Forum sponsored by:

Tool post height
| brian jones 11 | 09/07/2021 08:38:16 |
| 347 forum posts 62 photos | Posted by Vic on 08/07/2021 23:17:07:
I think my little 8 1/2” x 14” is meant to take 10 or maybe 12mm tooling? I bought a 16mm TNMG holder and trimmed a couple of mm off the bottom and it works well. The holder is quite tough but it wasn’t too much trouble to trim it down with a carbide mill.
wow that looks like the dogs............ ca $10 on Ali looks like you would use that with a standard myford clamp https://www.myford.co.uk/acatalog/TOOL-CLAMP--74-1409-1-1278.html I'll go and check tool height and revert |
| Vic | 09/07/2021 10:22:46 |
| 3453 forum posts 23 photos | Posted by Martin Kyte on 09/07/2021 08:04:07:
Does all this beg the question, why use bigger tooling than that which will fit? regards Martin Edited By Martin Kyte on 09/07/2021 08:04:19 The smallest tool holder for some inserts is 16mm so no choice. The TNMG is a case in point. I’ve just got some polished inserts for aluminium at a very good price and they work really well. The tool holders are cheap on the auction site. |
| Alan Jackson | 09/07/2021 10:32:12 |
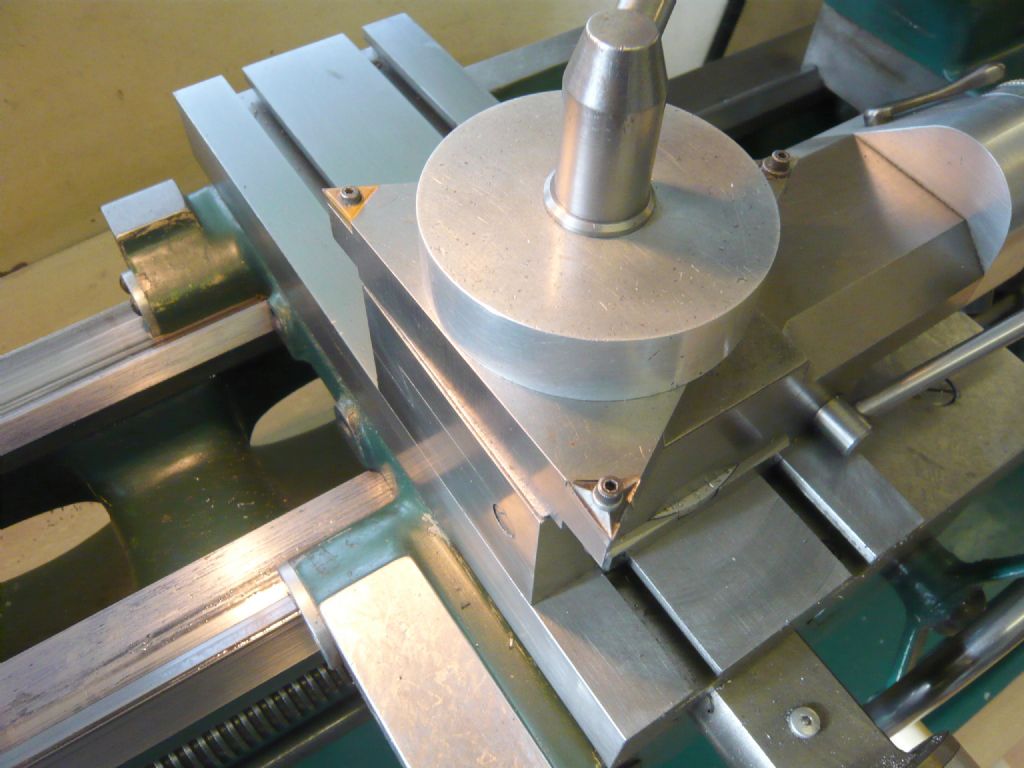
 276 forum posts 149 photos | MLA version QCTP with no overhang Alan
|
| JasonB | 09/07/2021 11:22:31 |
 25215 forum posts 3105 photos 1 articles | Alan, unless I'm missing something the holder still has no direct line of support under the tool and is over hanging from the toolpost which is the "disadvantage" people are talking about |
| brian jones 11 | 09/07/2021 14:35:01 |
| 347 forum posts 62 photos | my lathe never been that clean, eat you dinner off it |
| old mart | 09/07/2021 14:50:55 |
| 4655 forum posts 304 photos | For those who would like TNMG inserts, but don't have a big enough lathe to take the common size 16, (there are smaller, but they are like hens teeth), you can look at WNMG 06 which has all the advantages but is smaller. |
| Steviegtr | 09/07/2021 15:32:03 |
 2668 forum posts 352 photos | The reason i posted about using the larger tooling was not because there is anything wrong with the smaller items. The are so many cutters in the larger sizes of good quality over the smaller items, E.G. I have a 16mm boring bar ,which is a TIZIT, used . I paid £8.00 for it. Steve.
|
| Alan Jackson | 09/07/2021 17:27:37 |
276 forum posts 149 photos | Posted by JasonB on 09/07/2021 11:22:31:
Alan, unless I'm missing something the holder still has no direct line of support under the tool and is over hanging from the toolpost which is the "disadvantage" people are talking about Jason, You are quite correct but the cutting tool does not reach (cantilever) beyond the lower support so there is no moment created to make the topslide tend to flex or pivot. If I need a more solid toolpost I use a four way or triangular toolpost. Alan
Edited By Alan Jackson on 09/07/2021 17:37:32 |
| Vic | 09/07/2021 19:04:48 |
| 3453 forum posts 23 photos | I found at the model engineering shows all the bigger stuff was cheaper. I suppose because many model engineers have modest size machines. I’ve paid as little as six or seven pounds for a tool holder. Having machined a Sandvik tool holder for a friend I was confident of being able to machine them when needed. |
| brian jones 11 | 09/07/2021 21:27:16 |
| 347 forum posts 62 photos | that looks very solid to me, and simple. These triangle tips have a lot going for them BTW has anyone come across a prog for decoding carbide language for tools and tips, ie you just put in the code and it spits out the spec
I saw it mentioned somewhere now lost in the mists of dementia |
| DiogenesII | 10/07/2021 06:31:20 |
| 859 forum posts 268 photos | There's a useful pdf you can download here - (it's the one that used to be visible at Carbide Depot..) |
| Howard Lewis | 10/07/2021 15:38:55 |
| 7227 forum posts 21 photos | Re Carbide tip codes. There was a thread on here, not too long ago. Look through previous threads, or use the search facility. Howard |
| brian jones 11 | 10/07/2021 15:41:30 |
| 347 forum posts 62 photos | heres my take on the tool height dilemma hope it make sense - for illustration only as you must check your own dimensions so with the desirable and plentiful 12mm holder you can a) skim 2mm off the holder base (or part skim as suggested leaving a step on the overhang) b) Skim the top of the topslide - but then the 4 way block will be wrong and you will need shims for a 5/16" hss c) Make up a 4mm shim piece to fit under the holder and use the elephants foot d) buy a new chinese machine and stop dickering around What do you think Obtw I have made the assumption that a 12mm holder will also mean the height of the tool tip - is this always right?
Another member mentioned the use a 16mm holder and doing some skimming to make it fit. According to my estimate it should fit as is under an elephant foot see below - pls advise as I dont have one of these yet and I was thinking of getting a set with triangle pieces (in fact it was steviegtr as above)
Edited By brian jones 11 on 10/07/2021 16:02:34 Edited By brian jones 11 on 10/07/2021 16:06:07 |
| Howard Lewis | 10/07/2021 15:48:42 |
| 7227 forum posts 21 photos | Personally am averse to making any irreversible changes to the machine, so would advocate milling the underside of oversize tool shanks.. (But not enough to weaken them seriously. 2 mm off a 12 mm will not be as weakening as 2 mm off a 8 mm shank. Stiffness is BD^3 / 12 , so keep D as large as possible in the interests of rigidity. One or two tool shanks have been reduced in depth, but leaving the area immediately near the carbide tip at full section, for that reason.. Howard |
| brian jones 11 | 10/07/2021 15:48:54 |
| 347 forum posts 62 photos | Posted by Howard Lewis on 10/07/2021 15:38:55:
Re Carbide tip codes. There was a thread on here, not too long ago. Look through previous threads, or use the search facility. Howard Indeed I have been scrabbling around, but most of the links are to iso type tables (15 or so) what I wanted was to input the code and the app would spit out the decoded result. this could all be done on Xcel but I have so many dozens of unfinished little jobs I was hoping someone may have got there first
OBTW one member wisely noted that referencing US mfg beware as they use imp units vs metric for rest of the world and the coding maybe different
|
| JasonB | 10/07/2021 16:10:55 |
25215 forum posts 3105 photos 1 articles | 6mm and 8mm are also readily available you could just buy those and not modify anything, a bit cheaper too. Look through this album of mine virtually all done with 6 & 8mm shank insert tooling. You may be surprized at what can be taken off with just a 6mm tool that happens to be in a QCTP with the overhang "problem" mentioned by others and all this on a far eastern machine. 1/4 depth of cut so 1/2" off diameter in one pass. Edited By JasonB on 10/07/2021 16:15:58 |
| Neil Wyatt | 10/07/2021 22:08:43 |
 19226 forum posts 749 photos 86 articles | Posted by JasonB on 10/07/2021 16:10:55:
6mm and 8mm are also readily available you could just buy those and not modify anything, a bit cheaper too. Look through this album of mine virtually all done with 6 & 8mm shank insert tooling. You may be surprized at what can be taken off with just a 6mm tool that happens to be in a QCTP with the overhang "problem" mentioned by others and all this on a far eastern machine. 1/4 depth of cut so 1/2" off diameter in one pass. Edited By JasonB on 10/07/2021 16:15:58 Says it all really
|
| brian jones 11 | 10/07/2021 22:30:02 |
| 347 forum posts 62 photos | Ok for clarity then what tools are you using in the vids, they dont look like inserts, brazed tip? HSS it is said that you can get a finer sharp edge on HSS so make cutting easier. too sharpe an edge on carbide makes them liable to chip the edge too easily especially on manual feed.
It also appears that the combination of surface speed, depth of cut and feed rate are what can make all the difference saw a vid on this on here somewhere - fascinating 3" billet taking off 10,20,30 thou same speed same power feed only mid one gave a mirror finish 30 thou he upped the feed rate, and it came out fine? how do you work all this out have not got a grip on this yet
perhaps cnc s/w does all this calc for you/ |
| Vic | 10/07/2021 23:08:45 |
| 3453 forum posts 23 photos | The OP was clearly about insert tooling as per the picture so I don’t know why it’s changed to HSS? |
| Michael Gilligan | 11/07/2021 07:39:47 |
 23121 forum posts 1360 photos | Posted by Vic on 10/07/2021 23:08:45:
The OP was clearly about insert tooling as per the picture so I don’t know why it’s changed to HSS? . Does it matter ? … The thread is about Tool post height MichaelG. |




Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Tool post height