Forum sponsored by:

MEW-169 Tool-post Grinder Article
| Steve Garnett | 27/10/2010 19:40:14 |
| 837 forum posts 27 photos | Chris, could you try to imagine what it is that Martin and I are on about? I can assure you that it's true... and it's not a speed issue. |
| Steve Garnett | 27/10/2010 22:10:16 |
| 837 forum posts 27 photos | In an attempt to make it easier to see what it is we are on about....  |
| Gone Away | 27/10/2010 22:48:44 |
| 829 forum posts 1 photos | If the analogy is to milling (conventional vs climb) aren't the labels reversed on the diagram? |
| Steve Garnett | 27/10/2010 23:34:34 |
| 837 forum posts 27 photos | Er, yes... whoops! I'll redo that bit. Doesn't alter the principle, though. 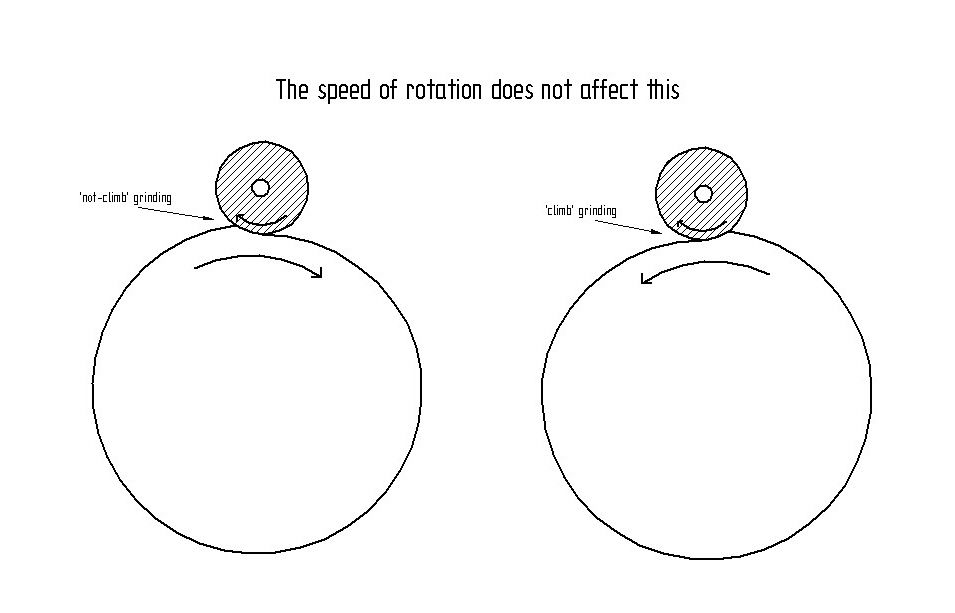 This has screwed the thread up slightly, but I think it's still clear enough; only the correctly-labelled version is now visible. Edited By Steve Garnett on 27/10/2010 23:56:23 |
| chris stephens | 28/10/2010 00:02:07 |
| 1049 forum posts 1 photos | Hi Martin,
There is no point in any further discussion, someone is clearly set in their ways and not open to reason. I, on the other hand, am quite willing to be proved wrong, when a well reasoned argument is put forward to show me the fault in my logic.
Let me buy you a pint at MEX in Dec and I will try to persuade you to my view, if I can't then at least we can shake hands and agree to differ.
chriiStephens
|
| Steve Garnett | 28/10/2010 00:17:26 |
| 837 forum posts 27 photos | I should point out that I do not know what difference it makes (apart from where all the dust flies), although the effect will surely be small. The contact angle will be very slight, and if the work and the grinder are both rigidly mounted, then presumably you wouldn't get the problems you get with climb milling anyway. I had a look at several other sites where people talk about which way they do this, and there seem to be an equal number in both camps. And I have a completely open mind about it... Edited By Steve Garnett on 28/10/2010 00:19:11 |
| Nicholas Farr | 28/10/2010 00:30:46 |
 3988 forum posts 1799 photos | Hi Chris, Martin and Steve, as I've said, I have little to none in using tool post grinders. Picking up on Martins comment about the grinding wheel going to slow and tearing it apart ect., I can relate to. All my working life I have used hand held angle grinders in a lot of aspects of my work. I had to obtain an abrasive wheel certificate in conjunction with this activity, and while I was taught that wheel speed is important, it is the perimertary speed of the wheel that must not exceed the specs regardless of the RPM, to avoid wheels bursting. The analogy I'm relating to is the use of cutting discs moreover the 115mm variety. When new they cut quite a lot of metal before they start to lose any real diameter. Once they get to around 90mm in diameter they still cut, but the loss on the diameter is very much faster to the point of being to small to use. This would I think relate to Martins comments about going to slow. However, the difference in RPM terms relating to the perimertary speed is around 3000 rpm. With this in mind I don't see how a differential speed of 100 rpm or so would have much effect.
I like Sid would think the lables should be reversed on the diagram. Regards Nick. |
| Steve Garnett | 28/10/2010 00:56:29 |
| 837 forum posts 27 photos | Nick, they have been reversed in the only version currently in the thread. |
| GoCreate | 28/10/2010 01:41:32 |
 387 forum posts 119 photos | Hi
Steve, thanks for the diagram, comfirms what you've been saying.
If the work is held between centres then you will have to 'not climb grind'? Am I right?
Maybe way back this is where the need for the grinding wheel and work surfaces moving in opposite directions originated, I would imagine in days gone that working between centres would be more common.
I have always shayed away from trying toolpost grinding but I have learnt so much from this thread I will be giving it ago. I have a Sherline headstock with variable speed upto 10,000 rpm, I am thinking that I should be able to set up a fairly ridged arrangement on my 6" centre lathe and use the variable speed to get the right periferal speed for the grinding wheel diameter. Would not be suitable for using grinding points though, higher rpm would be needed.
Nigel |
| Nicholas Farr | 28/10/2010 09:37:50 |
3988 forum posts 1799 photos | Hi Steve, I was reading through and compiling my post during the time you posted your revised diagram. sorry for any confusion.
Regards Nick. |
| Steve Garnett | 28/10/2010 10:16:07 |
| 837 forum posts 27 photos | Posted by tractionengine42 on 28/10/2010 01:41:32: Steve, thanks for the diagram, comfirms what you've been saying. If the work is held between centres then you will have to 'not climb grind'? Am I right? Well I'm glad that somebody's seen the point... but I don't think that the way the work is mounted makes any difference. In the diagram, the centres would be aligned through the page, and you could easily arrange to turn the work either way. What on the face of it appears to be happening is that with climb grinding, the wheel leading edge attacks a fractionally larger amount of material, and in fact it's easy to demonstrate that the faster the work rotates, the greater the attack amount is. With non-climb grinding, the opposite happens; the grind wheel attack amount is at a minimum, and this increases progressively through the contact. So the speed the work rotates in either scenario determines the rate at which a very small amount of material is removed. What I don't know though is how much difference this makes - we are talking about a very small contact area, certainly with a typically small wheel. But if there is going to be any difference in the results, this is where it will have come from, because it's the only other mechanical effect involved when you've removed rigidity issues, etc. I'm quite prepared to believe that it's a red herring - that's fine, as long as I've at least attempted to understand why! |
| GoCreate | 28/10/2010 11:00:08 |
387 forum posts 119 photos | Steve
Understood, thanks.
Nigel |
| chris stephens | 28/10/2010 12:11:55 |
| 1049 forum posts 1 photos | Hi Guys,
As has been mentioned, when grinding you are taking off only tenths of thous, not eighths of inches as when milling. It is for this reason I maintain that conventional versus climb grinding if an irrelevance and a red herring.
As has also been mentioned surface speed, of the grinding medium, is important for good grinding. Work going in the wrong direction at too high a speed would reduce the relative grinding speed, possibly to a dangerous level.
If this thread has spurred some of you to try tool-post grinding, do try to work safely. The toolpost grinding wheels might be small but they can throw off sparks just like big ones, please remember that eyes and sparks do not mix well!
As the Sargeant in "Hill Street Blues" used to say "lets be careful, out there"
chriStephens
|
| chris stephens | 28/10/2010 12:12:31 |
| 1049 forum posts 1 photos |
Hi Guys,
As has been mentioned, when grinding you are taking off only tenths of thous, not eighths of inches as when milling. It is for this reason I maintain that conventional versus climb grinding if an irrelevance and a red herring.
As has also been mentioned surface speed, of the grinding medium, is important for good grinding. Work going in the wrong direction at too high a speed would reduce the relative grinding speed, possibly to a dangerous level.
If this thread has spurred some of you to try tool-post grinding, do try to work safely. The toolpost grinding wheels might be small but they can throw off sparks just like big ones, please remember that eyes and sparks do not mix well!
As the Sargeant in "Hill Street Blues" used to say "lets be careful, out there"
chriStephens
|
| blowlamp | 28/10/2010 13:42:44 |
 1885 forum posts 111 photos | Greetings all.
If I can relate my experience with surface grinding, using a horizontal spindle machine, it might be of some help to those that are new to the process of precision grinding as the principles can be applied for cylindrical grinding too.
After doing all the preparatory work such as selecting and dressing the wheel and mounting the job to the table or chuck, comes the actual process of passing the workpiece under the wheel to remove the waste material.
Firstly, use a common sense approach to find the point at which the wheel just touches the top of the job, similar to those used for milling etc.
Position the workpiece in front of the wheel, with a small gap to allow the workpiece to traverse without passing under the wheel.
When you've done that, apply a roughing downfeed in the order of 0.01mm to 0.02mm and flood with coolant. Start to traverse the workpiece smoothly, left to right at an appropriate speed - and if we're talking about a manual traverse machine here, this usually means about as fast as you can move it!
Apply a crossfeed of about 2.0mm at the extremity of table travel, but note that with a wheel rotating in a clockwise direction, any crossfeed applied whilst the work table is moving right to left will be a climb cut and so more likely to grab, particulary if an anti-friction work table is fitted. If the wheel does grab, it can move on its flange mounting or become crushed locally, thus causing defects in the finish.
It's quite possible to crossfeed at either or both extremes of travel and depending on how all the above factors are interacting with each other, this may or may not have an impact on surface finish.
If conditions are right, you'll get a lovely smooth finish. If things aren't going your way, you could be seeing judder, crossfeed lines, or burning. The first thing you should do here is dress the wheel to open it up and allow it to cut freely again.
Check out some of the models and tools at any exhibition and you'll almost certainly see some of these defects. In my opinion it's purely down to unfamiliarity with the grinding process and is not intended as a criticism of the builder.
When I started, I found it best have quite a fast table speed, as it helps keep the wheel sharp. Having it too fast will open the wheel up so much that you'll get a very coarse finish on the job. You'll then need to re-dress the wheel and slow the table until you reach a good compromise of finish vs wheel wear.
Bear in mind that varying the wheel speed whilst keeping the table speed the same can also be done, as the important factor is the ratio between wheel speed and work traverse speed, because this ratio determines chip size and tooth (wheel grit) load.
As an example:- With the wheel locked in a stationary position with only the workpiece moving past the wheel, would result in a chip of size equal to the length of the job multiplied by the depth of cut. This is an impossibly large tooth load and would break down the wheel quickly. Reversing this scenario should highlight the other extreme, that being, tiny chip equals tiny tooth load which in turn equals a soon to be blunt wheel (frequent dressing).
Finding the right balance of the above is the key to good grinding.
Martin. |
| WALLACE | 29/10/2010 09:57:59 |
| 304 forum posts 17 photos | Just an observation - the commercial toolpost grinder I have doesn't have a forward / reverse switch on it - even though originally it came with an internal and external wheel head (internal one's missing - something to make up one day . . !). May I should fit one . .
w.
|
| Steve Garnett | 29/10/2010 10:27:28 |
| 837 forum posts 27 photos | Duplicate post, sorry - see below: Edited By Steve Garnett on 29/10/2010 10:29:40 |
| Steve Garnett | 29/10/2010 10:28:12 |
| 837 forum posts 27 photos | Whether you could do this safely rather depends on how the wheels are fitted and retained on the heads. If they are held in place by any sort of screw threaded arrangement it could potentially undo itself if reversed, unless steps are taken to prevent this. And of course it has to have a motor that's capable of being reversed... |
| WALLACE | 29/10/2010 14:17:52 |
| 304 forum posts 17 photos | Hi Steve.
You have a very good point !
Seem to remember the bolt holding the spindle drive pulley is reversed thread, the one on the grinding wheel is normal.
I shall leave as is . .
Incidently, I only used it once to skim off a flywheel -see below - looking at the switch on the lathe, I reckon it was going clockwise . .
W.
 Edited By WALLACE on 29/10/2010 14:20:01 Edited By Katy Purvis on 01/06/2015 12:47:40 |
| John Olsen | 29/10/2010 21:31:47 |
| 1294 forum posts 108 photos 1 articles | On the non reversable grinder...You only need to be able to reverse one of the spindles, and most larger lathes would have a reverse available I would think. Speaking of safety...if anyone does use the idea I mentioned with the small Dremel type cutoff wheels, be aware that these wheels are very brittle. I make a point of not being in the direct line of the wheel at all, as when they decide to go they fling bits off in all directions. Having said that, I have broken more of them putting them on or taking them off than in service. Luckily they are very cheap. regards John |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > MEW-169 Tool-post Grinder Article