Forum sponsored by:

Malformed thread
| Rowan Sylvester-Bradley | 03/09/2022 18:11:11 |
| 88 forum posts | I'm a beginner at this, and need some help. I have just tried turning a 0.75mm pitch thread on a piece of brass bar. I gound the tool myself, using an angle of 60 degrees. I used a slow speed (backgear using pulley 2). At the end of the threaded section I just turned off the lathe, since I don't know a better way of doing this. Of course this is not precise, and I may have stopped the lathe a fraction too early or too late at the end of some cuts. After each cut I just started the lathe in reverse until the tool was back at the beginning of the cut. I could not disengage the half nuts because I was cutting a metric pitch on an imperial lathe. I did not back out the tool for the reverse pass because I thought this would make it difficult to advance the tool by a few thou from its previous position for the next pass. The problem is that the thread has come out very lopsided, with a much sharper angle on one side than the other, which I hope you can see from the picture.
Why has it done this? How do I correct my technique to get a properly shaped thread? All advice and suggestions gratefully received. Thank you - Rowan Edited By Rowan Sylvester-Bradley on 03/09/2022 18:12:48 |
| Mark Rand | 03/09/2022 18:26:50 |
| 1505 forum posts 56 photos | The problem with not backing to tool out is that any slack in the half nuts or the axial location of the leadscrew will cause the tool to be a bit to one side of where it was in the 'forward' direction. That will make the flanks of the threads narrower than they should be. |
| Tony Pratt 1 | 03/09/2022 18:27:49 |
| 2319 forum posts 13 photos | You must retract the tool before running the lathe in reverse as the tool will not follow an exact path due to backlash in the change wheels and lead screw. Tony |
| JasonB | 03/09/2022 18:28:06 |
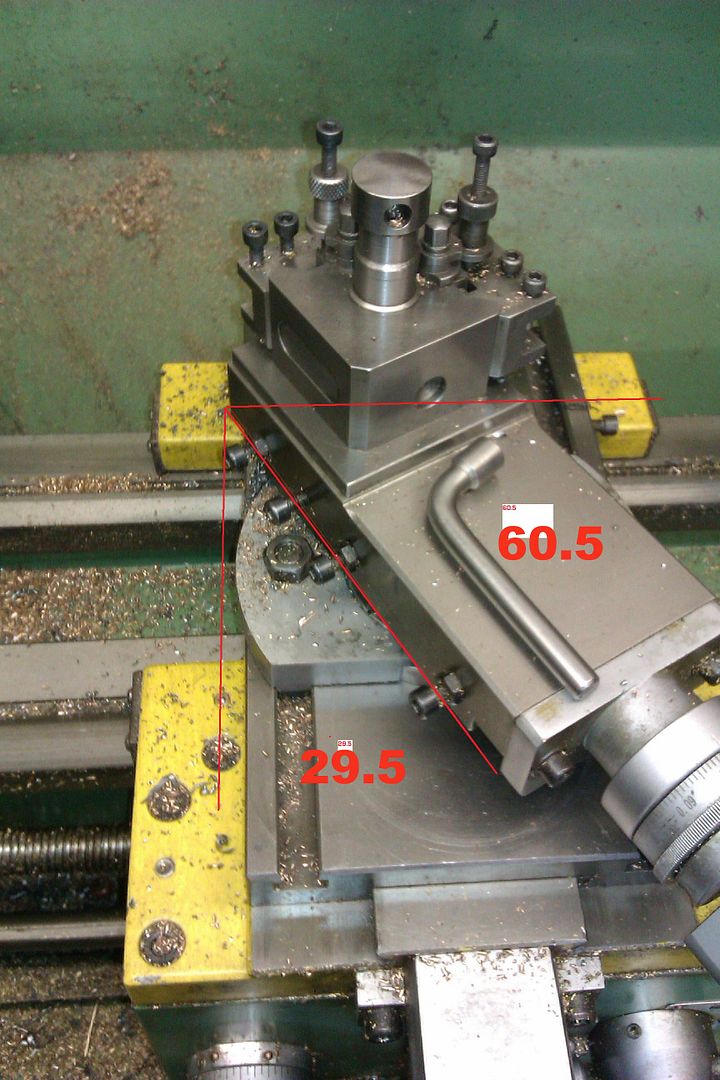
 25215 forum posts 3105 photos 1 articles | Did you angle the topslide to put on a cut? if so you mat have got the angle wrong, it needs to be 29.5deg from a line at right angles to the lathe axis not 29.5 deg from the lathe axis. Should look like this
|
| Clive Foster | 03/09/2022 18:39:20 |
| 3630 forum posts 128 photos | Rowan Not backing the tool out of the thread before reversing has created a positional error between the thread cut going forwards and that going backwards. Basically due to the backlash in the half nut and drive which has to be taken up before the tool moves when the machine is reversed. If you are worried about advancing the tool a few thou for each cut after moving it clear of the work to reverse I suggest you adopt the technique I was taught as "zero-to-zero" or "zero-2-zero" as the lathe keeps track of everything for you automatically. Basic idea is to use the top slide to apply the cut and the cross slide to withdraw the tool before reversing and bring it back to a base position ready for the next cut. With some refinements so it keeps track of total depth of cut and sorts out the angle of attack of the tool. Start by setting the topslide at a little less than the half angle of the thread. Anything close will do. I use 25° for both UK (whitworth) 55° and metric / American 60° threads. Mount the tool with its tip at exactly right angles to the work. As usual a lovely picture from Jason showing the fundamental set-up but I'm too lazy to bother getting the angle dead nuts and figuring out exactly what the in-feed should be. So I make the lathe do the maths! Adjust the cross slide so the tool contacts the work and set the cross slide dial to zero. Pull back the cross slide for a bit of clearance and move the saddle back until the tool is clear of the work. Feed the cross slide forward by the depth of the thread you intend to cut and re-set the dial to zero. Set the dial on the topslide to zero and move back to clear the work. Move the topslide forwards to apply a small cut and take the first cut. At the end of the cut withdraw the tool using the cross slide and run back to the beginning. Move the cross slide back to zero and apply a bit more cut using the top slide. Make the second cut, withdraw the tool again using the topslide and return ready to set the cross slide back to zero and apply the next cut with the topslide. Repeat the process, taking occasional spring cuts as needed without moving the topslide , until the topslide has been fed forward so the dial reads zero. This will be the last cut as the tool has now been moved forwards by the depth of thread you set at the beginning. Make several spring cuts until you are sure the thread has cleanly formed and check the size. Odds are that a home ground tool will be too long and too sharp in the point so the thread you made won't fit due to not being cut deep enough. Easy enough to deepen it with another cut or three past zero until it is the right size. If you have more than one to do then reset your zeros for the correct depth and all the rest will come out right. If you are using a full profile insert or chaser it will be right first time! The great thing about this method is that you do all your setting up at the beginning then just work until both dials read zero. Even if the result isn't quite right at least you know what you set and what you have done so you have a base to figure out what went wrong. Clive Edited By Clive Foster on 03/09/2022 18:45:21 Edited By Clive Foster on 03/09/2022 18:46:18 |
| JasonB | 03/09/2022 19:14:32 |
25215 forum posts 3105 photos 1 articles | Although I agree about the need to back the tool out, backlash would not affect the angles of the thread it would just have a wide valley yet OP says "the thread has come out very lopsided, with a much sharper angle on one side than the other" A picture of the tool and one of the overall setup would help Edited By JasonB on 03/09/2022 19:16:25 |
| not done it yet | 03/09/2022 19:59:20 |
| 7517 forum posts 20 photos | That likely means there is slack in the carriage, from back to front and front to back causing the saddle to ‘slew’ on the return. It is important that tye lathe on;y cuts in one direction. |
| JasonB | 03/09/2022 20:10:20 |
25215 forum posts 3105 photos 1 articles | That's going to need a lot of slew to produce what's shown, it's almost a buttress thread so about 25 degrees of slew
|
| Clive Foster | 03/09/2022 20:37:29 |
| 3630 forum posts 128 photos | In a situation like this where we have wonky results from an admittedly imperfect technique its not very profitable to try and figure out exactly what went wrong. Far better to combine a proper set up based on Jasons first photo with the known to be near as possible bullet proof zero-2-zero screw cutting technique and build from there. I've known that approach work for several folk who initially had problems with screw cutting. Never did figure out exactly what they were doing wrong initially. I suspect they didn't actually do what they thought they had done so their initial descriptions of the technique were incorrect. Jasons last picture shows no run out groove to "contain" the tool as the lathe comes to a stop. I wonder if one of the last few passes drove the tool hard up against the full diameter step at the end of the thread causing it to swivel and alter the effective flank angles being cut. With only a few passes left the inadvertently revised flank angles may still have left an adequately clean cut in a nice free cutting brass. The butressy like shape pointed out by Jason certainly looks as if the trailing flank of the thread has acquired a steeper angle which could have been caused by the tool swivelling back a bit on hard contacting with the step. Clive |
| Paul Kemp | 03/09/2022 23:23:59 |
| 798 forum posts 27 photos | Posted by Rowan Sylvester-Bradley on 03/09/2022 18:11:11:
I'm a beginner at this, and need some help. I have just tried turning a 0.75mm pitch thread on a piece of brass bar. I gound the tool myself, using an angle of 60 degrees. I used a slow speed (backgear using pulley 2). At the end of the threaded section I just turned off the lathe, since I don't know a better way of doing this. Of course this is not precise, and I may have stopped the lathe a fraction too early or too late at the end of some cuts. After each cut I just started the lathe in reverse until the tool was back at the beginning of the cut. I could not disengage the half nuts because I was cutting a metric pitch on an imperial lathe. I did not back out the tool for the reverse pass because I thought this would make it difficult to advance the tool by a few thou from its previous position for the next pass. The problem is that the thread has come out very lopsided, with a much sharper angle on one side than the other, which I hope you can see from the picture.
Why has it done this? How do I correct my technique to get a properly shaped thread? All advice and suggestions gratefully received. Thank you - Rowan Edited By Rowan Sylvester-Bradley on 03/09/2022 18:12:48 Firstly as others have said, backlash in feed so retract tool before reversing - number one rule! Second how did you set your 60 degree tool in the tool post so it was accurately aligned to the job? Fish tail gauge or guess work? Any screwcutting tool needs to be properly set at 90 degrees (axis of the centre of tool) to the job. Looks like you had your 60 degrees biased 40/20? Paul. |
| Huub | 03/09/2022 23:36:40 |
| 220 forum posts 20 photos | Posted by Rowan Sylvester-Bradley on 03/09/2022 18:11:11:
I'm a beginner at this, and need some help. I have just tried turning a 0.75mm pitch thread on a piece of brass bar. I ground the tool myself
You need some clearance when you grind the tool. The thread is cut at a small angle (helix angle). Look at this site Grinding a 60° lathe threading tool for some information For a first try, it looks a whole lot better than my first cut thread |


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Malformed thread