Forum sponsored by:

Stuart 10 V casting

| David Canham | 27/07/2019 20:49:57 |
 50 forum posts 15 photos | Hi people, I have just started my 10 V and not having machined cast iron before i would like to know what the different colours that have shown through after turning are. It didn't feel as though i had hit any hard spots. Cheers, David. |
| Mick B1 | 27/07/2019 21:41:07 |
| 2444 forum posts 139 photos | It *looks to me* as if you've not quite got through the hard skin on the left. Small iron castings tend to chill in spots where there's less bulk to hold the heat, and the iron is locally much harder at those points. Where it resists the tool you can get a glossed, rippled finish. Perfect cast iron has a bit of an open 'micro-Aero' texture with tiny graphite-lined surface porosities. In some deeper places you can get concentrations of graphite, and I'm thinking that may have happened to the lower lug shown in your second pic. But really you need to waggle it about to get different lighting angles to get proper view of the surface. Looking at the base of my 10V - made more than 20 years back - I don't think I machined it at all, but probably emeried it flat with wet-and-dry and WD40 on my bench drill stage. The flat faces of the bed and the standard, as well as the cylinder of course, are more critical, and you should find you've got enough material there to clear the chilled skin completely. Edited By Mick B1 on 27/07/2019 21:42:40 |
| JasonB | 28/07/2019 07:03:34 |
 25215 forum posts 3105 photos 1 articles | I would say the most chilled area is the "half moon" on the outer edge of one of the lugs, all the remainder is slightly chilled or you are not through the skin and the only soft bit is the matt grey circular area on the other lug which may well be where the feed riser was which helped slow the cooling rate and prevent chilling. Generally the harder it is the more it will shine when cut, the softer it is the more matt the finish will be. This part is a good example where the thin edge would have cooled a lot faster than the rest and resulted in something that could only just be turned with carbide yet the rest was easy to work.
Edited By JasonB on 28/07/2019 07:33:23 |
| David Canham | 28/07/2019 09:08:02 |
50 forum posts 15 photos | Thanks Mick and Jason. I remember before i cleaned the base up prior to putting it in the lathe that there were two lugs in the same position as the more grey area at one end, that must be where it was poured from. I had taken off 1 mm from that face so the hard spots can be quite deep on thin castings. All good stuff to know. Thanks guys, David. |
| mechman48 | 29/07/2019 12:17:06 |
 2947 forum posts 468 photos | I had similar casting 'chilled' areas when building my S10V. The main area on mine was the standard top flange, took some getting through to finish off, as shown the chilled area on the OD was quite considerable...
George.
|
| Del Greco | 30/07/2019 10:23:25 |
| 37 forum posts 13 photos | Thinking about it, I had very similar on mine also. (Stuart 10V Kit from castings) I actually didn't go all the way through to it was uniform, I just polished each of the surfaces. I didn't realise it was a difference in the metal structure. Engine runs ok however, so Del |
| David Canham | 30/07/2019 18:07:40 |
50 forum posts 15 photos | I thought it was just the outer skin that may be a problem and once through all would be ok. I must depend on a lot more variables. Cooling rate, quality of material, thickness of material... David. |
| Ron Olmstead | 03/08/2019 06:27:31 |
| 4 forum posts | My D10 project is the same way. Lots of chrome in the castings. |

 Even easier to see when it's spinning on the lathe
Even easier to see when it's spinning on the lathe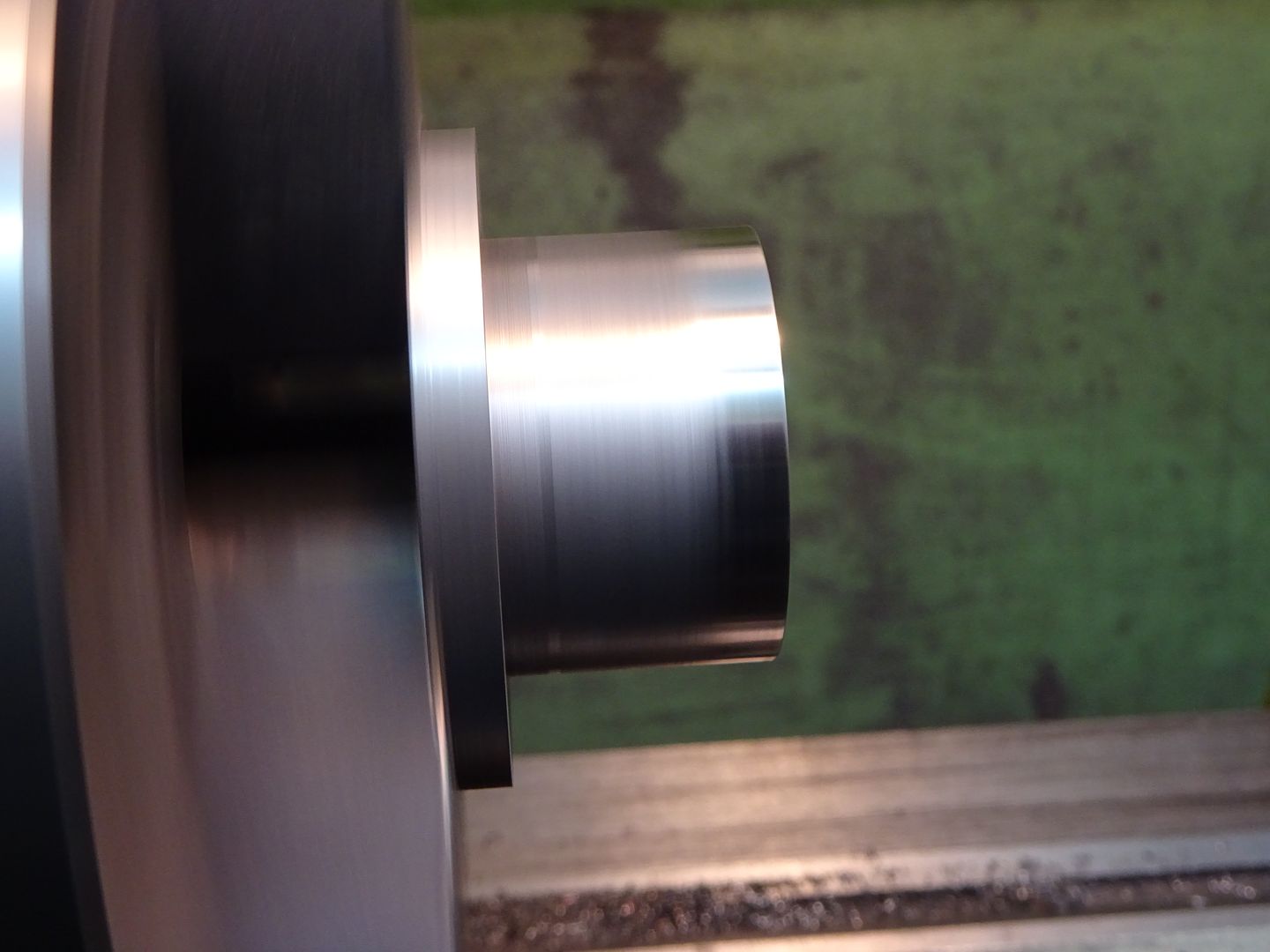
.jpg")

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Stuart 10 V casting