Forum sponsored by:

Cost effective way for manufacturing a small plastic part
| John Munroe | 29/03/2017 07:13:55 |
| 50 forum posts | Hi I'm trying to have about 2000 pieces of this nylon part made:
It's a small rectangular piece with 2 holes in it. Does anyone know of a cheap way for manufacturing? How about laser cutting? Thanks Edited By John Munroe on 29/03/2017 07:14:24 |
| JasonB | 29/03/2017 07:40:13 |
 25215 forum posts 3105 photos 1 articles | I would think that would cost more than manual machining.
Assuming you can get 1" squae bar, I would set a stop on a chop or crosscut saw saw and be able to cut them to length very quickly. Simple locating jig on a drill press (you don't state tollerance on hole) and drill one set of holes, change drill and do the others |
| not done it yet | 29/03/2017 09:00:01 |
| 7517 forum posts 20 photos | Apart from needing 40mm square bar, I agree with JB, assuming units shown are in centimetres. |
| Michael Gilligan | 29/03/2017 09:05:53 |
 23121 forum posts 1360 photos | Posted by not done it yet on 29/03/2017 09:00:01:
Apart from needing 40mm square bar, I agree with JB, assuming units shown are in centimetres. . Interesting assumption ... I was about to ask for confirmation of the units [having first thought them likely to be millimetres] I suppose it depends how you think of "small" MichaelG. |
| Chris Evans 6 | 29/03/2017 09:07:19 |
 2156 forum posts | That is not an easy task, is it a regular plain nylon or glass filled ? My concerns are not the cutting and drilling but trying to get the nylon to cut cleanly without leaving a burr. |
| John Munroe | 29/03/2017 09:08:42 |
| 50 forum posts | Posted by not done it yet on 29/03/2017 09:00:01:
Apart from needing 40mm square bar, I agree with JB, assuming units shown are in centimetres. No, the units are in millimetres. |
| JasonB | 29/03/2017 09:11:04 |
25215 forum posts 3105 photos 1 articles | Ah, now I have blown up the screen that 1 is actually 4, so I'd say its cm but as Michael says there is small and there is small so could be 4mm sq in which case a circular saw would tend to throw the parts about. |
| Michael Gilligan | 29/03/2017 09:27:40 |
23121 forum posts 1360 photos | Posted by John Munroe on 29/03/2017 09:08:42:
... the units are in millimetres. . Thanks for that important clarification, John Next question [which Jason has already mentioned] must be ... 'what are the tolerances?' I think you might have difficulty with a 1.80mm dia. hole in Nylon. MichaelG. |
| Bob n About | 29/03/2017 09:41:49 |
| 60 forum posts 1 photos | You don't give a tolerance for the part. Assuming you can't find an existing nylon extrusion, I would route the section from 6mm bar. Each part can be guillotined with a Stanley blade, I would drill the blocks in a jig possibly using a 2mm carbide end mill than a drill. You are probably looking at 21m (x7 3m lengths). If you are likely to make more of these, look into extruding your own section and punch the holes out whilst the nylon is still warm and in the die. Kind of like a giant 3D print head, you're almost at the point of injection moulding. |
| Tony Pratt 1 | 29/03/2017 09:58:24 |
| 2319 forum posts 13 photos | Obviously 4mm square stock is the ideal material if you can get it, maybe jig drill the holes then cut off to finished length or cut off to length & drill the holes? Deburring will be tiresome. Tony |
| John Munroe | 29/03/2017 10:10:22 |
| 50 forum posts | I'm hoping to achieve a tolerance of 0.05mm. Is it too tight? |
| richardandtracy | 29/03/2017 10:18:21 |
 943 forum posts 10 photos | 2nd hand hand injection moulder & home made tooling, and sell the moulder afterwards? There is a Gingery book on it to give an idea, but the biggest problem is buying the material to be injected. Well nigh impossible on a small scale. Hmm seem to be arguing against my own idea. What value can you extract from each, and is there a possibility of future manufacture? May be more cost effective to pass on the job or let someone else have the agro. As for the tolerance you are specifying, that's tight enough for a plastic to need to specify the temperature and material water content at which it's to be measured. Some types of Nylon can shrink by 10% when going from saturated to dry. Regards, Richard Edited By richardandtracy on 29/03/2017 10:22:38 |
| Bob n About | 29/03/2017 10:28:33 |
| 60 forum posts 1 photos | You can buy Nylon on a roll suitable for 3D printing, feed it through a bean slicer to make pellets for injection moulding. |
| HOWARDT | 29/03/2017 10:31:16 |
| 1081 forum posts 39 photos | it is probable best to speak to an injection moulding company. They may have ways to prototype parts at lower cost than normal volume parts. It all depends on what you can afford to spend in money or time. If time is not important but money is then cut from sheet and use a jig to drill both holes from one end datum not the middle as drawn. Forget the length tolerance unless it needs to fit into something. |
| Bob n About | 29/03/2017 10:37:05 |
| 60 forum posts 1 photos | Any reason it has to be Nylon and not a castable resin. Spin casting in resin with steel pins you push out after would make small batches at a time. |
| Martin Connelly | 29/03/2017 10:55:55 |
 2549 forum posts 235 photos | You can get 4mm square nylon strimmer cord. It comes on a reel but a bit of warmth should allow it to be straightened out before use. Due to the problems of drilling plastics with accurate sized holes what are the material requirements you need to meet, something else may be a better option. Martin C. |
| Michael Gilligan | 29/03/2017 11:06:48 |
23121 forum posts 1360 photos | Posted by John Munroe on 29/03/2017 10:10:22:
I'm hoping to achieve a tolerance of 0.05mm. Is it too tight? . First point is that Nylon is hygroscopic, and the holes will probably tighten-up. Second is that, as others have now mentioned; Injection Moulding [done properly] would be the preferred method. In the early 1970s I worked for Kodak, in Stevenage, and it was truly amazing what they could achieve with injection moulding ... BUT ... they used very big, very expensive, machines and the set-up time was often a couple of days. To achieve the required quality; temperature and pressure need to be right [and very stable!]. An injection mould with two holes at right angles could prove expensive, but I think you might explore the possibility of moulding a precision part with one hole, and then drilling the second hole as a 'second operation'. I've been away from that business for about 40 years, so can't advise regarding current Suppliers' capability. MichaelG. |
| Brian G | 29/03/2017 11:13:28 |
| 912 forum posts 40 photos | Have you tried the estimators on www.custompartnet.com **LINK** ? Brian Edited By Brian G on 29/03/2017 11:14:32 |
| Bob n About | 29/03/2017 11:47:26 |
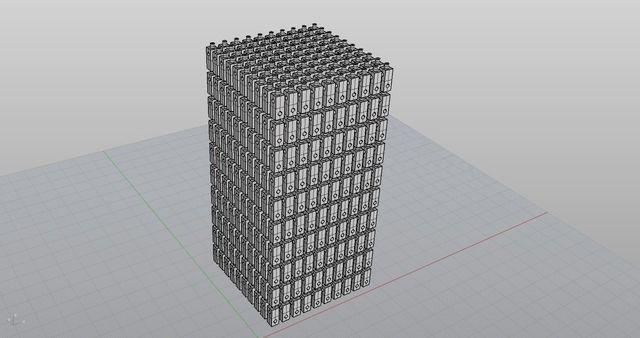
| 60 forum posts 1 photos |
There above is a 10 x 10 x 10 array with 2mm spacing and a 2mm joiner in Z for SLA printing. The whole thing is 60mm x 60mm x 120mm tall. Two of these prints would give you your 2000 parts. In the long run this is probably the quickest and cheapest method. |
| Bob n About | 29/03/2017 11:51:45 |
| 60 forum posts 1 photos | P.S it you buy me an SLA printer I will do them for FREE Holes should be treated as approximate size. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Cost effective way for manufacturing a small plastic part