Forum sponsored by:

Warco minimill OR SIEG Super X2 OR none of them ?
buying milling machine ?
| Peter G. Shaw | 11/03/2010 11:25:22 |
 1531 forum posts 44 photos | Hi all, I'd just like to expand a little on what I have already said. Gear breakages. In my case these were teeth that snapped off, and although the smaller gear does have a tooth broken adjacent to the keyway, there does not seem to a crack. The same gear does have another two teeth broken off elsewhere. Dials. As I said, I have made out a suitable conversion chart that I can easily look up. The major problem is that whilst the graduations for the X and Y axes are marked as 0.02mm, there are 75 graduations to per revolution which makes for difficult counting. On top of that, the Z axis fine feed is marked as 0.025mm and has 60 graduations per revolution. Hence there is plenty of scope for getting it wrong. Hence the chart. So, all screws are the same pitch, 1.5mm which is itself an odd value. Wonder why they didn't do 2mm? I suppose 1mm might have been too fine. Electronics. I rather fancy that if mine fails, I will have to do a reverse engineering job on it to find out how it works, and then try for substitute components. I have to say that I am at one with Harold Hall on this, in that my lathe, a non-electronic beltchanging job will simply work, and work, and .... And could well be passed on to my grandchildren in years to come. However, an electronic failure could turn the MinimIll into an expensive doorstop - unless I, or some other amateur, can reverse engineer and repair. Professionally, it won't be worth it. <Rant mode on> Just like modern cars, having just forked out for an electronic diagnosis to find a blocked fuel filter!<Rant mode off>! (Sorry about that.) Regards, Peter G. Shaw |
| MarcuSweden | 11/03/2010 19:05:06 |
 29 forum posts 20 photos | Nigel, ok i hope then one i have ordered now doesnt have faulty dials. I finaly maked the decission to not buy from Warco but to buy from Amadeal, today I got very good help from Amadeal who answeared all my questions in phone. Amadeal calls the minimill for "XJ12-300" and it has a different gray color the other thing should be the same besides the electronic steering card , Amadeal told me that their machine has an american made steering card which is made by : http://www.kbelectronics.com/ and that they can provide schematics . I will try to get the schematics as fast as i can. Amadeal had a little bit lower price than Warco , but for me the most important thing was that i want to be sure that i can repair the electronic steering card if (when ?) it breaks down. I vill come back with photos of the machine in a few weeks as fast as it comes here and the snow and cold goes away, also with pictures of the steering card. |
| Peter G. Shaw | 12/03/2010 14:32:29 |
1531 forum posts 44 photos | Hi MarcuSweden, Following your post and that of others on the X3 mill thread, i have had another look at my MiniMill controller board. It would seem that I do indeed have a KB board. From the KB website, I picked up the following: There seem to be two possible boards - KBLC and KBIC. I suspect the IC board is newer than the LC board. Also, KB state that from a set date, all their boards have a nine digit serial number on a sticky label. Mine does not have this label, but it does have a date 02-23-05 which is before KB started the 9 -digit scheme. Otherwise the connections, layout and physical design agree with both boards. I therefore think that mine is an LC board. Which all seems to suggest that the idea that the higher powered motors have a different controller, hence controller failure may be a thing of the past. (Fingers crossed.) Regards, Peter G. Shaw |
| MarcuSweden | 14/03/2010 21:51:32 |
29 forum posts 20 photos | It will be exciting to what my mill has for board when it arrives maybe this week or next week. If it is a KB-board made in USA, then it will probably be easy to get infomation on exactly what type of semiconductors it is equipped with. |
| MarcuSweden | 22/03/2010 23:30:21 |
29 forum posts 20 photos | The XJ12 mill from Amadeal arrived here in Thursday last week and today i picked it up from DHL, i have not had time to use it but the shipping from Amadeal was faster then expected and they answer very fast at E-mail. Will post pictures and more information, right now i dont have so much time for hobby but next week i think i will. |
| Ian S C | 23/03/2010 08:54:03 |
 7468 forum posts 230 photos | Its not only the Chinese that grind the numbers off the semiconductors, I'v had stuff from UK USA Japan, and NZ, its a bit of bind. Ian S C the Chinese ones prberbly did'nt have a number in the first place! |
| MarcuSweden | 23/03/2010 18:01:25 |
29 forum posts 20 photos | 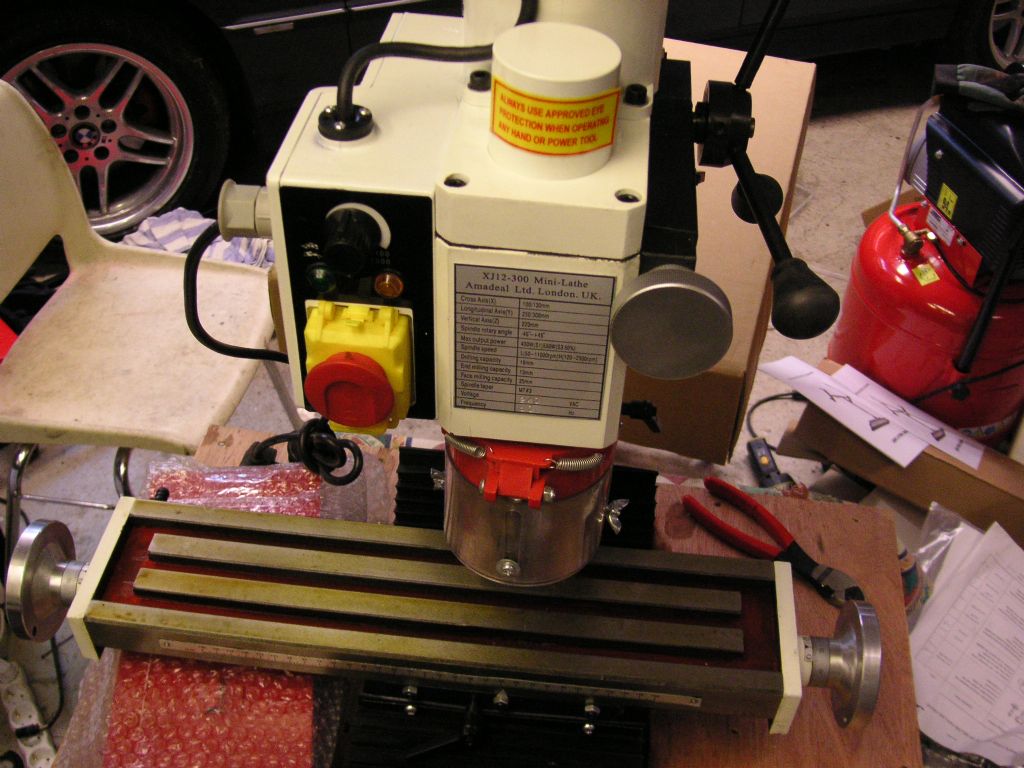 This is how it looks like and the first thing i saw was : 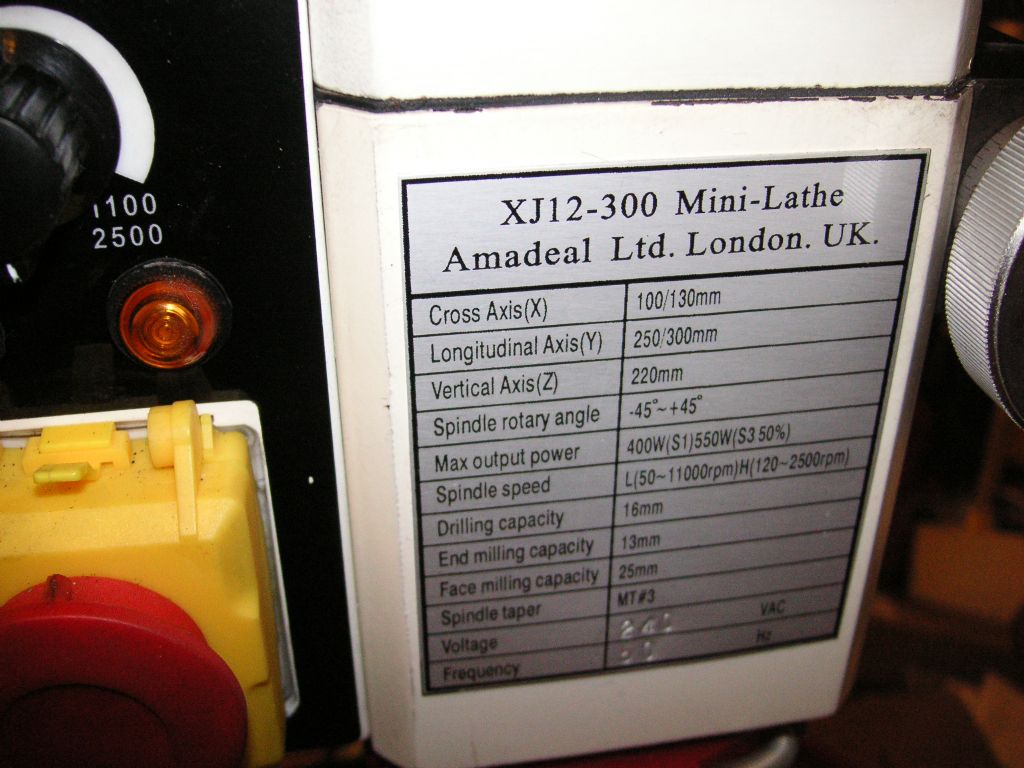 "Mini-Lathe" hehe , atleast the other data is quite right.  Second thing i see is that the spindle locking bolt is damaged, so i make one special key in Hardox44 with a waterjet machine.  I will mail Amadeal about the spindle locking bolt, hopefuly they will believe me if i send picture. 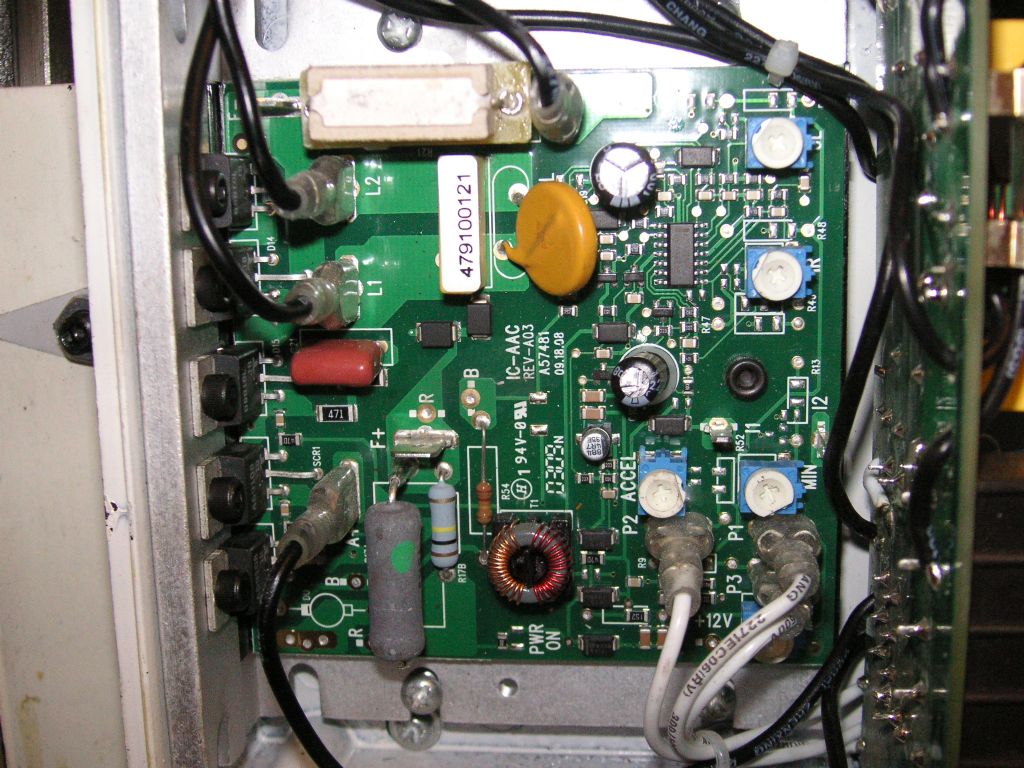 The electronic board is equipped with the two semiconductors "D8010L" and "A69108" , i think thoose are not real semiconductors becouse i can not find their specifications or datasheet so it is impossible to know what to exchange them with or how to measure them and know that they are broken. i started the machine just for a few seconds to listen to the spindle and as i thought it sounds like it would be good to exchange the bearings to something better, maybe some better SKF bearings. I also noticed that the "fine feeding" on Z-axis didnt work , i dont know what is wrong and didnt had the time to examine. Edited By MarcuSweden on 23/03/2010 18:05:34 |
| Peter Gain | 23/03/2010 18:51:34 |
| 103 forum posts | Hi Marcus,
"Should have gone to Warco"! (Paraphase of UK TV advert).
Peter Gain. |
| john naylor 1 | 18/08/2013 10:58:32 |
 4 forum posts | Had my Warco Mini mill for about 6 years now.during which time the only problems were plastic gear breakages.(twice).I sourced the metal gears from USA (dont remember where)and at the same time replaced the angular contact spindle bearings whith taper Roller bearings and made a new spindle lock pin with a spring return.The bearings were be fitted with no modifications to the machine and now I have the confidence to take heavier cuts without the fear of breaking gears. A friend of mine has built me a box of electronics for a power traverse.I supplied him with a 220V/12v transformer(10 amps) and a 12v DC (8amp) geared motor(120rpm output) this motor looks like a heavy duty windscreen wiper jobby,He did the rest.Now I have forward and reverse variable speed control with adjustable limit switches and a fast return switch which makes machining long items a breeze.I will post some photos when I can. |
| Jesse Hancock 1 | 16/01/2015 09:49:24 |
| 314 forum posts | Oh lordy be, I have it in mind to change my Clarke micro mill for something with a bit more flexibility as to size. Incase youre unaware this waste of space micro mill has all the above mentioned drawbacks including a badly made taper on the spindle head.ie The chuck falls off at the first sign of vibration. It came loose as I was milling a casting and could have easily resulted in me scrapping the casting. Expensive in a relative sense. Like the man says you pay your money. There's no way I'd pass this on and so I will scrap it or keep it in the corner as a reminder of a badly thought out decision. So far: Warco mini mill £755.00 from tthere prices jump up at about £700 increments. Clarke at Machine Mart: Mini Mill £553.00 I assume it has all the ills that my micro mill has. This is as large as Clarke handles I think. Add £88.70 for a Vee belt drive from Turkey it seems..... comes to £641.70 Belt drive for quiet running and clutch/slip effect. Please feel free to jump in if you have some better ideas. Jesse. Edited By Jesse Hancock 1 on 16/01/2015 09:51:34 |
| Ketan Swali | 16/01/2015 10:00:39 |
| 1481 forum posts 149 photos | Oh lordy lordy be Jesse, Are you holding an end mill in a drill chuck which is supplied with the machine from Clarke? Ketan at ARC
|
| Jesse Hancock 1 | 16/01/2015 13:58:07 |
| 314 forum posts | I must confess I have tried and since I have read that it's not a good idea. So I guess I have to add a decent milling head to the cost and a good heavy vise to boot. Please note the only milling attempted so far has been on aluminium with shallow cuts. Another overall factor is just size this thing is just too small over all. Care to give round figures on all this? Perhaps I should head over to your site and have a butchers. Jesse. Well a Seig is way over the top of my budget. Looks a nice little tool. Edited By Jesse Hancock 1 on 16/01/2015 14:07:11 |
| Peter G. Shaw | 16/01/2015 14:27:33 |
1531 forum posts 44 photos | Jesse, As you have discovered, milling with drill chuck is a BAD idea. But, it is not absolutely necessary to go to the expense of buying a proper milling chuck. A suitable alternative is to use suitably sized collets of the type finger, direct, or MT collets (all names seem to apply). It appears that the Clarke micro Mill uses the MT2 taper in the spindle and suitable collets are available at around £5 and use either a 6mm or a 10mm drawbar. Obviously I don't know what size your milling cutters are, or if they are suitable for use in these collets however, if bought as necessary, the overall cost can be spread around over a long period of time. I'd also add that using a drawbar holds both collet and cutter securely. Furthermore, if your lathe, assuming you have one, also has a MT2 taper in the headstock, then these collets can be used there as well. In addition, these collets can be used to hold material of the appropriate size, not just for milling cutting tools. For information, both my milling machine and my lathe have a MT3 taper and I use these collets to both hold cutters in both lathe and milling machine, and to hold round material in the lathe. Regards, Peter G. Shaw Edited By Peter G. Shaw on 16/01/2015 14:28:15 Edited By Peter G. Shaw on 16/01/2015 14:29:17 |
| Ketan Swali | 16/01/2015 14:32:27 |
| 1481 forum posts 149 photos | Jesse, Sorry, what I am trying to say is that you should be holding a milling cutter in a MT2 collet, or MT2 end mill holder, or MT2 ER milling collet chuck. I am not a 100% sure, but your opening comments suggest that you are holding a milling cutter in a drill chuck. Your drill chuck is probably fitted to a JT2 or similar taper. Generally drill chucks are designed for vertical movement - up and down, rather than side to side - as associated with milling. Hence, if you hold an end mill in a drill chuck, the drill chuck will vibrate loose off the JT2 taper, as a drill chuck, along with JT taper are only designed for drilling, rather than milling. You have to remove the drill chuck with MT2 drill chuck arbor to which it is fitted, from your Clarke CMD10 mill. Then put in an appropriate MT2 collet/end mill holder/ER milling collet chuck, to hold your end mill. The simplest and easiest thing to do is to buy MT2 collets. Call and speak with me at ARC if you want me to explain. Ketan at ARC.
|
| JasonB | 16/01/2015 14:33:08 |
 25215 forum posts 3105 photos 1 articles | Just to add to what peter said about collets that fit the spindle taper you will also gain a lot of extra height as a typical drill chuck takes up 75-100mm.
J |
| Clive Farrar | 16/01/2015 14:35:18 |
 125 forum posts 41 photos | its a vauge forlorn hope but does anyone know the TRUE value and type of the redy brown capacitor in the middle left side of Marcus's control board photo. I think mine has blown due to the grey powder film on it, every thing else is spotlessly clean. I know mine says SRMA 104K 400v on the side but i have not been able to trace that.
Please don't ask me to go on the various mini mill /lathe sites I have done that and downloaded circuit diagrams till I am blue in the face and I am still not much wiser hence this plee.
I really think my best option is to bit the bullet and go 3 phase Newton Tesla et all. Thanks Clive |
| Andrew Johnston | 16/01/2015 14:45:00 |
 7061 forum posts 719 photos | Posted by Clive Farrar on 16/01/2015 14:35:18:
I know mine says SRMA 104K 400v on the side but i have not been able to trace that. Looks like a metallised polyester capacitor, 400VDC rating and 10 to the power 4 picofarads, or 10nF in more useful units. Andrew |
| Martin Whittle | 16/01/2015 15:50:26 |
| 102 forum posts 12 photos | Slight correction: the capacitor value shown as 104 gives a value of 100nF. The first two digits give the basic value, the last is a multiplier as a power of 10, so 104 is read as 10 x 10E4, i.e. 10^5 or 100,000pF 'K' gives a tolerance of +/-10% Martin |
| Clive Farrar | 16/01/2015 16:17:57 |
125 forum posts 41 photos | OK so that's actually 0.1uF on the sites I've been checking. Andrew just double checking you did mean polyester and not polypropylene ? as PP seem to be far more common than PE Regards Clive |
| Peter G. Shaw | 16/01/2015 16:50:02 |
1531 forum posts 44 photos | Jesse, As Jason says, these collets will indeed maximise the headroom available. I forgot to say that. Also, in case you don't know, Ketan owns Arc Euro Trade and is very helpful and knowledgeable indeed, way above any desire to sell you something, although obviously he would like to do just that. You won't regret talking to him. Regards, Peter G. Shaw |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Warco minimill OR SIEG Super X2 OR none of them ?