Forum sponsored by:

Square Holes
| Paul Lousick | 19/03/2015 04:04:33 |
| 2276 forum posts 801 photos | I need to cut a number of 10mm square holes in 6mm MS plate (about 20) and the cost of a rotary broach is too expensive. Has anyone made their own square push broach ? Was also thinking of drilling a 10mm hole first then using a rotary broach tip held in a guide to punch the square holes with a press. Paul. |
| Steamer1915 | 19/03/2015 06:52:12 |
 171 forum posts 42 photos | Hello Paul, I don't know if this would suit your purposes, but it's a good method to know anyway...and it works!
Best regards, Steve.
|
| JasonB | 19/03/2015 07:27:40 |
 25215 forum posts 3105 photos 1 articles | If a rotary broachj is too expensive have you thought buying a push broach, still not cheap but may come somewhere between the two options you have, try Steelmans also worth costing out laser cutting We have talked about making square and hex holes in the past so worth having a search |
| MalcB | 19/03/2015 07:28:04 |
| 257 forum posts 35 photos | Might be worth getting a quote for the plate supplied with them laser cut. Check with your nearest laser shop. |
| Paul Lousick | 19/03/2015 07:59:08 |
| 2276 forum posts 801 photos | I would like a push broach but still expensive which is why I asked if anyone had made one. Laser cutting is not an option as I already have the profiled plate. Just needs the holes. Regards, Paul. |
| Michael Gilligan | 19/03/2015 08:07:17 |
 23121 forum posts 1360 photos | Paul, Do the holes need to be truly square? If not, then the broaching job would be much easier if you pre-drilled oversize, at [say] 11mm diameter. MichaelG. Edited By Michael Gilligan on 19/03/2015 08:08:03 |
| JasonB | 19/03/2015 08:10:22 |
25215 forum posts 3105 photos 1 articles | LH Sparey did an article on making your own broaches 26th March 1953
PM Sent |
| Michael Cox 1 | 19/03/2015 09:09:14 |
| 555 forum posts 27 photos | Rotary broach can be done with the simplest equipment, see: http://mikesworkshop.weebly.com/rotary-broaching-on-the-mill.html Mike |
| Graham Williams 5 | 19/03/2015 09:24:46 |
 98 forum posts 9 photos | Looked at this last week as wanted a square hole in a bar. On the web, search Sherline Products Tips page, look at tip 20, an article on making a broach from square silver steel, which I believe is listed on College Eng web site |
| Paul Lousick | 19/03/2015 10:01:48 |
| 2276 forum posts 801 photos | Thanks for the comments. Michael G, No the square holes do not have to be completely square. I am bolting the hornplates of my traction engine to the boiler and want the head of the bolt to look like a round head rivet. To stop them turning, I am making the end of the bolt near the round head a square shape, similar to the square on a coach bolt (if that makes sense). Michael C. The rotary broaching in the mill idea looks promising. Will give it a go. Thanks everyone, Paul
|
| Ian Parkin | 19/03/2015 10:05:43 |
 1174 forum posts 303 photos | 10mm hole and a nice sharp 8mm square file? 2 minutes tops per hole 40 minutes workout for all 20 nice and cheap
|
| JasonB | 19/03/2015 10:17:41 |
25215 forum posts 3105 photos 1 articles | If its just to stop bolts turning then file will do, I did some the otherday in some axle bracket castings to take coach bolts, drilled 1/64th larger than 1/4" bolt dia and filed out the corners. Button head socket screws look quite like firebox stays, thats what I used on my fowler. |
| Nigel Bennett | 19/03/2015 12:40:41 |
 500 forum posts 31 photos | We do lots of square hole broaching at work, both pull (through) and blind (push). We always drill a larger pilot hole than the square AF to reduce the load on the broach. With push broaching - which is what you look like doing - you can essentially just take out the corners if your male square is anything like - I,e, it doesn't have rounded corners. We did a test on an aluminium handle broached 8mm square, with a 10mm pilot hole. The handle spindle failed first in torsion. |
| Chris Gunn | 19/03/2015 15:42:41 |
| 459 forum posts 28 photos | Maybe I am missing something, but if the hornplates have square holes, and the bolts are like rivets on the head, how will you turn the bolt with the square shank in the square hole to tighten it? A coach bolt pulls into the wood, but that is pulled in with a nut on the other side of the joint, I assume in your case it will be screwed into a blind hole in a boiler stay. Chris Gunn
|
| Paul Lousick | 20/03/2015 00:40:16 |
| 2276 forum posts 801 photos | Hi Chris, The bolts/rivet have a nut which is tightened. I have changed the design for attaching the hornplates on my Ruston to comply with the details shown on the Aus. code. Our codeshows the hornplates attached to the bottom of the boiler (under the fire grate) and to a mounting plate in the upper side of the boiler. My inspector queried the original design and I decided not to cause any problems and change the design. Paul. |
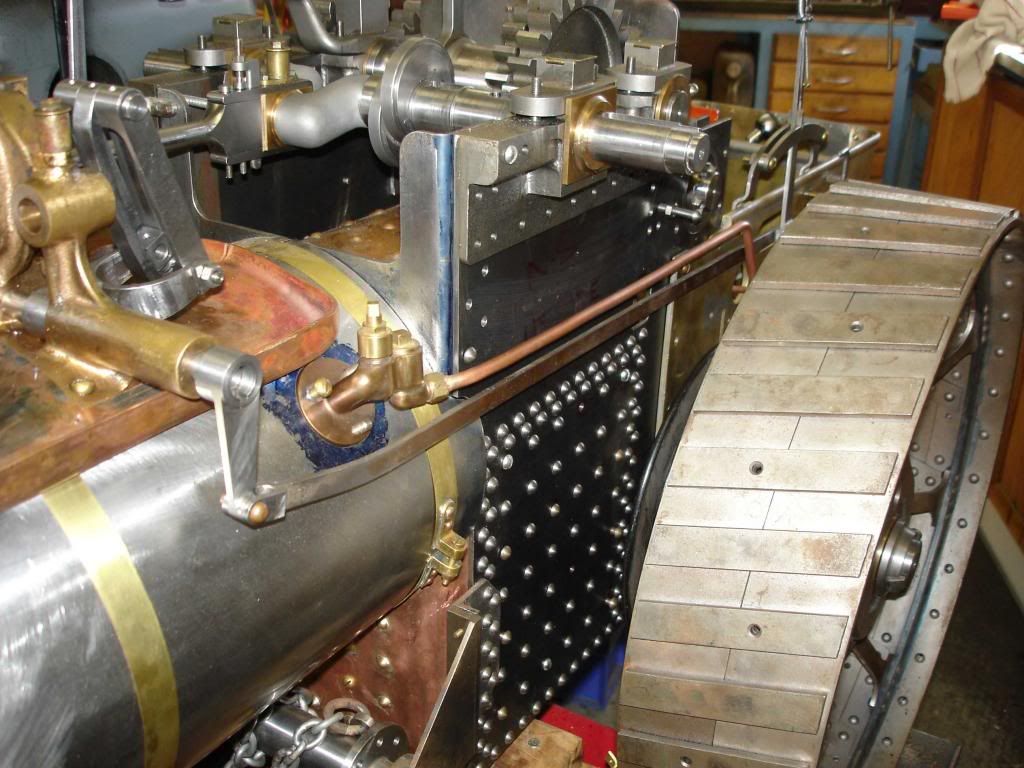
| JasonB | 20/03/2015 07:42:14 |
25215 forum posts 3105 photos 1 articles | That sounds a bit like how Haining did some of his ploughing engines, fixing through the foundation ring and a bar that fits in teh gap where the top of tehboiler curves down to the hornplate. Though I do know of engines being built down under that use the threaded hollow stays to mount the hornplates so maybe some inspectors are OK with them. You can just see the back three fixings as they have not been screwed all the way in, there are nine in total
|
| Chris Gunn | 20/03/2015 10:14:37 |
| 459 forum posts 28 photos | OK Paul, I was missing something, and I get it now. I would imagine that this is easier than trying to position the mounting holes in the hornplates from the boiler stays as we tend to do. However on larger scale engines I would be concerned that nothing is pulling the hornplates in to the boiler half way up the boiler at the front. The cannon shaft would probably do it at the back. Chris Gunn |
| Ian S C | 20/03/2015 11:15:36 |
 7468 forum posts 230 photos | On the agricultural machinery I have helped build over the last 15 years we use some coach bolts through 50 x 100 steel tube, we drill through bolt size (it's usually 10 mm), then on the head side drill it out to just under the point to point diameter of the square, stick the bolt in and belt it hard with a hammer. Ian S C This trailer takes 2 large hay bales, and feeds them out the back as it's towed around the paddock, better than using a pitch fork, and feeding the hay off the back of a ute on a cold and frosty morning. |
| Michael Gilligan | 20/03/2015 11:43:37 |
23121 forum posts 1360 photos | Posted by Ian S C on 20/03/2015 11:15:36:
... we drill through bolt size (it's usually 10 mm), then on the head side drill it out to just under the point to point diameter of the square, stick the bolt in and belt it hard with a hammer. . Paul, Developing Ian's very practical approach, a little: ... If you turned a chamfer on the square of your bolt, you may be able to draw it into the round hole using the nut [instead of using the big hammer]. ... might be worth a try on some scrap. MichaelG. |
| Ian S C | 21/03/2015 09:24:28 |
7468 forum posts 230 photos | That was my thoughts also. Ian S C |



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Model Engineers' Workshop. > Square Holes