Forum sponsored by:

2 inch face mill problems
2 inch face mill problems
| Richard Cox | 06/05/2018 17:43:04 |
| 60 forum posts 19 photos |
hi I have an x3 mill recently bought a bangood indexable 50mm face mill, when machining a tool holder down so it would fit in my lathe tool holder the surface finish was Terrible when putting a straight edge over the cut edge it would rock how is this even possible if the cutter was engaged in a full cut the z axis was locked so head couldn’t move, also I have noticed when machining the head cuts twice eg tramming from right to left when the cutter that is not in the work passes over the cut edge it starts cutting again slightly, Rich
|
| richardandtracy | 06/05/2018 17:50:15 |
 943 forum posts 10 photos | What is the toolholder design? Is it one with a common insert holder and an interchangeable taper? If yes, investigate the tightness and fit of the joint between the two bits. Regards Richard.
|
| Richard Cox | 06/05/2018 18:14:06 |
| 60 forum posts 19 photos |
Hi Rich it’s this one but r8 drive |
| JasonB | 06/05/2018 18:37:13 |
 25215 forum posts 3105 photos 1 articles | I bought one too and had the same poor result. You can see by the worklight how much vibration is caused. I think it is only cutting on one tooth and the whole cutter is riding up on the work.
|
| FMES | 06/05/2018 19:04:59 |
| 608 forum posts 2 photos | Looks like its rubbing rather than cutting, what are the inserts like? |
| not done it yet | 06/05/2018 19:05:52 |
| 7517 forum posts 20 photos | Is this the same one that was recently reviewed, on u-toob, for banggood? |
| Richard Cox | 06/05/2018 19:08:45 |
| 60 forum posts 19 photos | Yes same as John doubleboost I bought one off the back off that |
| HOWARDT | 06/05/2018 19:35:01 |
| 1081 forum posts 39 photos | From what I have watched on the tube they change to better inserts, the ones provided are not as sharp as they could be. |
| Muzzer | 06/05/2018 20:27:22 |
 2904 forum posts 448 photos | Posted by Richard Cox on 06/05/2018 17:43:04:
......also I have noticed when machining the head cuts twice eg tramming from right to left when the cutter that is not in the work passes over the cut edge it starts cutting again slightly, Rich That's what you'd hope to see. If the "back" of the cutter didn't make any kind of contact, it would suggest your head isn't trammed correctly and you will end up with a slightly concave surface. It's not possible to conclude anything solid from the comments and video. Opinions perhaps but you'd need to do some more objective / methodical tests to narrow down what's happening. So for instance, to see if all the inserts are cutting, you'd need to examine them and possibly mark them to see if there is any contact. And measure the runout, particularly the axial runout etc with a decent indicator. I think that's one thing John Doubleboost missed out on. The speeds and feeds are important for these indexable tools. It's not clear if there were any calculations done or if the handles were just being turned. Even without CNC, it's got to be a good idea to set your power feed to the right speed range recommended by the insert manufacturers. Murray For reference, for mild steel I would be using 1000rpm and 0.1mm / tooth ie about 500mm / min for a 5 insert cutter. Good idea to use coolant or WD40 even. Edited By Muzzer on 06/05/2018 20:32:38 |
| JasonB | 06/05/2018 20:56:14 |
25215 forum posts 3105 photos 1 articles | Inserts are APMT 1604, both teh supplied four and some from another box give similar results though I will get some better ones when I next order from APT.
First 3 cuts in the video were at 500rpm then after I struggle to change gear with one hand the last cut is 1000rpm, power feed approx 150mm per min on a 4 tip cutter anymore just vibrated too much. The unmachined part of teh cast iron was done with a 40mm 3 insert cutter using TPAN inserts set vertically so zero rake which works a lot better. |
| richardandtracy | 06/05/2018 21:42:58 |
943 forum posts 10 photos | I have a similar cutter bought from cskwin2015 on e-bay, and was using it this afternoon without problems. I do not have power feed available, and was using it at 1600 rpm, and approx 50 mm/min, maybe a little faster, one turn of the feed handle every 2-3 secs and 2.5mm per turn. Why such high rpm? Well I had the belts set up for a 6mm cutter and figured the tips could be worked very hard on a CNC machine, so could stand high heats, which meant fast speed if the feeds were low. And I was too lazy to change the belts. The chips came off blue. I think Jason has it right in suggesting you check for concentricity in the machine. Also, put it cutters down on a flat surface and see if it rocks between 2 cutting tips, that would be a good indicator if one insert was too low and doing all the cutting. Check if the insert is over size, change if it is, but if not, consider complaining to banggood or remedial work with a Dremmel on the tool holder. Shouldn't be needed, but could save the day. Regards Richard.
|
| mechman48 | 06/05/2018 22:43:18 |
 2947 forum posts 468 photos | Surely TC inserts are designed to be made to work hard... if you're feeding by hand, up your feed rate so the teeth cut rather than rub, same for aluminium, if you don't have a decent feed rate the cutters ( inc. HSS ) will rub & have aloominum soften & stick to the cutter... plus WD40...just my two penn'orth |
| Andrew Johnston | 06/05/2018 23:12:49 |
 7061 forum posts 719 photos | Posted by mechman48 on 06/05/2018 22:43:18:
Surely TC inserts are designed to be made to work hard... if you're feeding by hand, up your feed rate so the teeth cut rather than rub............... Darn right, and true for any cutter, especially with conventional milling. If the feedrate is too low the teeth rub before cutting which wears the cutting edges in short order. Andrew |
| JasonB | 07/05/2018 07:08:35 |
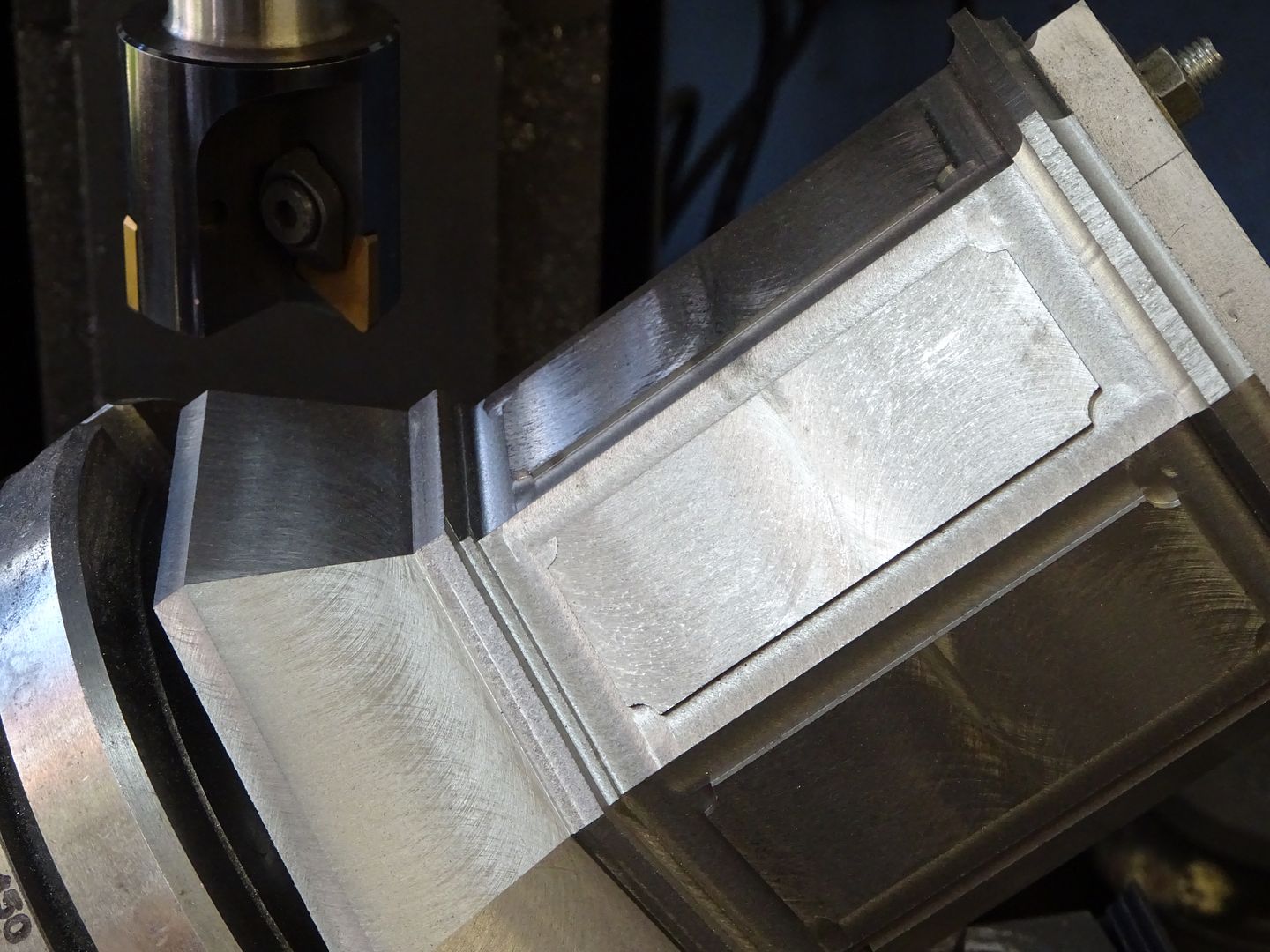
25215 forum posts 3105 photos 1 articles | I'll give it another go with a higher feed rate but as my other cutters produve a good finish at about 150mm/min and the machine complains above that I have a feeling it is more down to the rigidity of the machine not being able to push the relatively blunt edge of these tips through the work hence the tool riding up over the work. This is the sort of finish I can get with the 40mm 3 tip tool which is far better than the Bangood gives as similar feeds
|
| richardandtracy | 07/05/2018 07:27:54 |
943 forum posts 10 photos | Jason, Can I ask where you get tips for the cutter in the last photo? I have a 32mm end mill with similar tips but one fell out after the screw loosened a bit under the initial vibration on starting a cut and is now lurking somewhere in the workshop. I have been unable to source a replacement - possibly because I have no idea of their acronym - how could one find a CCMT06 without putting the name in? But.. Surely those tips are horrendously blunt compared to the AMPD1604's where the edge is shaped and thinned to present a chisel edge rather than a scraper. Regards Richard
|
| JasonB | 07/05/2018 07:35:34 |
25215 forum posts 3105 photos 1 articles | I get them from where I got the holder - Chronos/Glanze It is more where the edge meets the face that looks quite blunt on the APMT inserts compared to the TPAN triangles not the actual angle of the cutting edge. Will see if I can get a close up of the two by way of comparison. Edited By JasonB on 07/05/2018 07:52:09 |
| JasonB | 07/05/2018 07:51:19 |
25215 forum posts 3105 photos 1 articles | Could not get a good shot of the edges but these are the triangular inserts
|
| richardandtracy | 07/05/2018 07:55:47 |
943 forum posts 10 photos | Ah-ha. The web Chronos website has spawned a Glanze site since I bought the holder, knowing TPAN as an acronym means I can now find the inserts. Thanks Jason. Maybe that's the difference, the inserts I got from cskwin2015 do actually feel quite sharp on their edges. Not quite as sharp as the little ccmt06 lathe tool inserts, but not far off. Regards Richard.
|
| MW | 07/05/2018 08:24:08 |
 2052 forum posts 56 photos | I think the edges are too blunt for our machines, they're designed to be ploughed into with a Bridgeport, which would have the rigidity to do that. The type of cuts you need to take with a hobby machine dictate that you can't go too fast into the work piece or take a cut too deep, it's just the nature of the machine for most of us. A sharp pointed tool like jasons example show how you could get a far superior finish and real cutting action at low feed rates and cut depths. Anyone wanna try sharpening the originals and seeing the results? Michael W |
| not done it yet | 07/05/2018 08:56:40 |
| 7517 forum posts 20 photos | I don’t feel that it is the depth difference between tips - more likely one tooth is cutting on a larger diameter - the one check that doubleboost either forgot about doing, or conveniently ignored. The tool I bought, which was no good had a supposed morse taper that was of the wrong angle and only gripped at the drawbar end, so chattered in the morse socket. Total carp. |


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > 2 inch face mill problems