Forum sponsored by:

Buying advice sought re Milling Machines: e.g. Proxxon: FF230 vs. BFW40/E vs. MF70
| John Smith 47 | 29/03/2021 18:00:04 |
| 393 forum posts 12 photos | Hello
Cost: £843.18 (incl VAT)
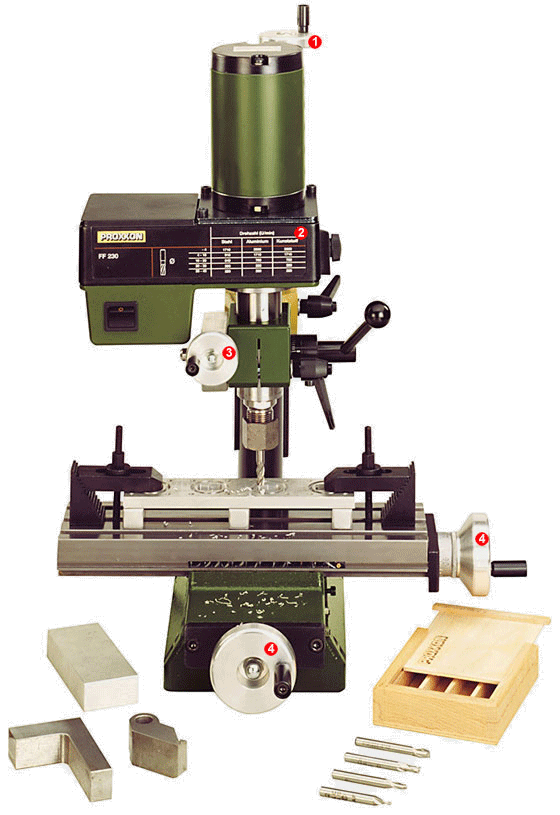
Option B) PROXXON MILL/DRILL system on BFW 40/E (7182250) Table Area: 200 x 200mm. Cost: £586.48 (incl VAT)
Option C) MICRO miller MF 70
DISCUSSION: Option B) compared to A): Here are the images:
B) PROXON BFW 40/E milling system
OR some completely different (but good quality) brand?! Edited By John Smith 47 on 29/03/2021 18:01:02 |
| Frances IoM | 29/03/2021 18:11:55 |
| 1395 forum posts 30 photos | can you use a wheeled stand/table to move it away from living space - those you mention sound more like toy machines not really suited to steel - look at ArcEuro's offers - milling tends to spread small bits of metal - not usually carpet friendly Edited By Frances IoM on 29/03/2021 18:13:20 |
| Andy Carlson | 29/03/2021 18:31:56 |
| 440 forum posts 132 photos | The MF70 is fine within its capacity. I use mine for 2mm scale modelling and many other 2mm modellers do too. It can be converted to use an ER11 spindle but the high minimum speed of the drive is another limitation. I know folks who have addressed that one too, but then you are getting quite far from the original machine. As you know, the axis travel is a further limitation. If you want to drill up to 6mm then I'd say it isn't for you. I can't speak from experience of the other options but rigidity is crucial to a mill so any increase in space for Y or Z travel should also be accompanied by an increase in the bulk of everything that keeps the head positioned with respect to the table. Trouble is... the price point goes up pretty sharply too. |
| JasonB | 29/03/2021 18:35:42 |
 25215 forum posts 3105 photos 1 articles | Sherline would be worth thinking about just inside your weight limit and some very good work has been done on them, of the Proxxon oferings only the FF230 would be anything close to doing what you want |
| Andrew Tinsley | 29/03/2021 18:51:32 |
| 1817 forum posts 2 photos | Frankly I would not consider a Proxxon mill to be other than a toy. I have seen several of the Proxxon offerings that you mention, they simply are not good enough for working in metal. My own experience of Proxxon tools is they are expensive for what they are and quality isn't very good either. Jason's mention of Sherline is a much better prospect or the smaller Sieg mills from Arc Eurotrade. You say you are limited on weight to 20 Kgs. Mills depend on rigidity and that means weight! Your 20 Kg limit means you simply won't get a decent mill for the tasks you wish to use it. Andrew. |
| John Haine | 29/03/2021 19:45:52 |
| 5563 forum posts 322 photos | Andrew is spot on. Avoid Proxxon. Overpriced and under specified. Edited By John Haine on 29/03/2021 19:48:13 |
| John Smith 47 | 29/03/2021 21:25:40 |
| 393 forum posts 12 photos | TBH, as a novice, I'm feeling slighly out of my depth on all this. Being able to cut mild seel is the entire point of my having a milling machine. But if I can't readily lift the machine off a table, maybe I should bale out now!
SIEG - made in China, yes. Their website is awful. (I can't get the Specification tab to work, nor will the video play - not reassuring...) ==> SIEG SX1L Mill on ArcEurTrade.co.uk (150watts) appears to be discontinued ==> SIEG SX1LP HiTorque Mill Yes, pretty impressive spec, at a good price (£595.00 Inc.VAT) but it's bit of a beast weighing in at 50Kg (61Kg gross). Realistically I'm going to struggle to move that back onto a shelf at night! Frances - Nope, a wheeled stand isn't an option. Space is tight and it will need to be able to be stored on a shelf. Andy - Could I drill mild steel at 2mm with a PROXXON MF70? Realistically what do we think the maximum diameter of hole that I should be able to drill mild steel with? SHERLINE JasonB - That Sherine 12″ Deluxe Vertical Milling Machine ("our most popular mill" However I am based in the UK, and from what I can see thus far, that looks expensive & difficult/slow to obtain here in the UK. Either way, what are the reasons why is the Proxxon FF230 better than the Proxxon BFW 40/E? |
| Frances IoM | 29/03/2021 21:38:48 |
| 1395 forum posts 30 photos | If you need to drill 6mm holes (you don't state to what depth or accuracy) then it does imply the lump of steel is somewhat larger - that means you need an X-Y table large enough to handle the clamps needed or if you have the money a vice, As pointed out the rigidity depends very much on the weight. If you stick to aluminium you may be able to get away with a lighter machine. Or as mentioned re 2mm modelling small holes (say 1.5mm or less) can be drilled but the high speeds and small chucks needed are not suitable for 6mm holes Obviously I'm not aware of your domestic situation but playing around with steel tends to require saws, a large vice to hold the material to be cut etc - and milling, sawing metal etc tends not be compatible with domestic activity, small bits of steel swarf are easily trodden into flooring A small lathe can do some milling and drilling - many models have been built solely with a lathe as affordable milling machines only came in last 20-30 years - what do you want to make in steel? Edited By Frances IoM on 29/03/2021 21:42:42 |
| Andy Carlson | 29/03/2021 22:43:06 |
| 440 forum posts 132 photos | Posted by John Smith 47 on 29/03/2021 21:25:40:
TBH, as a novice, I'm feeling slighly out of my depth on all this. Being able to cut mild seel is the entire point of my having a milling machine. But if I can't readily lift the machine off a table, maybe I should bale out now!
I've milled mild steel on the MF70 and would nave no concerns about doing it again. It won't chew metal off at a rate of knots but it will do it. The job needs to be small otherwise it will take ages. Steel swarf from carbide cutters is like thousands of tiny needles so bear that in mind if you plan to do this in a domestic setting. In terms of drilling I don't think I've ever had a need to drill mild steel on the MF70 because I have other machines. When the MF70 was my only machine I did drill brass and aluminium with 2mm and 3mm holes. It coped with both but the noise was pretty nasty with a 3mm drill. A nice sharp drill and a slower speed machine is a much nicer experience. 3.2mm dia is the maximum the unmodified MF70 will hold. If converted to ER11 then it will go bigger but bigger drills are also longer and the high speed will be even more of an issue. At the end of the day the MF70 is a small scale modelling machine and this is a model engineering forum so you won't find many folks expressing love for it here but like I said... within its limits (and those limits are small) it is OK. But honestly, if you want to drill 6mm holes in steel then it's not the machine for the job. |
| John Smith 47 | 29/03/2021 23:43:44 |
| 393 forum posts 12 photos | I do all kinds of random DIY project & innovations, and every project is different. When I wrote "6??mm" I meant "as wide as possible" for a machine that is reasonably portable (i.e. less than 20Kg or so) The truth is that for my current project, I'm only needing to drill 2.5mm holes in mild steel. It's just that if I'm really going to spend several hundred GBP, then my thinking is that I may as well get something that will be as broadly useful on other stuff as possible. One of the problem with the Sherline its RPM range does seem VERY slow "70 to 2,800 RPM" (albeit with "Electronically controlled spindle speed range" ) . I think I saw that you can buy a different pulley set for the Sherline to take the RPM up to 10,000RPM, which from what I cans see would be better for 1mm holes, yes? [Btw, sorry for newbie question, but the cutting RPM for a drill IS the same as for a milling machine, yes?] Changing pulley sets seems like a bit of a nuiscance. Obviously question but can't you get milling machines with good gear boxes? I imaging if you cut too fast the base metal just melts, rather than being cut and it's a mess. And presumably the drill gets too hot and gets bluntened too. But what goes wrong happens if your cutting speeds is too slow? J
Edited By John Smith 47 on 29/03/2021 23:47:11 |
| JasonB | 30/03/2021 07:19:08 |
25215 forum posts 3105 photos 1 articles | Have a look through these threads to see what can be done on Sherline machines UK supplier is Millhill Supplies Although the machines may not run upto optimum cutting speed they will still be OK with smaller drills so not a game breaker, I regularly drill 0.7mm through steel 3-4mm thick with a machine that has a 2000rpm max. From the above links you can see a lot can be done with a mill that has a narrow table and you can't expect a big slab of iron and still be able to pick the machine up and put it on a shelf, gearbox will also increase weight. Y travel is almost double the FF230 so greater capacity. Edited By JasonB on 30/03/2021 07:58:39 Edited By JasonB on 30/03/2021 08:01:26 |
| Frances IoM | 30/03/2021 07:59:08 |
| 1395 forum posts 30 photos | John - there are many books on general workshop techniques which I think will answer many of your questions - 6mm drills I'd run about 200-250 for steel, faster (400 rpm?) for brass. - no way 1000rpm - you don't melt the metal at high speed merely wreck the drill + the motor driving it. Milling removes less metal per rev - a 1/4" (6mm) carbide cutter yes at 1000rpm tho for a high speed steel cutter rather slower |
| Andy Carlson | 30/03/2021 08:07:27 |
| 440 forum posts 132 photos | Posted by John Smith 47 on 29/03/2021 23:43:44:
I do all kinds of random DIY project & innovations, and every project is different. It's difficult to predict which jobs will come along but my experience has been that I have not found a need to use the MF70 for domestic projects. My Unimat, Cowells and the Faircut 3 1/2 inch lathe on the other hand have all been put to use in this way. Work has included a new brass button fur our old style doorbell push (maybe 3/4 dia), new buttons for the cooker hood (the old plastic ones disintegrated) and several things with threads on the end to adapt or extend various things. Whatever machine you have you will find yourself making tooling on the machine, for the machine. I've probably spent more time making tooling than anything else, but with four small lathes and the MF70 that's probably my own fault. Whatever machine you have you will also find that there are jobs which are too big for it. With 1mm sheet I would expect that Y travel will be a place where you will quickly find the limits. My own experience with small modelling jobs on brass sheet is that I quickly wanted CNC so that I could do accurate diagonals and curves etc. I've done this and it has been successful... but that's a whole other tangent. I won't attempt to say much more on the subject of spindle speeds. I don't pay a lot of attention to what is 'correct'. I do pay attention to nasty noises. The MF70 speeds are OK for 1mm-3mm carbide milling cutters and drilling 2mm and below. The higher speeds are very handy with sub 1mm drills. Yesterday I was doing 0.3mm holes transversely in 0.5mm brass rod on the MF70...but there are plenty of occasions when I'd like to go lower than 5000 RPM but I can do that on the lathes. Do consider a lathe but XY travel will not be a strong point there - the usable vertical travel of a milling slide may be less than half of the height of the work mounting face. |
| JasonB | 30/03/2021 08:15:44 |
25215 forum posts 3105 photos 1 articles | Speed will vary a little depending on type of cut and machine but not by a lot. I would be running somewhat faster than Frances. 6mm HSS milling cutter in mild steel 1250-1500rpm, carbide 4-5000rpm or machines max 6mm drill in steel 1250-1500rpm |
| John Smith 47 | 30/03/2021 17:00:30 |
| 393 forum posts 12 photos | JasonB - out of interest, what is your thinking? Why do you run so fast? What are the pros and cons in your experience. I mean 70RPM! Why would anyone want to go quite so slowly in any case? J
|
| Michael Gilligan | 30/03/2021 17:21:10 |
 23121 forum posts 1360 photos | Posted by John Smith 47 on 30/03/2021 17:00:30:
[…] I mean 70RPM! Why would anyone want to go quite so slowly in any case?
. Large diameter slitting saws, fly-cutters, and boring tools spring to mind. MichaelG. |
| Dave Halford | 30/03/2021 17:34:55 |
| 2536 forum posts 24 photos | John, Perhaps you need to separate the mill from the drill to get what you want. This at 18kg or something like it from Aldi/Lidl would handle the drilling and the mill can do what it's good at, milling. |
| JasonB | 30/03/2021 18:30:09 |
25215 forum posts 3105 photos 1 articles | Posted by John Smith 47 on 30/03/2021 17:00:30:
JasonB - out of interest, what is your thinking? Why do you run so fast? What are the pros and cons in your experience. I mean 70RPM! Why would anyone want to go quite so slowly in any case? J I would not say I'm running particularly fast, look at any cutting speed charts and you will see that those rpm figures I gave are mid way between the suggested upper and lower speeds for steel. In old money 100 feet per minute was a good rule of thumb, as you seem to talk in metric then 20-30m per minute would be appropriate. I don't think there are any cons at running at what the tool is meant to run at, pros are that you won't get premature wear, given the same appropriate chip load then you will be able to feed faster than you would if the cutter was running too slowly which means you get the job done and it's also easier when hand feeding if moving the handwheel at a fair pace to keep it constant than if moving very slowly. If you want to check the maths then for a 6mm HSS cutter in mild steel we get Cutting speed / (Diameter x pi) =rpm Say 25m/min / (0.006 x 3.142) = rpm 25 / 0,18852 = 1326rpm So thats mid way between the figures I gave as machine and type of cut will also affect what you can run at to some extent as will depth of cut bot Ae and Ap thats sideways engagement and axial engagement. When I'm milling on the CNC I make use of it's higher 5000rpm to speed and tend to use carbide tooling at the max which is OK on steel but a lot below non ferrous speeds My manual mill runs 50 -2000 so the added top speed of a Sherline would be useful but as I said earlier if you cant run at the optimum then unless it's ridculously less don't loose sleep over it. As Michael says there are a number of times a slow speed is useful, countersinking and using hand reamers in the mill are another two points to add If you want another example then lets take a 100mm dia slitting saw instead of a 6mm cutter 25 / (0.1 x 3.142) = 79rpm That is why you want slow speeds too. many an unsuspecting beginner has ruined their first slitting saw by running way too fast!
Edited By JasonB on 30/03/2021 18:39:28 |
| John Smith 47 | 31/03/2021 15:44:12 |
| 393 forum posts 12 photos | Dave Halford - My thoughts: 2. That said... +Ves: -Ves: 3m/min ==> 159 rpm But "with coolant" it's "6–7 m/min" ==> c 345 RPM
Polyethylene cutting speed: Conclusion:
1. BRANDS
Running the numbers, cutting mild steel 1mm at 25m/min ==> 8,000 rpm
|
| John Haine | 31/03/2021 16:44:56 |
| 5563 forum posts 322 photos | Have you looked at the Taig machines, sold by Peatol in the UK? I've seen a CNC conversion in action at a couple of exhibitions and it looks pretty good to me. |


 ["5400 (5410)"] looks like a nice, rather elegant piece of kit. Sensible weight at: 18Kg. The table seems rather narrow at just 70mm deep (but maybe there is a good reason for that??)
["5400 (5410)"] looks like a nice, rather elegant piece of kit. Sensible weight at: 18Kg. The table seems rather narrow at just 70mm deep (but maybe there is a good reason for that??) 
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Buying advice sought re Milling Machines: e.g. Proxxon: FF230 vs. BFW40/E vs. MF70