinding position. Rotating the collet and plunging it into the wheel now grinds at an offset giving a relief behind the cutting edge to about 178 degrees.
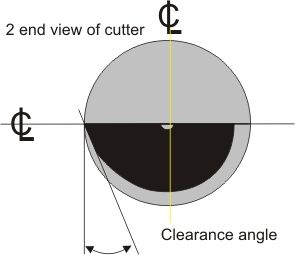
what I am trying to ascertain is the relationship between the degree of movement of the collet as established by the mount of offset in machining the bore - a nominal 1mm - and the degree of rotation obtained. So: If the collet is offset from centre at the time of grinding and I then rotate said collet, how do I know how many degrees that rotation represents to the D bit.
Or to put it another way, if I was to scribe the collar with a mark at every degree and then rotated the collar to the seven mark, how would I determine that I was going to get seven degrees of rake on the bit, short of doing it and then measuring?
To Chris: In a nut shell. Thanks.
To Steve: Thank you for one. I think the drawings will explain how the change in axes is obtained.
Thank you also for two. Touche.
|
| Andrew Johnston | 05/05/2011 14:37:50 |
7061 forum posts 719 photos | I'm probably being thick, but I don't understand what you mean by rake angle on the bit. Can you post a diagram of the D-bit showing which angle is being referred to? Regards, Andrew |
| Lawrie Alush-Jaggs | 05/05/2011 14:53:28 |
118 forum posts 32 photos | Sorry Andrew, thanks for your suggestion. Rather obvious once it has been pointed out.
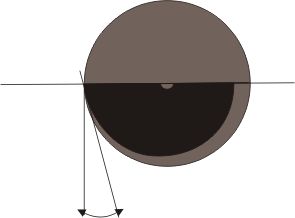 This is the angle I am talking about
Thanks |
| Steve Garnett | 05/05/2011 15:52:03 |
| 837 forum posts 27 photos | Isn't that the angle that remains obdurately at zero degrees at the point of contact, unless you offset the horizontal split line so that it's slightly below centre? |
| NJH | 05/05/2011 16:00:53 |
 2314 forum posts 139 photos | Hi Lawrie Oh how I agree with you - a man after my own heart - the workshop is mostly a playroom after all! You say "....I am currently deciding which style of T&C grinder I should
build - something else that is a valuable asset in the kitchen - when I
though about a D bit grinder. I had been steering towards a variant on
Harold Hall's grinding rest when this came up.
I think it will be some sort of a cross between a Quorn and a Stent but I'm not sure yet....." So will it be a Storn or a Quent then ? I have a partly built Stent (like many others I suspect) and I guess I will finish it one day - but you could buy a good many cutting tools for the price of the castings! As you are obviously a man of diverse interests and possibly feel the need to put your skills to some useful purpose a thought occurs to me. I remember as a child an old guy would turn up on his bike from time to time, park it with the back wheel off the ground and then rig it so that he could pedal away and drive a grindstone. He would do a roaring trade sharpening knives etc. You could maybe make a steam powered version which would satisfy your need for a grinder, keep 'er indoors and the neighbours happy with sharp knives, amaze all the local kids with a revolutionary "new" process and maybe raise a few bob to buy new sharp tools! The only downside would be that, rather against your philosophy, it would be useful. I think what you say about dementia is true and keeping an active mind may help - I am a bit worried though as I seem to be getting ever more childish! Regards Norman Edited By NJH on 05/05/2011 16:01:25 |
| Steve Garnett | 05/05/2011 17:55:38 |
| 837 forum posts 27 photos | I've got the ultimate grinder for you, Norman - it's a Steworndent! |
| Donald Wittmann | 05/05/2011 18:10:43 |
| 40 forum posts | Lawrie,
If I get the time I will ask some of the design engineers at work for the answer to your query. Provided I explain it to them correctly they will be able to give the answer.
I notice Mr Thomas posted a reply, but it did'nt help you one bit,[why am I not surprised?]
Regards,
Donald.
|
| Andrew Johnston | 05/05/2011 18:39:37 |
7061 forum posts 719 photos | I must be missing something; I can't see a reply from a Mr Thomas? Regards, Andrew |
| Dusty | 05/05/2011 20:54:50 |
| 498 forum posts 9 photos | Firstly can we get one thing straight, what Lawrie is, or appears to be talking about is not a 'D' bit at all but a single lipped cutter. Steve Garnett is right, if the cutter is as shown, tappered it will not cut as the workpiece and the cutter at the cutting edge are at zero degrees in relation to one another. The only way you can induce it to cut is by reducing the cutting edge to below centre line, even then it will be a bit hit and miss. A 'D' bit cuts on its front edge not on its side. Cutting on its side makes it either single lipped cutter or a taper reamer. |
| Steve Garnett | 05/05/2011 21:48:39 |
| 837 forum posts 27 photos | Dusty, you're clearly looking at this thing the same way I am - and I have been wondering about this on and off all day... Lawrie, what exactly are you going to use these bits for? A d-bit made in the conventional way is split with the line slightly above centre, with an angled end and as Dusty says, it doesn't cut the same way at all. Well, the few I have don't, anyway. But if it really is a single-lipped cutter then you have to put the split below the centre line, or it won't ever cut anything. |
| Lawrie Alush-Jaggs | 06/05/2011 02:54:59 |
118 forum posts 32 photos | Mornin' Gents. Thank you all for your replies. A D bit cuts on the edge as Steve points out. It has to be split to exactly half the thickness of the bit and then relieved behind the cutting edge to give it some bite. As Dusty rightly says, it is a single lipped cutter although it does cut on its edge - there is nowhere else for it to cut. It is not a reamer. The cutting edge is on the side of the taper so that the tool cuts a taper. The value of the D bit is that if you can grind the profile, you can cut the shape.
The proper name for the relief behind the cutting edge is actually the clearance angle and it is this angle that I am talking about. I should have been more careful in my terminology. 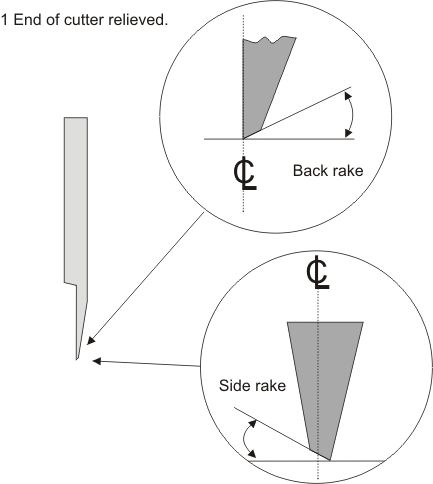 There are three sets of relief on a D bit see http://www.pantograph.co.uk/pdfs/cutter_geometry.pdf for a better description. The cutting edge gets a clearance angle and reduces the opposite edge of the cutter which allows it to chew. The tip gets relief from Paris Hilton... sorry, don't know how that got in there. The tip gets a back rake and a side rake which is the same as a drill or end mill. I know how to make mechanism by which the clearance angle is ground, it is the relationship between moving the cutter .N mm to one side and the number of degrees that equates to on a dial which is the problem. Steve. Your question raises a further interesting question as to what and who decides convention, but that is for another day. The reading I have done of MEW and the articles in which D bits are discussed lead me to believe that the authors with all due respect have made a decision to provide instructions for producing a tool that is frankly half arsed. It is designed to allow people who don't have the equipment to make a tool that is good for a couple of uses but not for continuous accurate use. If we look at the sketches it is very easy to see. The only way you can get the to cut is through forward motion and even then the best it does is scrape rather than cut. A tool with the correct geometry cuts rather than scrapes. As acutting tool a D bit is not different to a Drill or End mill. Try grinding an endmill withouth a clearance angle and see what happens.
 Terry was right when he said it only takes ten minutes to grind a D bit either poorly or properly. The difference is in how finely you can cut without the edge collapsing or the tip snapping off and how long you can cut accurately between regrinds. If you want to engrave machine dials and cut evenly with a face of about .3mm per cut, you do need to make the D bit correctly.
I thank you all for your comments. It has been most illuminating and as always I am impressed with the generosity of members at this site.
Lawrie Edited By Lawrie Alush-Jaggs on 06/05/2011 02:59:00 |
| Versaboss | 06/05/2011 10:48:36 |
| 512 forum posts 77 photos | I leave it to others trying (again) to explain to Mr. Alush-Jaggs the difference between such a half-arsed D-bit and a engraving cutter. Sufficient to say that D-bits are also called cannon drils, because that's what they had been used for. Can you drill a straight and deep hole with your engraving cutters, Mr. A-J? If necessary, I can put up some pictures of commercially available h-a. D-bits. I own even one where the 'split half' is spiraled like an ordinary twist drill. Greetings, Hansrudolf (a bit miffed when somebody don't sees the light) |
| Lawrie Alush-Jaggs | 06/05/2011 11:49:39 |
118 forum posts 32 photos | Hi Hansrudolf
Nice to hear from you, thanks for your reply.
The difference between a D bit and an engraving cutter is nil. An engraving cutter is a D bit.
You are quite correct in stating that a D bit is commonly called (or was commonly called) a cannon drill. It is because they were first invented for boring the barrels of Muskets. (see http://en.wikipedia.org/wiki/D_bit_cutter).
The term D bit refers to the shape which when viewed from the cutting end is that of the letter D. The D bit has not undergone much alteration.
When you refer to drilling straight deep holes, you may be refering to gun barrel drills which certainly are a refinement of the D bit. (see http://en.wikipedia.org/wiki/Gun_drill) and http://www.sterlinggundrills.com/)
As to the half arsed bit, I am refering to an apparent lack of credulity when it comes to the manufacture of D bits. Everyone accepts, indeed knows and goes on at great length about the need for clearance angles on rotating and static metal cutting tools but seem quite happy to beleive that there is no need for them on D bits. Please note the word cutting. If a cutting tool does not have clearance angles it is not a cutting tool. At best it is a scraping tool and at worst a burnisher.
In the example you quote, I surmise that as it is for drilling deep holes, the clearance angles are side and back rake which is all well and good as the cutting is being done on the end of the tool rather than the edge.
The next point is that I am not interested in using them for drilling deep holes or even establishing a definition of a D bit. The definition was worked out several centruies ago and has stuck thus far.
All I am asking is to establish the relationship between lateral movement of the tool when held in the collet and how that translates into degrees on on a scale.
At the moment I have two jobs for which I need D bits. One is to make recepticles for balls for non return valves and the other is to cut a tapered hole for a detent pin. I would like make the tools in a repeatable fashion, hence the work head and thus the question.
Thanks for your comment. Edited By Lawrie Alush-Jaggs on 06/05/2011 11:53:11 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > D bit grinder work head calculations