Forum sponsored by:

SC3 gib strips
| Martin Shaw 1 | 29/07/2017 22:24:03 |
| 185 forum posts 59 photos | I recently purchased an SC3 from Arc which I've had a few problems with. To be wholly fair to Arc they have been most helpful and accommodating in overcoming the issues and I have absolutely no complaint about them. Despite following their recent advice I'm still having difficulty with the cross slide gib strip, and I'm lost as to where I go now. If the cross slide is sitting with it's left hand dovetail hard against the saddle dovetail, and the brass gib strip is also hard against the saddle gib strip, how much clearance would you expect between the gib strip and the cross slide dovetail? On mine it's about 1.0mm, maybe a tad more, this maybe right but I'm struggling to get the whole assembly tight enough to make the tool rigid whilst retaining sensible movement of the cross slide fed screw. Any thoughts? Regards martin |
| Nick_G | 29/07/2017 22:29:03 |
 1808 forum posts 744 photos | Posted by Martin Shaw 1 on 29/07/2017 22:24:03:
On mine it's about 1.0mm, maybe a tad more, this maybe right but I'm struggling to get the whole assembly tight enough to make the tool rigid whilst retaining sensible movement of the cross slide fed screw. Any thoughts? Regards martin . Hi Martin, Can you please take a photo and post it of the area that has this 1mm ish gap. Nick |
| Martin Shaw 1 | 29/07/2017 22:44:52 |
| 185 forum posts 59 photos | Nick When I can work out how to do that I will. Martin |
| Martin Shaw 1 | 29/07/2017 22:48:25 |
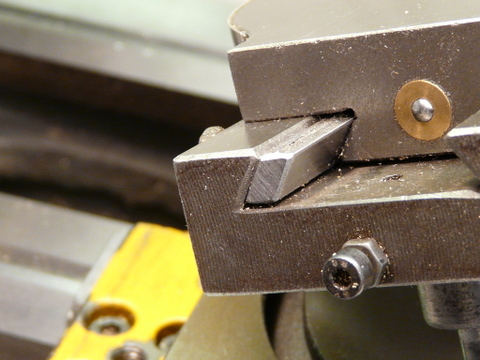
| 185 forum posts 59 photos | Here we go
|
| Lathejack | 29/07/2017 23:35:20 |
| 339 forum posts 337 photos | The gap down the side of the gib strip bearing against the gib adjusting screws shouldn't cause any problems, as long as the bearing surface of the gib strip fits snuggly against the cross slide dovetail. But on your first photo, gib bottom left hand corner, the bottom edge of the gib strip appears to be fouling the root of the crosslide dovetail. The relief groove in the bottom of your crosslide dovetail seems a bit shallow, this together with the sharp bottom edge of the gib strip maybe preventing the gib from seating correctly on the bearing surface of the dovetail. If you remove the sharp edge from along the gib and leave a slight flat there to give some clearence between it and the root of the dovetail it might improve things. Edited By Lathejack on 29/07/2017 23:36:05 Edited By Lathejack on 29/07/2017 23:38:48 |
| Neil Wyatt | 30/07/2017 08:11:05 |
 19226 forum posts 749 photos 86 articles | In short, the size of the gap doesn't matter within reason, but about 1mm (or a bit more) would be normal on any lathe. It's how well you adjust the gibs that matters. I find doing up each screw until the slide virtually locks, then backing off a little works for me, but it is matter of developing a 'feel' for what is right. Don't forget to lubricate the slide, if you haven't, loosen it, wind it right out to one end and then the other. Get plenty of machine oil of the moving surfaces (confession I use my neat cutting oil to lube the slides and in 18 years I haven't had significant wear). <edit> difficulty in adjusting often means that ONE of the screws is too tight, not enough to lock the slide when the others are loose, but too much when the others are nipped up. Also, use an allen key to stop the screws rotating when you tighten the lock nuts. Always tighten the lock nuts before deciding whether a screw is properly adjusted. Take time and all will be OK. Neil Edited By Neil Wyatt on 30/07/2017 08:14:55 |
| Michael Horner | 30/07/2017 08:37:08 |
| 229 forum posts 63 photos |
Hi Martin I fitted the ARC after market gib strips to my 20 year Chester mini lathe. They improved the feel of the cross slide but I was still getting problems which I put down to the gib strips rotating (original ones did to). I do hammer my lathe. To try an improve things I shimmed up the gib strip to try and prevent this and to a point it has worked. If I get a dig in I can still see the tool post move. I just used some shim strip I had around. My thoughts on this are because the adjustment screws now touch lower on the gib stip it is harder for it to try and rotate. HTH Michael. |
| HOWARDT | 30/07/2017 09:07:35 |
| 1081 forum posts 39 photos | I have the same problem and it is on my todo list. Under cutting were the tool point is further from the cross slide, such as a boring bar, the slide seems to rotate bringing the tool tip down. I have stripped the slide and added locking screws to the gib but like you feel there is too much clearance between the gib and slide this relying on the adjusting screws to prevent the slide from lifting. Some months ago I changed the keep strips to taper gibs under the main slide. These stiffened that up, I found the keep strips were bent when I removed them. I still have further improvements to make in that area but needed to use the lathe to prove that the change was worthwhile. Perhaps today I will look further. Will keep you informed of my changes. |
| SillyOldDuffer | 30/07/2017 10:09:46 |
| 10668 forum posts 2415 photos | My mini-lathe gib strips had three small pits on one face. They engage with the tips of the gib screws to stop the gib sliding and rotating. Is it possible your slide has been re-assembled without the screws locating into these holes correctly? Don't ask how I know about getting this wrong. Blush. It took me a while to get a feel for gib adjustment. There's a fine line between too tight and too loose, and of course, all the gib screws have to be adjusted to keep the gib straight in the dovetail with equal pressure along the slide. If you've had the lathe apart and not spotted anything wrong with the internals (bent, burred, gib size wrong etc), it's probably an assembly/adjustment issue. Dave
|
| HOWARDT | 30/07/2017 10:57:36 |
| 1081 forum posts 39 photos | I managed to get the gib on the head slide on my SX2 the wrong way round and it slid down every time I unlocked it. |
| Martin Shaw 1 | 30/07/2017 15:27:42 |
| 185 forum posts 59 photos | Gents Thanks for all the thoughts, it seems I'm not the only one who has this problem. Interestingly the 35 year old Cowells ME90 I also have works as sweetly and as solidly as you might wish. I appreciate it's unfair to draw the comparison, but never the less I have. Lathejack's suggestion about the lack of clearance in the root of the dovetail is an interesting one and fairly easily checked and altered. I found that I was also having a problem with the gib rotating and at Arc's suggestion repositioned the holes for the adjustment screws closer to the edge. Apparently they did this in the days when they prepared machines, and despite entreaties to Sieg, the Chinese didn't want to change their manufacturing process. It certainly improved things, but obviously not enough. Neil I can probably take the saddle assembly and compound slide apart with my eyes shut, it's been on and off that often, and I have your book on the subject, which by the way I found invaluable before committing serious money, but this is I think more than just a 'feel', or lubrication, there is something not right, or am I expecting too much for the cost of the machine. Regards Martin |
| Neil Wyatt | 30/07/2017 17:41:56 |
19226 forum posts 749 photos 86 articles | When I made my own brass gib for a t-slotted cross slide, I had rotation problems, until I made the locating 'holes/dimples' deeper (I actually machined out u-shaped recesses). This totally solved my problem. I can say I haven't had this issue with the original fit steel gib on the supplied cross slide. Your lathe has the brass gibs fitted and should be smooth as the Cowells - at least pretty much so. Looking closely at your picture, the gib may be rotating, perhaps you need to deepen your dimples as well? Neil |
| Martin Shaw 1 | 30/07/2017 18:18:41 |
| 185 forum posts 59 photos | Neil Since my last post I have taken the top slide off, and holding the gib into the dovetail I can rotate it on its corner in the root of the dovetail, and not just a bawhair either. Unless I totally misunderstand the relationship between the gib and the dovetail it should be nearly a close fit on both sides, should it not? The gib screws have been changed to cone point and into brass form a pocket, whether this is deep enough I don't know. Tomorrow I'll strip the cross slide and see if that's the same. Regards Martin |
| Neil Wyatt | 30/07/2017 18:39:59 |
19226 forum posts 749 photos 86 articles | Posted by Martin Shaw 1 on 30/07/2017 18:18:41:
Neil Since my last post I have taken the top slide off, and holding the gib into the dovetail I can rotate it on its corner in the root of the dovetail, and not just a bawhair either. Unless I totally misunderstand the relationship between the gib and the dovetail it should be nearly a close fit on both sides, should it not? The gib screws have been changed to cone point and into brass form a pocket, whether this is deep enough I don't know. Tomorrow I'll strip the cross slide and see if that's the same. Regards Martin It sounds like you have swapped out the original gibs for the brass ones which come with cone point screws? If so, compare the new and old gibs. If you think about it, once the screws are pressing on the gib, the outside of the gib won't be touching the metal of the slide, so the size of the gap is effectively immaterial, as even a tiny amount of rotation is enough to upset adjustment. The gap on my original cross slide is about 1mm, but the TOP of the gib contacts the underside of the slide, which stops it rotating. The gap on my home made slide with a brass gib is about 1.5mm. The gib does not touch the underside of the slide, and this may be why I had to deepen the pockets so they go past half the depth of the gib. I have a theory about ideal depth, but the key point was that once I went past a certain point the gib worked 100%. If you don't want to drill the dimples any deeper, you could try fitting a shim along the top of the gib. |
| SillyOldDuffer | 30/07/2017 19:05:22 |
| 10668 forum posts 2415 photos | Posted by Martin Shaw 1 on 30/07/2017 18:18:41:
... The gib screws have been changed to cone point and into brass form a pocket, whether this is deep enough I don't know. ... Martin Apologies if I'm misreading your sentence Martin, but do you mean that the gib didn't have pre-drilled pockets, and that the cone points made their own by being tightened up? That could cause the problem. Without existing holes, the gib may have been tilted out of position as the screws bit into it, also leaving the dimples so formed misaligned. The gib screws are meant to push the gib flat against the side of the dovetail, not free to twist it or push it into the notch. If that is the problem then drilling the holes deeper and straighter should fix it. Fingers crossed it's that easy! Dave |
| Martin Shaw 1 | 30/07/2017 19:06:01 |
| 185 forum posts 59 photos | Neil I think we might be slightly at cross purposes. Looking from the front the two adjacent surfaces of the gib strip, left and bottom, should be in close contact with the inside of the dovetail and the top surface of the saddle. The right hand side obviously will be at a distance form the cross slide by virtue of the adjustment screws and the top doesn't want to contact the underside of the slide so it doesn't try to lift it. It is therefore I feel axiomatic that the fit of the gib strip into the dovetail is as close as needed without binding and cannot possibly be achieved if the corner of the strip bottoms out. This does assume that the angle of both the gib strip and dovetail are the same, are they? You have pointed out other things I can look at as well so thank you for that. Regards Martin |
| Douglas Johnston | 30/07/2017 20:12:17 |
 814 forum posts 36 photos | I had a problem with the gib strip on my Speed 10 lathe where the strip tended to move vertically under adjustment, despite the screws fitting into a dimple on the strip. I then found a source (can't remember where I saw it now ) which explained how to avoid this problem.
|
| Neil Wyatt | 30/07/2017 20:52:42 |
19226 forum posts 749 photos 86 articles | The screws should hold the gib strip in its vertical position, it doesn't need to be right into the corner, although that shouldn't do any harm if the corner of the strip is rounded/bevelled off so it doesn't bind. Not many images of real end-on gib strips on the web! Those I found seem to be held by their screws and not forced into the corner. This example (on an Emco by the look of it), doesn't touch at top or bottom.
Looks like this one has had turcite strips fitted, but the gib (which might be a taper type) doesn't contact them.
But this one does!
I found THIS where someone cured this problem by putting better points on their screws. There are two photos and you can see that in the 'after' one the gib is not contacting at top or bottom. If I recall correctly, George Thomas fitted pins to the gibs on his Myford S7 and reported a significant improvement. Interestingly, it seems some other mini-lathe owners have had the issue and solved it with deeper holes for the screws. Also, its clear that there are lots of different detail arrangements for the machining of the dovetails, although not everyone means the same machine when they say 'mini lathe'. Neil Edited By Neil Wyatt on 30/07/2017 20:53:04 |
| John Olsen | 30/07/2017 23:26:45 |
| 1294 forum posts 108 photos 1 articles | If you look at Martins original pictures, the gibb has definitely got an angular gap between itself and the dovetail, so I think Lathejacks suggestion is right, the tip is fouling in the corner. Reading some of the rest of the posts, it is not desirable for the gibb strip to bear against the surface below. The downwards pressure from the contact between the dovetail and the gibb should be transferred out to the actual slide through the screws. If the gibb is bearing against the surface below, then the slide may not be. The George Thomas modification was intended to prevent this happening. I think that gibb strip would work better if it was thinner, which could be effected by deepening the dimples that the points of the screws work in so that their action is much closer to the other side of the gibb. But the first thing to do is to make sure the point on the left side is not fouling. Kohn
|
| Hopper | 31/07/2017 06:16:54 |
 7881 forum posts 397 photos | Posted by Martin Shaw 1 on 29/07/2017 22:48:25:
Here we go
That's the thickest gib strip I have ever seen. It appears to be wider than it is tall. No wonder some users referred to above have found the strips tend to rotate. Really bad geometry there. I think Neil's suggestion above about drilling the holes for the screws in the gib strip deeper might be the answer. I would drill them through to within about 3mm of breaking out the other side. It looks like the gib screws are long enough to accommodate this. This would put the pressure point in close to the bearing surface and cut the tendency to rotate. If you look at most lathes of reasonable to good quality, (eg Myford, Drummond, South Bend, Boxford etc etc etc) the gib strips are a flat profile, say 3/16" thick by 1/2" wide and so forth. They don't have these kinds of problems so you might be well to copy them. If you Google gib strip images for the above lathes you will see what I mean. The below sketch from an old thread on similar matters shows the more usual proportions of a traditional gib strip and how to set it up.
Edited By Hopper on 31/07/2017 06:22:25 |
![img_0376[1].jpg](/sites/7/images/member_albums/165865/756534.jpg "img_0376[1].jpg")
![img_0378[1].jpg](/sites/7/images/member_albums/165865/756535.jpg "img_0378[1].jpg")



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > SC3 gib strips