Forum sponsored by:

Metric screw cutting dial.
| John Stevenson | 21/02/2017 22:02:00 |
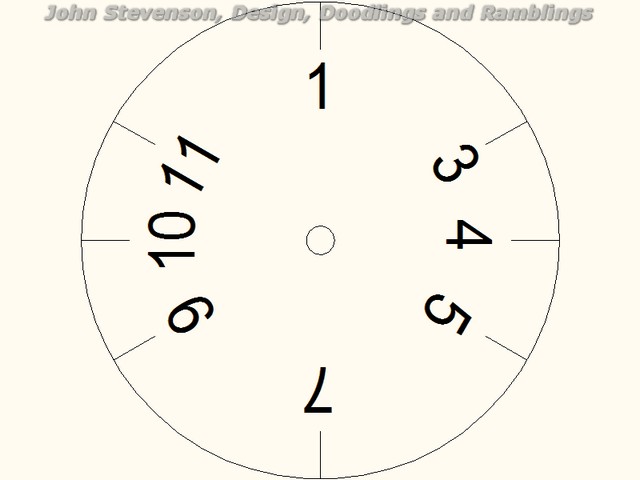
 5068 forum posts 3 photos | OK time to fess up, I was cleaning up [ yes I know, not for the faint of heart ] and wiped over the top of the screw cutting dial on my Chinese lathe, this one:-
Didn't come from these people, I had it built by Sieg Industrial with the 52mm bore spindle and this is the best link I can find, all the other 6230 and 6236's have 38mm bore spindle.
The result was all the numbers just wiped off, I reckon they must have used a crayon ?
Nothing in the book about it, in fact the book is more a spare parts list and a web search finds no metric machines with a book. All the American ones from Grizzly etc are imperial.
Fortunately the chart still exists on the head stock.
Typically for a metric lathe it has three gears fitted 27, 28 and 30 which are all there. According to the chart there should be 11 divisions which won't be equally spaced although No 2 isn't listed and 1mm pitch, 2.0 and 4.0 can be engaged anywhere as it has a 4mm pitch lead screw, [ checked and is correct ]
So why does the 8mm pitch require the 28T gear and select on 1 or 7.
Now the challenge is for all our armchair warriors who like a challenge is can this be reversed engineered by selecting a range and moving so far in that range to get the intermediate points ?
|
| Rick Kirkland 1 | 21/02/2017 22:23:33 |
 175 forum posts | I'd like to help but I don't understand Chinese writing |
| pgk pgk | 21/02/2017 22:33:07 |
| 2661 forum posts 294 photos | My chester crusader is similar looking albeit the threading chart is different and on that there is a variety of gears for the underside of the thread dial indicator. To confuse me there is no evidence of any indexing when changing that gear and i haven't fried my brain trying to figure out why not. In use I pick one of the numbers suggested and mark it and stick with it. On any complex part I'd run a test thread on some scrap to make sure it didn't try to cut a multistart first. |
| JasonB | 22/02/2017 07:37:14 |
 25215 forum posts 3105 photos 1 articles | I'd like to offer help but don't want to be classed as an armchair worrior so will have to pass this time |
| John Hinkley | 22/02/2017 08:12:00 |
 1545 forum posts 484 photos | If I understand the headstock chart correctly, the numbers listed against the "scale" section give alternative start positions to engage the half-nuts, right? If that is the case, the number "1" is common to all the combinations, so why not mark an arbitrary position on the wheel and call it "1" and just use that for all. Or maybe I've misunderstood? It wouldn't be the first time! John |
| Michael Gilligan | 22/02/2017 08:35:57 |
 23121 forum posts 1360 photos | Posted by John Stevenson on 21/02/2017 22:02:00: ... wiped over the top of the screw cutting dial on my Chinese lathe The result was all the numbers just wiped off, I reckon they must have used a crayon ? ... Fortunately the chart still exists on the head stock. According to the chart there should be 11 divisions which won't be equally spaced although No 2 isn't listed and 1mm pitch, 2.0 and 4.0 can be engaged anywhere as it has a 4mm pitch lead screw, [ checked and is correct ] So why does the 8mm pitch require the 28T gear and select on 1 or 7. . John, I'm struggling with your assertion that the late-lamented 11 divisions "won't be equally spaced" ^^^, but, aside from that; I think the 'Indicator Table' is probably just another example of them specifying Quality Control By the Customer. MichaelG. |
| Brian G | 22/02/2017 09:17:58 |
| 912 forum posts 40 photos | Posted by John Stevenson on 21/02/2017 22:02:00:
Typically for a metric lathe it has three gears fitted 27, 28 and 30 which are all there. According to the chart there should be 11 divisions which won't be equally spaced although No 2 isn't listed and 1mm pitch, 2.0 and 4.0 can be engaged anywhere as it has a 4mm pitch lead screw, [ checked and is correct ]
As far as I can see there should be 12 divisions, with the additional one being either 0 or 12 depending on your preference. That way the spacing between selected numbers will be constant, i.e. 1...5...9...1 with three spaces between and 1..4..7..10..1 with two spaces. For 8mm pitch you can use any two opposite divisions as the 4mm thread passes twice per revolution. On the chart it says 1.....7.....1 with 5 spaces between, but any opposite pair would work. Probably easiest to think of it as the numbers on a clock face, pick any point to be 12 o'clock and mark it up from there. There won't be an absolute right place to start, it's just about repeatability. Brian |
| Journeyman | 22/02/2017 09:24:14 |
 1257 forum posts 264 photos | This is for my WM 250 which has a 3mm pitch leadscrew, you can re-apply the workings for your lathe... The screw-cutting thread indicator dial meshes with the leadscrew via a 30 tooth gear. To get the indicator dial to rotate once the carriage has to move 90mm (number of teeth x leadscrew pitch). Only those metric pitches that divide exactly into 90 will be able to use the dial when screw-cutting. Thus pitches of:- John Sorry misunderstood, didn't read 1st post properly Edited By Journeyman on 22/02/2017 09:34:04 |
| Jon Gibbs | 22/02/2017 09:27:41 |
| 750 forum posts | John, I'll take the armchair challenge It looks as if 2, 6 & 8 aren't referred to at all. ...but it would seem reasonable to assume that the separations between 9 & 1 are the same as between 1 & 5 and 5 & 9. Likewise 1&3, 3&5, 5&7, 7&9, 9&11 and 11&1 and 1&4, 4&7, 7&10 and 10&1 wouldn't it? This makes me think that the only number missing is 12 and that otherwise there are 12 equal divisions. If instead of starting at 1 you number them from zero, the first row is 0, 4, 8 (& 12 i.e. 0) the second is 0, 3, 6, 9 (& 12 i.e. 0) and the last row is 0, 2, 4, 6, 8, 10 (& 12 i.e. 0) Edit: I think this is precisely what Brian said in effect. So +1 for that. I was still compiling my post. HTH Jon Edited By Jon Gibbs on 22/02/2017 09:32:31 |
| daveb | 22/02/2017 10:03:16 |
| 631 forum posts 14 photos | Hello John, I have a Warco 1327 Metric lathe, the TDI dial is marked 1 3 5 7 9 11. Should be the same for yours. I've never used the dial for screwcutting so no warranty offered. Dave. The dial also has half divisions. Divisions are equal. Edited By daveb on 22/02/2017 10:06:12 Edited By daveb on 22/02/2017 10:09:55 |
| John Stevenson | 22/02/2017 10:19:44 |
5068 forum posts 3 photos | Now sorted and I'll do a post later tonight but thanks for the help, especially by PM's which came thru earlier than the replies above.
The answer is 12 and as i say I'll reply tonight when I have more time. |
| John Stevenson | 22/02/2017 20:57:42 |
5068 forum posts 3 photos | OK, bit more time now and first off a big thank you to Mark Frampton who replied early on last night by Pm with some very clear and valid argument that it should be 12 equal divisions but some like 2 6, 8 and 12 don't need to show.
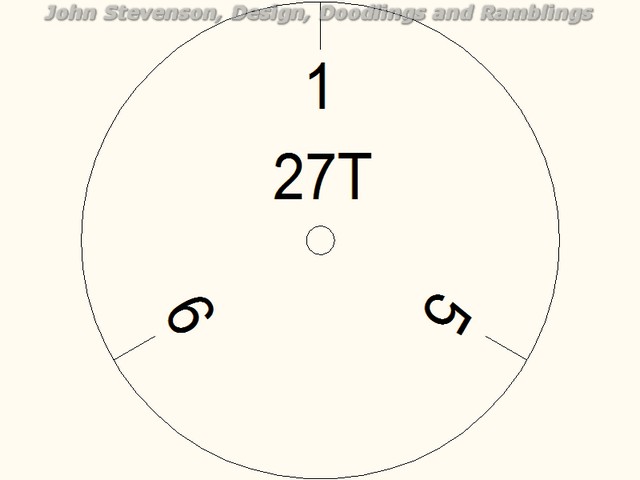
This was later confirmed today by the forum but in the meanwhile I had done the exercise in CAD. and got this.:-
I then went one step further as I used to have a Russian tool-room lathe that had the 3 metric gears but had a dial for each gear to cut down on clutter.
So this is the 27.
Now the 28.
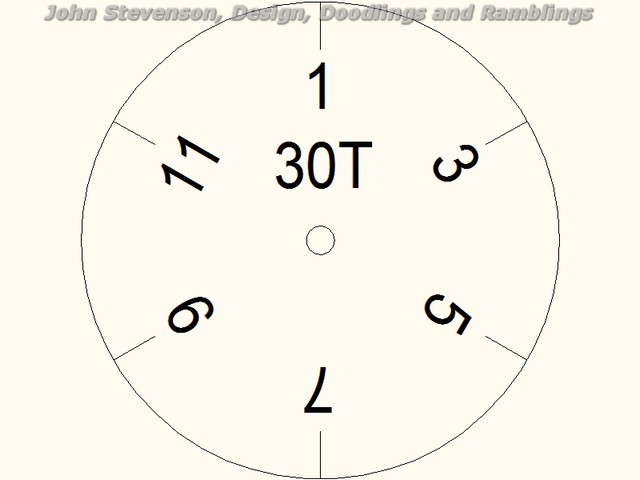
And lastly the 30.
All becomes rather obvious when it's laid out like that. And to further add to the sage this photo arrived from China after they sent someone out to photograph a new machine on the line.
So now sorted once I have laser cut and engraved 3 new dials.
Edited By John Stevenson on 22/02/2017 20:58:19 |
| Howard Lewis | 23/02/2017 21:27:36 |
| 7227 forum posts 21 photos | Wondered whether with your connections to Seig if you could get details from them Also, knowing you, not surprised that you found a solution, especially with the help and advice that is always found on the Forum Glad that you've got it sorted, and in a way that won't rub off! Howard |
| John Stevenson | 23/02/2017 23:20:22 |
5068 forum posts 3 photos | Howard, Wasn't sure about Sieg. Although this machine was bought off them it was made in the industrial arm of the company that they call the Blue and White range. Just where it was made I have no idea so I had to contact the hobby side of the company and hope that they would pass this through, which they did.
When I get round to it I will engrave three separate disks and modify the dial to take these. I have one of the generic Chinese CNC laser engravers and it's an awesome machine. With the increase of popularity of laser engravers into the engraving and trophy trade the suppliers to this trade are bringing out new stuff all the while.
One product is called reverse laminate where you burn the colour off the back in mirrored lettering to show the front colour. The result is you get a smooth front face that can't mark or rub off. So i tried spraying a piece of perspex with a silver rattle can and letting it dry, then burnt the silver away from the back and sprayed the whole job black.
Result is I got black letters on a silver background which looked very nice. Any combination of colours will work and then the penny dropped.
So nipped across the road to the body shop and asked for a blank front number plate, no letters or borders which they put together and rolled it on. Then came back and burn the silvering off the back, then rattled canned it black and now got a real smart reflective badge for the mill.
Very fitting for a Chinese clone |
| Hopper | 24/02/2017 00:10:29 |
 7881 forum posts 397 photos | Posted by John Stevenson on 22/02/2017 20:57:42 :... And to further add to the sage this photo arrived from China after they sent someone out to photograph a new machine on the line.
Awesome service by your man in Guangzhou. I hope you mentioned tohim the need to use an indelible felt pen when making this part in future. |
| larry Phelan | 08/03/2017 15:02:53 |
 544 forum posts 17 photos | Ah So,velly nice of man to go take picture of dial and send to you. Might be even better to do the job right in the first place by stamping them on. |
| larry Phelan | 08/03/2017 15:11:10 |
544 forum posts 17 photos | Just as an afterthought,although my lathe does have a threading dial,I never use it. I simply leave the leadscrew engaged all the time while screwing. On another point,looking into the control box on my lathe,everything is in Chinese,and I mean everything ! I hope I never have to go looking for a spare part. Should I start at my local takeaway?. Good enough machine though for the money. |
| larry Phelan | 08/03/2017 15:12:22 |
544 forum posts 17 photos | Afterthought I meant screwcutting !! |






Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Metric screw cutting dial.