Forum sponsored by:

Grinding a step drill
| Vic | 06/02/2023 18:48:31 |
| 3453 forum posts 23 photos | I’m wondering if I can grind a step drill on my lathe. I was thinking about buying a 43mm motor mount for my router and using a mounted stone in it. Anyone done this? Two things occurred to me though, where and what type of stone to get and how to dress it if it needs it at some point. It’s not something I need to do very often so I’m looking for an inexpensive solution. |
| Ady1 | 06/02/2023 18:53:20 |
 6137 forum posts 893 photos | I got a set of them at lidl for about a fiver so they should be about a tenner on the net |
| peak4 | 06/02/2023 18:59:37 |
 2207 forum posts 210 photos | Yes, I have used my router as a toolpost grinder; |
| Vic | 06/02/2023 19:41:58 |
| 3453 forum posts 23 photos | Posted by Ady1 on 06/02/2023 18:53:20:
I got a set of them at lidl for about a fiver so they should be about a tenner on the net I want to grind my own step drills:
Edited By Vic on 06/02/2023 19:45:02 |
| Huub | 06/02/2023 22:46:40 |
| 220 forum posts 20 photos | I have made a drilling spindle for the tool post using 6009ZZ plain bearings, an ER11 collet holder and a 170W BLDC motor. I also made a milling spindle using AC7000 contact angle bearings, an ER11 collet holder and a 175 Watt Dremel. For grinding, I prefer the Dremel milling spindle because it can run high RPM and the spindle is free of play. The spindle has a 3D printed adapter. I also made an adapter for a DC motor from an old cordless drill.
|
| noel shelley | 06/02/2023 23:07:13 |
| 2308 forum posts 33 photos | Check the speed of your machine and the max speed of your wheel. I have sent a PM. Noel. |
| Hopper | 06/02/2023 23:18:33 |
 7881 forum posts 397 photos | That's a lot of HSS to grind away. And by the time you get down to the smaller diameter, there will be little or no flute left. Step drills have smaller flutes on the small diameter part. |
| Neil Lickfold | 07/02/2023 06:32:42 |
| 1025 forum posts 204 photos | A D bit grinder or a tool and cutter grinder is the easy way to be making step drills, Some drills need web thinning to make them work. It is a challenge to grind the land relief onto the step drill as well, unless you have a finger follower. |
| bernard towers | 07/02/2023 09:11:20 |
| 1221 forum posts 161 photos | I thought that step drills were for sheet metal and the drills you are talking about were piloted drills. |
| Baz | 07/02/2023 11:15:24 |
| 1033 forum posts 2 photos | Step drills are for drilling two or more sizes of holes at once, for example a 6mm diameter hole with perhaps a 10mm counterbore. A 10mm drill would be spun down to 6mm for the required length and the counterbore part either flat bottomed ar sharpened to whatever angle is required. Tin drills are used for sheet metal, they are shaped like an upside down W, central pilot and just the outer edges cutting. |
| Hopper | 07/02/2023 11:45:33 |
7881 forum posts 397 photos | But then there are the modern step drills that for sheet metal that start out at about 1/8" and go up in 1/6" increments to 3/4 or 1", alll on one drill. Very handy for sheemetal indeed. All I use these days for thin stuff. |
| Mike Poole | 07/02/2023 12:32:29 |
 3676 forum posts 82 photos | At the price shown for a Dormer step drill I can see why you want to grind your own. As they are so expensive I guess they become economical for production jobs as you avoid the counterbore operation. The drill modified as in the picture was widely used in our tool room for producing a counterbore but of course the hole needs drilling first. |
| Vic | 07/02/2023 13:05:43 |
| 3453 forum posts 23 photos | Posted by Hopper on 06/02/2023 23:18:33:
That's a lot of HSS to grind away. And by the time you get down to the smaller diameter, there will be little or no flute left. Step drills have smaller flutes on the small diameter part.
That is not the case with the few that I have. The flutes are the same size all the way down. For my use, reducing the tip of a 27/64 drill bit down to 15/64 will leave more than enough flute left to clear the work.
|
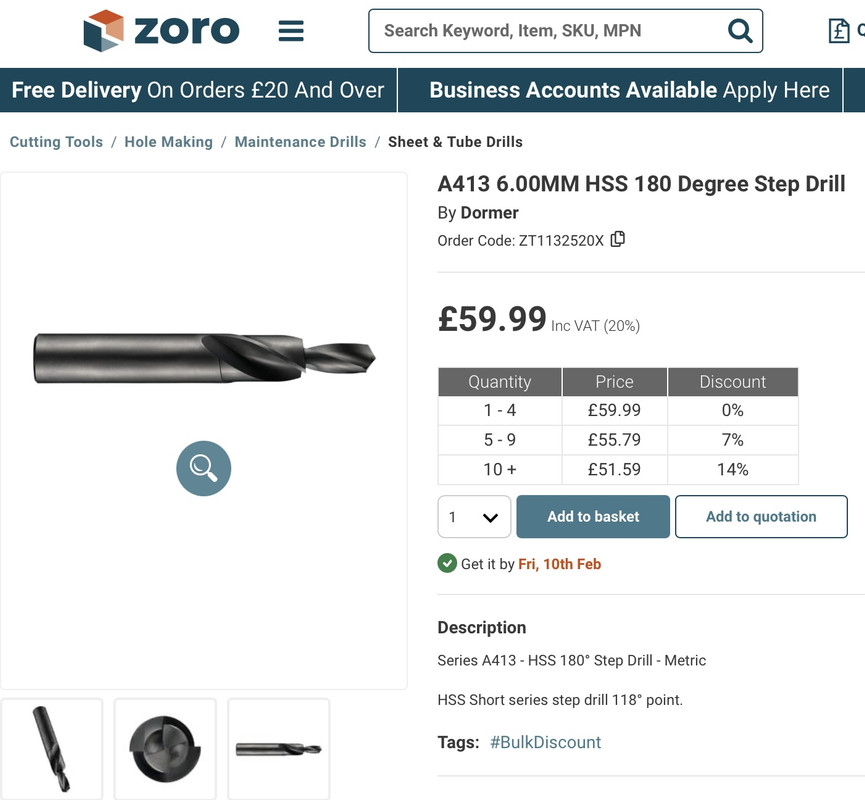
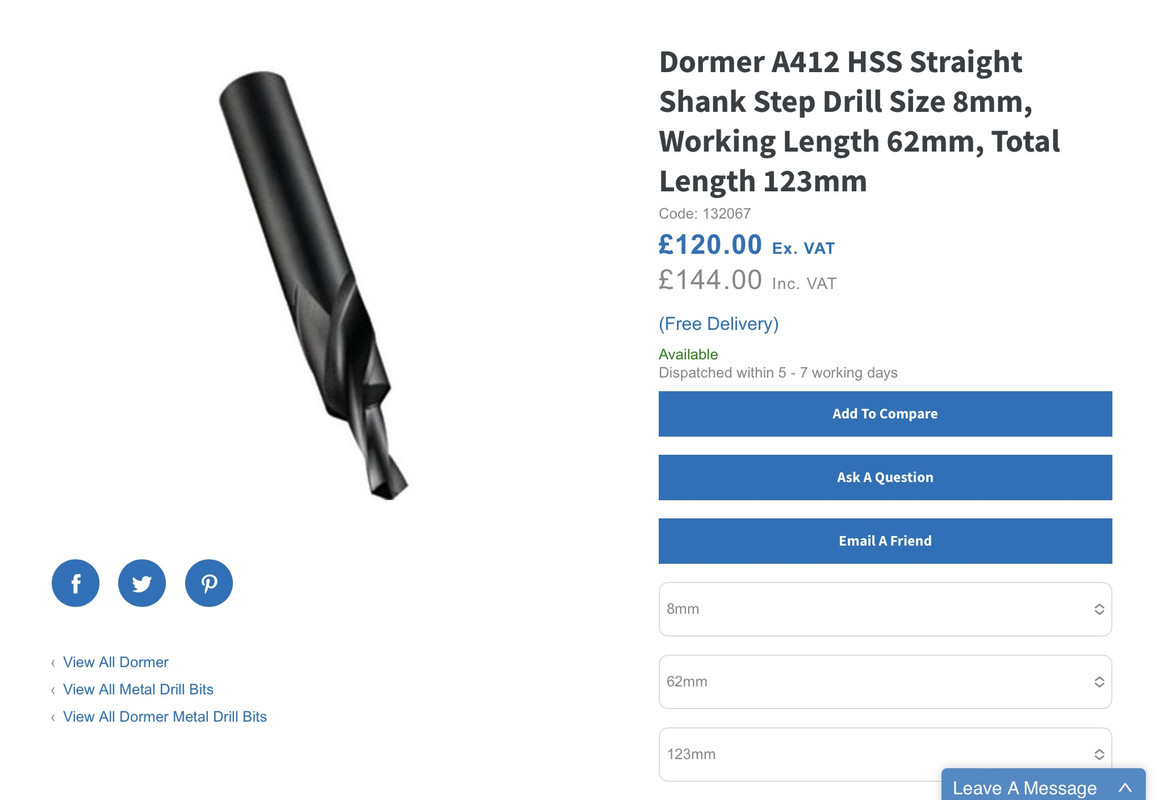
| Vic | 07/02/2023 13:16:42 |
| 3453 forum posts 23 photos | Posted by Mike Poole on 07/02/2023 12:32:29:
At the price shown for a Dormer step drill I can see why you want to grind your own. As they are so expensive I guess they become economical for production jobs as you avoid the counterbore operation. The drill modified as in the picture was widely used in our tool room for producing a counterbore but of course the hole needs drilling first. Yes they are expensive, look at the cost of this one! Free delivery though.
|
| Hopper | 07/02/2023 13:18:16 |
7881 forum posts 397 photos | Well there you go. They just look smaller because the outer part has been ground away. When you think about it, the flutes still have to go down to the size of the chisel point. Still seems like an awful lot of HSS to grind away with a mounted point in a router, with an interrupted cut over the flutes. That kind of grinder set up is usually for taking a few thou off for finishing purposes. You might be better off to make up something to hold a pistol drill up square to your six inch bench grinder so the drill rotates the bit and the six inch grinding wheel does the work. I imagine it would go a lot quicker that way. |
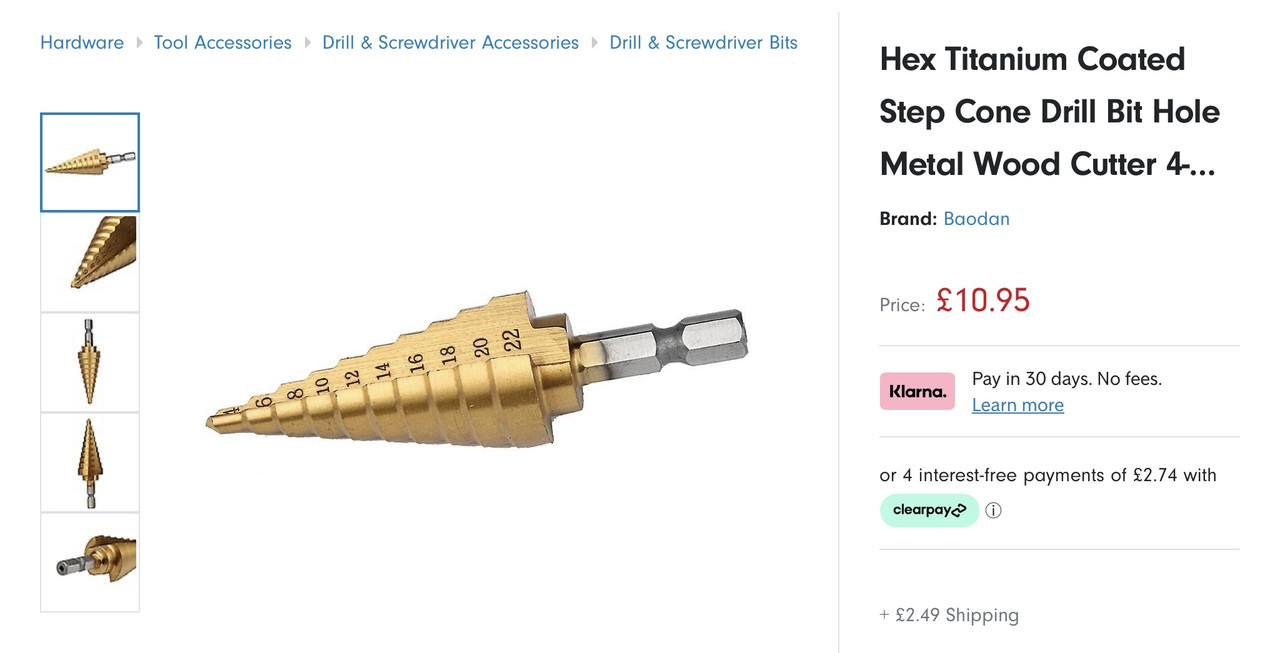
| Vic | 07/02/2023 13:23:43 |
| 3453 forum posts 23 photos | Posted by bernard towers on 07/02/2023 09:11:20:
I thought that step drills were for sheet metal and the drills you are talking about were piloted drills. I’ve always called them Cone bits. They come in both plain and stepped versions.
|
| Vic | 07/02/2023 13:27:51 |
| 3453 forum posts 23 photos | Posted by Hopper on 07/02/2023 13:18:16:
Well there you go. They just look smaller because the outer part has been ground away. When you think about it, the flutes still have to go down to the size of the chisel point. Still seems like an awful lot of HSS to grind away with a mounted point in a router, with an interrupted cut over the flutes. That kind of grinder set up is usually for taking a few thou off for finishing purposes. You might be better off to make up something to hold a pistol drill up square to your six inch bench grinder so the drill rotates the bit and the six inch grinding wheel does the work. I imagine it would go a lot quicker that way. There are lots of ways to approach the job. I wanted something a little more predictable/accurate though. If necessary I’ll resort to somehow jigging my bench grinder. |
| JasonB | 07/02/2023 13:31:18 |
 25215 forum posts 3105 photos 1 articles | You could rough grind most of the material away free hand on the bench grinder and then set up to finish with your mounted grinder |
| Hopper | 07/02/2023 13:41:56 |
7881 forum posts 397 photos | Posted by Vic on 07/02/2023 13:27:51:
Posted by Hopper on 07/02/2023 13:18:16:
Well there you go. They just look smaller because the outer part has been ground away. When you think about it, the flutes still have to go down to the size of the chisel point. Still seems like an awful lot of HSS to grind away with a mounted point in a router, with an interrupted cut over the flutes. That kind of grinder set up is usually for taking a few thou off for finishing purposes. You might be better off to make up something to hold a pistol drill up square to your six inch bench grinder so the drill rotates the bit and the six inch grinding wheel does the work. I imagine it would go a lot quicker that way. There are lots of ways to approach the job. I wanted something a little more predictable/accurate though. If necessary I’ll resort to somehow jigging my bench grinder. Looks like he has it all figured out. Simlar idea, hold the bit in pistol drill by hand and run it up against the belt sander. Then you could finish it off in th elathe. But unless you are drilling many dozens and hundreds of these stepped holes, the more usual way to do it would be to drill the small hole then use a counterbore bit to drill the larger hole. Sets of counterbore bits are available stupid cheap from that large manufacturing country far to the east of you. Or you can even drill the larger hole with a regular larger drill bit and then finish it off with a drill bit ground to a flat bottom end. But if you plan to be drilling more than a few dozen such holes, then the step drill would be a definite timesaver. |
| Vic | 07/02/2023 14:36:12 |
| 3453 forum posts 23 photos | For this particular application its far more convenient to drill it all in one go. I do make my own counterbores but the counterbored part is too deep in this instance. If step drills were readily available in a range of sizes at a good price I’d just buy them. |






Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Grinding a step drill