Forum sponsored by:

Perfectly ground Twist Drills every time.
| Michael Gilligan | 04/05/2014 10:06:43 |
 23121 forum posts 1360 photos | Gray, Sorry, I can't point you to an authoritative reference; but your recollection seems entirely logical. At the microscopic level, even the best grinding marks are like the furrows in a field [first illustrated by Robert Hooke, in Micrographia] so, obviously, grooves parallel to the cutting edge will weaken it dramatically: At the opposite extreme therefore, grooves perpendicular to the edge will weaken it least, and every angle between these extremes will be intermediate in effect. MichaelG. Edited By Michael Gilligan on 04/05/2014 10:11:02 |
| Neil Wyatt | 04/05/2014 10:20:49 |
 19226 forum posts 749 photos 86 articles | Michael, The cuttting edge of a twist drill isn't truly radial. Is the best angle at 90-degrees to the cutting edge or tangential to a circle at the point where it crosses the edge. And if the latter, at what point on the cutting edge? Half diameter? Half way along? Outer end? Inner end? I expect a detailed finite element analysis of the forces on the cutting edge by 4:00pm Neil (If I know you lot someone WILL go and do this! - so here's a starting point: lisafea.com/) Edited By Neil Wyatt on 04/05/2014 10:22:34 |
| IanT | 04/05/2014 12:20:30 |
| 2147 forum posts 222 photos | I believe it is mentioned here Graham Regards, IanT |
| John Stevenson | 04/05/2014 14:10:55 |
 5068 forum posts 3 photos | Never underestimate how grinding affects the outcome. I can see in Grays case why he's thinking about getting the marks at 90 degrees to the cutting edge. My 4 facet grinder does that and it also has the facility to do it in either direction. It makes a big different, probably not so much on the cutting but more on the life of the tool.
Sorry to harp on about the piano company but because we were using all non standard tools and had been for over a 100 years there was a lot of experience on how to do the job and get the best out of the tools. All the slotting saws were special widths. We tried having them commercially made but they were expensive and didn't last because like all commercial saws they were hollow ground and after the first couple of grinds they were under size. If you just surface grind a saw to the correct width all it does is burn the wood because it has no clearance. The trick was to grind them a thou undersize then sharpen the teeth making sure the wheel ground off the cutting edge, not onto it. Every alternate tooth was ground one way and then either the saw was turned over or the grinder reversed to do the other teeth. Basically the burr acted as clearance. Now you would think that burr would soon be worn away but truth was they lasted quite a time and a simple face grind and they would be good to go again.
We can prove the same thing in this world as well. Get a brazed tipped lathe tool and grind one face on a green grit wheel with the direction of grind going down the face and look at it under a decent glass. The edges will be all small craters because the carbide is so friable. Then reverse the operation and the edge damage is reduced considerably.
Same applies to HSS but because it's not so friable the results are not as obvious to the naked eye, but they are still there hence the advise to hone the edge afterwards. |
| Michael Gilligan | 04/05/2014 14:46:20 |
23121 forum posts 1360 photos | Posted by Neil Wyatt on 04/05/2014 10:20:49:
Michael, The cuttting edge of a twist drill isn't truly radial. Is the best angle at 90-degrees to the cutting edge or tangential to a circle at the point where it crosses the edge. And if the latter, at what point on the cutting edge? Half diameter? Half way along? Outer end? Inner end? I expect a detailed finite element analysis of the forces on the cutting edge by 4:00pm Neil . Nice one, Neil Of course, in an ideal world the grinding marks would be radial to every point on the curved cutting-edge [limited only by the pitch of the furrows made by the grit of the grindstone] ... don't think I'll bother. MichaelG. . P.S. Finite Element analysis is [by definition] a digital approximation. Edited By Michael Gilligan on 04/05/2014 14:51:02 |
| WALLACE | 04/05/2014 14:46:47 |
| 304 forum posts 17 photos | A further thought - assuming were going with the direction of grinding at right angles to the cutting edge - would it make any difference if the drill ( or other tool to be sharpened ) is fed into the wheel with the cutting edge leading or trailing ? W. |
| chris stephens | 04/05/2014 15:02:55 |
| 1049 forum posts 1 photos | Hi JohnS, "Modern technology has proved time and again what we were taught by rote and everyone since has repeated parrot fashion is not always the correct way." Ain't that the truth. Chris, the other John Stephens' son |
| Michael Gilligan | 04/05/2014 15:03:23 |
23121 forum posts 1360 photos | Posted by Michael Gilligan on 04/05/2014 10:06:43:
At the microscopic level, even the best grinding marks are like the furrows in a field [first illustrated by Robert Hooke, in Micrographia] . ... He also describes it beautifully ... There's a good transcript here. MichaelG.
|
| John Stevenson | 04/05/2014 15:42:40 |
5068 forum posts 3 photos | Posted by Graham Meek on 04/05/2014 15:04:54:It apparently induces micro-cracks in the drill, I for one have always done this as this was the way I was taught, but I shall not from now on.
Gray,
Had to smile at this one Gray, another teaching by rote.
Some years ago I was in the gear cutters and they were machining some big blanks from some form of alloy steel. Chpipings coming off dull red and 3' deep on the floor. I asked why they didn't use coolant. The reply was similar to yours unless in this case you can absolutely flood the work which on this old unguarded manual lathe would have been impossible or messy best not bother as part cooling just cracked the inserts.
The bit that made me smile even more was knowing this I still dunk my drills like you. Old habits die hard. Edited By John Stevenson on 04/05/2014 15:43:18 |
| chris stephens | 04/05/2014 15:47:05 |
| 1049 forum posts 1 photos | Hi Gray, As to how to quench, I always do it from the cold end, so there is far less thermal shock than plunging the hot bit first, and as I don't like the smell of burnt fingers I shall still have a bucket of water handy, besides flood cooling might be a bit messy on my B&D 8 inch . ATB chriStephens |
| John Stevenson | 04/05/2014 15:52:51 |
5068 forum posts 3 photos | Posted by Graham Meek on 04/05/2014 15:04:54:
I have been grinding my drills with the cutting edge trailing, the keenness of the edge produced feels considerably better than a a brand new drill of equivalent size, you do get a small frazzle of a burr thrown up but this is easily removed with a piece of soft wood.
Gray,
Gray, Query please from the statement above. Using the jig you show and having the edge trailing you run the grinder in reverse ? |
| Bazyle | 04/05/2014 16:18:40 |
 6956 forum posts 229 photos | Won't this also depend on which end of a double ended grinder you use? |
| John Stevenson | 04/05/2014 16:24:23 |
5068 forum posts 3 photos | Sorry Graham you have lost me. Regardless of whether it's the edge or heel making contact first the wheel is always going in one direction, usually down and I don't see how the cutting edge can trail unless it goes up.
Am I missing something ? |
| John Stevenson | 04/05/2014 16:48:44 |
5068 forum posts 3 photos | Posted by Graham Meek on 04/05/2014 16:30:29:
Unless of course you don't include those who advocate using the periphery of the grinding wheel and grind concave facets, who tend to use the left-hand wheel for some in-explicable reason. John, the drill makes contact with the wheel at about 10 o'clock at the moment, if the wheel makes contact with the heel of the facet first and the cutting edge last, then surely the cutting edge is trailing. If the cutting edge made contact first it would be the heel that was trailing, at least that's how I see it. Gray,
Ok see your explanation but in my book the only way a cutting edge would trail is if the wheel is throwing the burr off the edge hence the question about direction.
Another question. What is wrong in using the periphery of a wheel ? For one thing wheel manufacturers do not condone using the side unless it's a wheel specifically made for this like a cup wheel. Many cutters are hollow ground for clearance and some profession tool and cutter grinders hat keep the spindle horizontal at all times use the periphery and distances above centre to get the required angles. The Boxford G200 even includes a table giving wheel sizes and at what distance above or below centre to achieve a certain angle.
If we get down to the nitty gritty [ is that a pun ? ] on a 6" wheel with a land of 0.100" wide the curve is 0,00042" Hardly earth shattering. |
| John Stevenson | 04/05/2014 18:06:14 |
5068 forum posts 3 photos | See your point but it's cosmetic anyway. The heel does nothing only provide clearance you could put that on with an angle grinder if necessary. In fact on some of the bigger stuff I have resurrected from scrap yards like 2 1/2" diameter drills to save time and prevent too much undue heat I have sliced back an inch or so on damaged drills with an angle grinder.
|
| John Stevenson | 04/05/2014 19:30:00 |
5068 forum posts 3 photos | OK I can see where you are coming from, I was thinking more along the lines of the drill lying across the wheel so the lines were at 90 degrees to the edge and the curvature would be minimal.
However even though on a 1" drill this is 0.37 of a mm curvature does it matter ?
Where is it written in stone that a drill land has to be a straight line? In fact drills made especially for very soft aircraft alloys are ground more like a corner rounding endmill than a drill, they have a real radius on the land. |
| John Stevenson | 04/05/2014 20:04:21 |
5068 forum posts 3 photos | No not meant to cover special purpose drills only asking if a straight line was absolutely needed.
However this has spiked my interest in that these jigs have been around for literally century's but for obvious reasons industry cannot use them so what do they use ? Even semi industrial units like the Darex still swirl the drills round a wheel.
Do a patent search on the latest Swiss drill grinders, the big industrial ones and you will get a pleasant surprise in that although they are CNC the actual mechanism once the servo motors are removed hasn't changed form the 1950's and is absolute simplicity itself. |
| _Paul_ | 04/05/2014 21:22:44 |
 543 forum posts 31 photos | Gray, et al absolutely fascinating thank you. I must ask, why bother with the original base at all? if you are going to the bother of machining an extension wedge why not ditch the original low quality casting and knock up a replacement steel base with a 14* hole and perhaps even a nice brass bush for it to rotate in.
Paul |
| WALLACE | 04/05/2014 23:19:24 |
| 304 forum posts 17 photos | A very interesting thread ! Thank you Gray for starting it off and to everyone else who contributed !! W. |
| John Stevenson | 05/05/2014 00:42:41 |
5068 forum posts 3 photos | Gray, Sorry think I have unwittingly confused you by mentioning CNC.
The modern Swiss made ones basically have had the mechanical bits changed to servo's, smartened up a bit, bunged in a big box with fancy logo's on but underneath they are still the same design as the 1950's models.
They are hopper fed and thru feed the drills after grinding so high speed, can't see how many per hour but that obviously depends on size. The brilliant thing is they are so simple and no weird geometry to have to understand.
I'm simply amazed than none of the smaller industrial players have latched on to this, can't be patents because the idea is so old. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in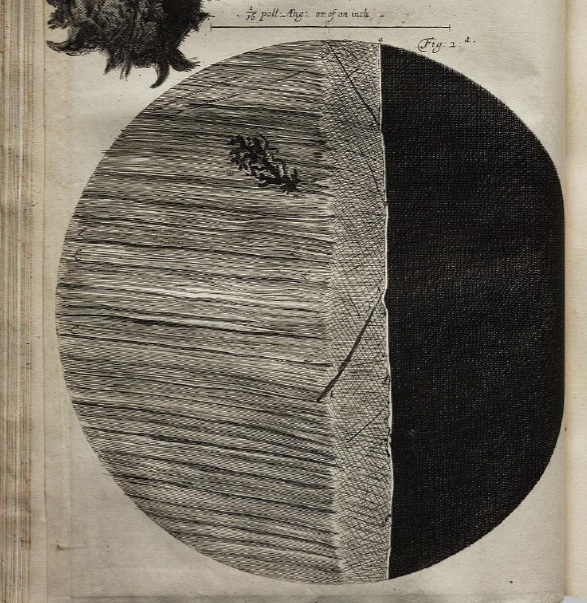{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Perfectly ground Twist Drills every time.