Forum sponsored by:

I need to cut chamfers into x64 pieces of mild steel - any advice?
I need to cut chamfers into x64 pieces of mild steel - any advice?
| John Smith 47 | 03/09/2021 14:35:44 |
| 393 forum posts 12 photos | Hello I need to make a 45° chamfer on one edge of each of these small pieces of mild steel - which are 16mm x 8mm x 1mm in size. Below are two "before and after" photographs.
[NB Please ignore the scratches!]
Problems:
New toosl budget: £400 max Edited By John Smith 47 on 03/09/2021 14:43:11 |
| Jeff Dayman | 03/09/2021 14:38:59 |
| 2356 forum posts 47 photos | what job is this for? |
| ega | 03/09/2021 14:40:54 |
| 2805 forum posts 219 photos | Could this be done with a belt sander and suitable jig? |
| John Smith 47 | 03/09/2021 14:44:50 |
| 393 forum posts 12 photos | Posted by ega on 03/09/2021 14:40:54:
Could this be done with a belt sander and suitable jig? I don't own a belt sander. |
| Calum Galleitch | 03/09/2021 14:49:31 |
 195 forum posts 65 photos | Can you make a jig to be held on the cross-slide, and take it off with a milling cutter held in the lathe? Once you have everything lined up, it should be pretty quick - lock the carriage and away you go. |
| Pete Rimmer | 03/09/2021 14:51:32 |
| 1486 forum posts 105 photos | Belt sander and simple jig is what I would use. You can make a jig out of a large door hinge and some odd bits with a bolt for a stop. Should easily come in under your budget and it'll be quick. |
| Frances IoM | 03/09/2021 14:58:01 |
| 1395 forum posts 30 photos | make a simple U-shaped jig out of MDF with a trough with a 45deg angle at both ends with a 90 element at one end with a threaded rod etc to compress all bits lay 2 strips of steel on top of along the top of the U sides so arranged so that the top of steel lowest place to file then use a large file and exercise your arm - if you can case harden the steel strips so much the better Edited By Frances IoM on 03/09/2021 14:59:15 |
| old mart | 03/09/2021 15:12:30 |
| 4655 forum posts 304 photos | If you did buy a milling machine with a vertical head like a drill press, there are a lot of ways to do it. The vises with tilt have already been mentioned, and I suggeat that you go to the ebay start page and put this in the search box: "45 degree milling cutters". |
| Michael Gilligan | 03/09/2021 15:17:44 |
 23121 forum posts 1360 photos | Posted by John Smith 47 on 03/09/2021 14:35:44:
Hello I need to make a 45° chamfer on one edge of each of these small pieces of mild steel - which are 16mm x 8mm x 1mm in size. Below are two "before and after" photographs. […] Problems: . At that size you could probably ‘sharpen’ them on a diamond hone, using a slightly modified plane-iron jig. MichaelG. . https://www.screwfix.com/p/magnusson-honing-guide/6342V .. or any variation on that theme Edited By Michael Gilligan on 03/09/2021 15:23:07 |
| JasonB | 03/09/2021 15:50:11 |
 25215 forum posts 3105 photos 1 articles | To save us all repeating ourselves you asked the same question in this thread some time ago. |
| Michael Gilligan | 03/09/2021 16:18:10 |
23121 forum posts 1360 photos | Posted by JasonB on 03/09/2021 15:50:11:
To save us all repeating ourselves you asked the same question in this thread some time ago. . Ah but … at least John has now broadened his original specification; which was: ”The tricky bit is that I need to put a chamfer on one edge of the steel that is EXACTLY 45°. ” MichaelG. Edited By Michael Gilligan on 03/09/2021 16:19:11 |
| John Smith 47 | 03/09/2021 16:22:40 |
| 393 forum posts 12 photos | Posted by Michael Gilligan on 03/09/2021 15:17:44:
Posted by John Smith 47 on 03/09/2021 14:35:44:
Hello I need to make a 45° chamfer on one edge of each of these small pieces of mild steel - which are 16mm x 8mm x 1mm in size. Below are two "before and after" photographs. […] Problems: . At that size you could probably ‘sharpen’ them on a diamond hone, using a slightly modified plane-iron jig. MichaelG. . .. or any variation on that theme Edited By Michael Gilligan on 03/09/2021 15:23:07 Like I said, I have been using diamond hone, but it's too slow. To speed things up I have been using a hand file first but great care is required and ultimately it's still too slow. |
| John Smith 47 | 03/09/2021 16:30:42 |
| 393 forum posts 12 photos | Posted by Michael Gilligan on 03/09/2021 16:18:10:
Posted by JasonB on 03/09/2021 15:50:11:
To save us all repeating ourselves you asked the same question in this thread some time ago. . > To save us all repeating ourselves you asked the same question in this thread some time ago. ”The tricky bit is that I need to put a chamfer on one edge of the steel that is EXACTLY 45°. ” MichaelG. Edited By Michael Gilligan on 03/09/2021 16:19:11 I think that's pretty unfair. 7. Furthermore the parts are laser-cut to exactly the correct (8mm) width so it is crucial that I do not cut too deep. 8. Furthermore, given the number of parts that I'm going to need to 'manufacture' - at least 64 - I don't want to wear out my diamond sharpening tool. Edited By John Smith 47 on 03/09/2021 16:34:42 |
| Dave S | 03/09/2021 16:33:14 |
| 433 forum posts 95 photos | One of these: **LINK** add a simple jig to hold the part at the correct angle, with a stop to prevent grinding too much off edited to add: use the belt in horizontal mode, not the disk.
Edited By Dave S on 03/09/2021 16:35:16 |
| John Smith 47 | 03/09/2021 16:41:54 |
| 393 forum posts 12 photos | Posted by Dave S on 03/09/2021 16:33:14:
One of these: **LINK** add a simple jig to hold the part at the correct angle, with a stop to prevent grinding too much off edited to add: use the belt in horizontal mode, not the disk.
Edited By Dave S on 03/09/2021 16:35:16 Yes that's not a bad idea. My slight reservation is that the only sanding machine that I have tried using before wasn't very accurate. i.e. Nothing was at 90° and was at quite the angle that it was supposed to be. |
| pgk pgk | 03/09/2021 16:57:00 |
| 2661 forum posts 294 photos | This might give inspiration for a future tool and I’d guess one could 'knock up' a working occasional version out of timber. **LINK** If you own a router then a cheap 45degree router bit about a tenner on amazon or ebay (might be able to do the job directly on steel that thin or) could be used to make an accurate angle on some timber to be lined with a flat piece of steel and presented to a cup wheel in a drill on stand. pgk |
| Dave S | 03/09/2021 17:00:04 |
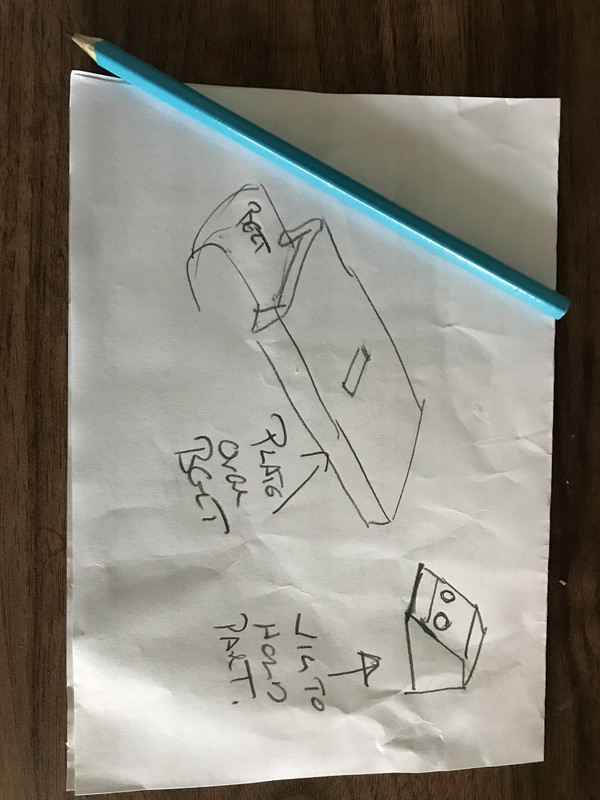
| 433 forum posts 95 photos | Jig is a simple work holding device that allows a quick, repeatable setup. in this case it probably looks a lot like a block with a 45 degree face and a strap clamp. poke jigged plate through slot into belt. Large block of jig lands on the plate repeatably. all you have to do is make sure the jig sets up so the plates to be ground are in the same place each time - assuming the holes are at a known location 2 dowels in the face of the jig will do that. I do not have that unit, and I would do this sort of thing in my chuffing enormous mill, with a different but similar function jig. Dave |
| JasonB | 03/09/2021 17:02:02 |
25215 forum posts 3105 photos 1 articles | What grade diamond lap did you get, a coarse one first will speed things up before final run on a file one. Or glue some wet & dry or silicon carbide paper to a piece of glass and use that first to remove most of the bulk of the metal. I'll still stand by my suggestion from the other thread using a simple jig and your proxon even though you say things have changed So simple jig from a bit of scrap, even the Proxxon will be able to mill the shallow 1mm pocket and drill a couple of holes that can be tapped
Simply hold the jig in a regular vice with the jig tilted at 45deg, screw one of your plates to it and mill or use a grinding bit to machine the upper edge to 45degrees, note the height of the mill or simply lock it in place. remove completed plate and screw on the next one repeat 63 times.
Edited By JasonB on 03/09/2021 17:14:53 Edited By JasonB on 03/09/2021 17:15:47 |
| Dave S | 03/09/2021 17:15:39 |
| 433 forum posts 95 photos | Literally a 5 second design sketch:
|
| Bill Phinn | 03/09/2021 17:16:29 |
| 1076 forum posts 129 photos | I have used the following tools in a Proxxon MF70 to cut exactly the chamfer you picture there, though mostly on bronze, brass and aluminium, not steel. The cutters are carbon steel, so will cut mild steel, but I'm uncertain what the lifespan will be if this is all they are used for cutting. EtA: You can get HSS ones, though I can't find a UK supplier at the moment. Edited By Bill Phinn on 03/09/2021 17:36:14 |







Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > I need to cut chamfers into x64 pieces of mild steel - any advice?