Forum sponsored by:

Boring Question
| Ian S C | 08/02/2010 01:25:35 |
 7468 forum posts 230 photos | The tools made fron the tips found on cicular saw blades are made by first cutting the tips with a hacksaw, then filing down to the braze metal. Then I select a piece of steel from the stores dept/junk pile, high tensile bolts,either 8.8 metric, or 3 or 6 - UNF/UNC,or for larger tools I'v got some 25mm rivits that are used for joining the rails at the insulated joints of the full size railway just down the road from home.I shape the steel to what ever shape I want, leaving a small step to sit the carbide tip, I them sort of blob it together, I'm not that good at brazing, but they usually stay together. The one that failed was a parting tool,I must try again. The tips are so small that once the tip is the right shape (may need a touch with the green grit wheel),the sharpening can be done with a diamond lap. I also use worn out center drills, taps, anything I can find. I do use ordenary HSS tools and my carbide tool tips are 16 mm triangle, used on the face cutter on the mill, the resharpened and used on the lathe.Ian S C |
| mgj | 08/02/2010 01:50:15 |
| 1017 forum posts 14 photos | I thought we'd answered the how to bore question. Apart from holding a bar between centres. I have always found it difficult to avoid chatter, and have yet to get round to to making a between centres boring bar with a decent tool adjustment. I suppose the easy answer to that one is actually just to get a bigger lathe. In the end its less hassle. As for tool and cutter grinders - I would still maintain that one needs something. It doesn't have to be anything more than the Hall type of thing, rather than a Quorn or Stent which was all that was around in the 80s when I built mine. It's served me well and saved a fortune, though I use it less often these days. I don't actually like the plain holder and 1/4 tool steel, nor square HSS blanks - and for the same reason. The cutting edge is behind the front face of the holder or blank, and you end up having constantly to offset the toolpost, at which point the front of the tool gets close to rubbing. So as one sharpens the point gets more and more acute, more delicate and more prone to not being radiused. For that reason I much prefer carbide, never having had the abrasion and other problems that beset many, but then I always bought high grade tips - or did until chris Stephens gave me a tangential holder. That does put the tip right at the front edge. So it is back to HSS, and yes you don't need a grinder for that. In fact its one of the very few tools where an offhand grinder is actually better. People must do as they feel is best for them, so long as they make what pleases them most. I don't see there is much difference between making a model or making tooling - why anyone should prefer a beginner to make a model rather than a tool and cutter grinder I have no idea. Not that that was your comment. However it is disingenuous to say "I used a T&C but once" or whatever, and then in the next breath admit that you had access to a commercial setup for much of the time. It do make a difference to ones perceptions.  So mind you does being given about 40lbs of blunt milling cutters - slot drills, end mills rippas in all sorts of sizes. Even better than car booting it. So the Quorn earned its costs as it were. Edited By meyrick griffith-jones on 08/02/2010 01:52:51 |
| Ramon Wilson | 08/02/2010 22:25:11 |
 1655 forum posts 617 photos | Oh gosh Merrick my apologies, to you and all the other readers of this thread, the last thing I want is to be considered disengenuous - truly.
 I was merely trying to point out that I had had a Tand C for so long without using it. I do however take your point regarding the work situation. However what I was trying to say was the same as Jeff - there simply isn't the need to have one in order to pursue the hobby.
Believe me I'm not disputing their use or usefulness, but let's face it before the Quorn came along there wasn't much the amateur could turn to. The Quorn of course helped change that immensely and the Stent and other shall we say 'less advanced' 'grinders' even more so. As with most things it comes down to 'money and choice' - horses for courses etc so again I would suggest perhaps we have to agree to differ, and let this point be dropped now and turn more to the thread.
You say "we have solved the boring question" but you also state - you find it difficult to avoid chatter ( I guess you mean when boring) so that in itself provides an issue to discuss.
Several factors can contribute to this annoying situation and it's something that needs to be got to grips with before that final cut as I'm sure you will appreciate only too well. Normally a reduction in speed and /or an increase in feed will do the trick, but it's best to find and eradicate the cause if possible. Normally the culprit is a tool that's rubbing - probably on a bar perhaps a bit slender for the bore length when sometimes a big blob of plasticene stuck on the bar will absorb any minute vibrations set up - more ringing than chatter but still enough to wreck a finish (providing theres enough bar to hang it on that is but then if so it's best to get that as short as possible to begin with anyway). Normally though if reduction in speed is not the answer then a good look at the cutting area is called for.
Dare I say it? ......... Carbide (tipped) tooling does seem to be more prone to this than HSS. However I'm quite certain this is normally down to the fact that carbide prefers to 'be worked' at those higher speeds and feeds, something that can be a bit unnerving when you can't see what's going on. As a matter of interest has anyone got the recommended speed /feed/depth of cut for an SCLCR tipped boring tool for say CI and Mild steel?
Boring between centres gives a very satisfactory outcome. It does take a little more to set up than whipping the job in a 4 jaw but not horrendously so. It will give a very parallel bore though and where it really scores is if you have two bores side by side that need to be parallel to each other. I made my first bar to do the Quorn 'feet' and have used the technique for most bores, including singles since. The job does need packing to the correct height though a vertical slide is a big bonus if you have one.
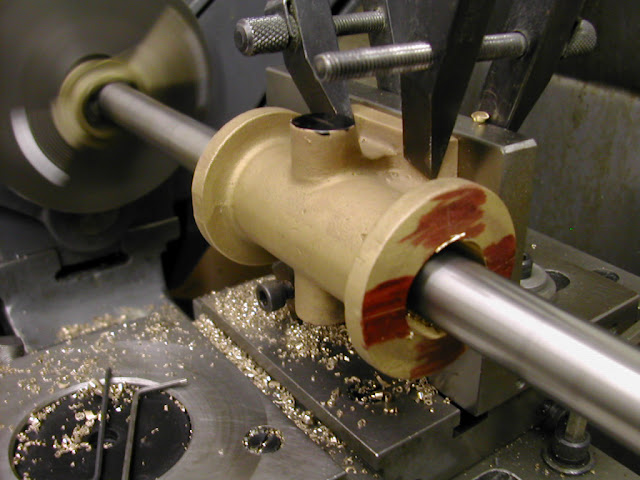
Achieving the correct bore dimension is not difficult either. There are 'attachments' that allow the cut to be put on but then have to be removed. Perhaps you will be interested in my set up.
Firstly a small flat is milled on the bar then the hole for the bit is drilled/reamed opposite this stopping just short of the flat. The flat is then drilled thru preferably 40tpi though mine are just a simple BA. A hole for the clamping screw is tapped in the side.
The distance across the bar at the flat is measured, the radius of the bar subtracted and the result stamped/marked on the bar. The bore size is the distance across the flat to the cutter tip less the marked distance multiplied twice. The cut is put on by slacking the holding screw to just nip the cutter and, in my case, using the BA screw which, depending on clearance, can be left insitu or removed. It's surprising how fine this can be advanced like this. It can be very accurate if you need it to but of course most times it's for a piston which can be made to suit if it sneaks oversize a bit.
On the first cut of a rough bore the bar does spring a bit and can look a bit 'wobbly' as it goes through but as soon as any eccentricity is taken out it settles down and produces very good bores indeed and yes I'm afraid to say it but you are better off with a round nose cutter preferably with a 45 degree-ish approach angle - but how you sharpen it I'll leave very much to you to decide
I guess it's fair to say that I'm not a 'carbide devotee' though they have been used on the odd occasion (at home) but it is interesting to hear Ians success with his method of making bars. I have a old saw blade though no green grit wheel at present but I shall give it a go - who kno |
| Ramon Wilson | 08/02/2010 22:37:00 |
1655 forum posts 617 photos | Oh that's unfortunate!!!
It appears to run out of words!!!
so
................ I may become a convert. Thanks for sharing it Ian.
No offence taken and sincerely none intended. Uncontentious discussion and debate should be the life blood of this Forum - a truly super addition to 'our' tooling cupboards.
Regards - Ramon |
| Ian S C | 08/02/2010 23:28:11 |
7468 forum posts 230 photos | Ramon don't be too worried about the green grit wheel,the teeth are ground left and right,and you can pick them to suit(alternate teeth right then left),so a diamond lap will see you getting going. the front of the tool is perhaps 2mm square of carbide. I'm a fair way from town and some times I'v got to improvise. Ian S C |
| Circlip | 09/02/2010 11:38:40 |
| 1723 forum posts | Bout time these web site
designers put safegaurds in to stop
overflow so we could read
ALL the posting.
Horizontal advertising
MIGHT help.
Regards
Ian. |
| mgj | 09/02/2010 12:02:51 |
| 1017 forum posts 14 photos | Feeds for CCMT tip for steel under average conditions. quoting from the Sandvik book - NON wiper tips. Roughing - 1.6-2mm per rev. Depth of cut. feed is .2 mm per rev (for .8mm nose radius) Finishing .4mm nose radius .8mm depth of cut.. Feed is .12-.15mm per rev. Varies a bit according to tip geometry, task and grade of steel. Those are average figures. For sure its nowhere near the .250thou I can take with HSS as a roughing cut on the Myford. |
| mgj | 09/02/2010 13:59:10 |
| 1017 forum posts 14 photos | Sorry - cutting speeds - 400-450metres minute. |
| AES | 09/02/2010 16:08:13 |
 85 forum posts 1 photos | Re this Web site:
This is my 1st post here.
I'd been "lurking" for a few weeks then finally took the plunge and registered. From the start the pages always struck me as being rather too "busy", especially when compared to other similar sites, but what the heck, it's not my site and I guess all the cr@p down both sides helps the site owner to make money (or at least he/she/they thinks it does). But now, as of today, Tuesday Feb 9th, the posts I'd been following on boring have become unreadable - all the "garbage" on the RH column is blocking not just 1 word but several, making the whole chain of posts on the 2nd page unreadable. This is a new and VERY unwelcome development!
I've tried resetting my own PC in several display areas such as zoom, text size, and resolution but nothing helps. Also I'm not having this problem with other sites, AND it was not happening yesterday when I started reading the posts on boring. So I'm fairly sure this is a problem with the site and not at my end (and the post from Circlip seems to confirm this). Can someone fix this asap please.
(Post copied to the web site problems link axs well).
Krgds
AES |
| David Clark 1 | 09/02/2010 16:24:29 |
 3357 forum posts 112 photos 10 articles | Hi There
It looks fine to me.
Usually the overlapping posts are caused by long URL's being posted but I can't see any at the moment.
Is this the correct thread with the error or is it elswhere.
If so, please post on the correct thread and I can fix it.
regards David
|
| AES | 09/02/2010 16:45:41 |
85 forum posts 1 photos | Posted by David Clark 1 on 09/02/2010 16:24:29:
Hi There
It looks fine to me.
Usually the overlapping posts are caused by long URL's being posted but I can't see any at the moment.
Is this the correct thread with the error or is it elswhere.
If so, please post on the correct thread and I can fix it.
regards David
Thanks David,
Which thread would you like it re-posted to please?
P.S, It's still not OK on my screen - e.g. your own post has only 1 line which is long enough to be covered by the RH side ads (line 4), but that line stops at the word "at" plus tghe letter "t" on my screen.
Krgds
AES |
| David Clark 1 | 09/02/2010 18:06:35 |
3357 forum posts 112 photos 10 articles | Hi There
It must be your browser or screen resolution.
It is fine on my computer.
regards David
|
| AES | 09/02/2010 18:24:02 |
85 forum posts 1 photos | Posted by David Clark 1 on 09/02/2010 18:06:35:
Hi There
It must be your browser or screen resolution.
It is fine on my computer.
regards David
Thanks for the comment David, but the problem is ONLY appearing on page 2 of this (Boring) thread. Page 1 is OK, and so is everything else I'm looking at (on this site and others).
But just to be sure, I'll try changing something at my end - what would you suggest (as per my original post, I've already tried zoom, text size, and resolution, all with no joy).
Krgds
AES |
| mgj | 09/02/2010 18:25:24 |
| 1017 forum posts 14 photos | One that can make a difference is hte screen resolution set? boring chatter. I don't get chatter with ordinary boring bars - just between centres ones. What I have done is the usual dodges - increase feed, change the tip for one with less contact area, and played with speeds. However assuming a sharp cutter, chatter is usually a function of rigidity - so I have also locked every slide etc I can, but I think the basic problem is that its difficult to get enough support from 2 centre drilled holes except on relatively small bores.(and relative is probably relative to the size of the lathe) . I have to admit, i have never used a boring bar in the 4 jaw, supported at the far end in a good running centre. That could reduce the problem. However I am not a great person to comment on this - I have a second big(ish) lathe nowadays and most of my large jobs get stuffed into the big 4 jaw, and a 1" toolpost boring bar does the rest. And equally if I need parallel bores at a very specific distance, then the mill with its power downfeed obliges. I quite like those cylinder hones for critical sizing and taking out any taper, and chatter marks. Work very well. So I have dodged the issue. |
| Hugh Gilhespie | 09/02/2010 18:44:39 |
| 130 forum posts 45 photos | Hi David,
I am also having a problem with the RHS ads covering part of the message text. Funnily nough, it doesn't happen on Page 1 of this thread, only on the second page. I have resorted to copying and pasting into Word so I can read the posts in full. A tad irritating!
|
| Ramon Wilson | 09/02/2010 23:25:25 |
1655 forum posts 617 photos | I really wasn't trying to teach grannie here Merrick, but re-reading your post it seemed to infer you were (having chatter problems that is).
Whatever, I'm surprised on the chatter bit using 'between centres', can't recall having had a real problem with that type of op so far -definitely not on finishing cuts but have on occasion had to deal with it when holding in the chuck. I agree that the centres can be a source - they should be as large and as deep as they can be for the bar. I've not tried the chuck driving method so can't comment but as long as it's running fairly true would have thought that that would go some way to help stiffen the bar. Biggest bar I have used (on the Myford) is the larger in the pic - 1" diameter.
I did make a booboo when I said the 'jacking' screw could be left in. It has to be removed of course to be able to measure across the bar. That does make it a bit fiddly at times but I have found the result worth the extra little bit of inconvenience.
Regarding the feed/speeds you quote I feel this goes to show perhaps that they could be considered a bit overkill for our needs.
If the figures are right - and I certainly don't dispute them - then as average - 'optimum'? figures they make the eyes water a bit not to mention the Myford cringing at the thought.
400mtrs/min equates to just over 1300 ft/min so on that basis RPM for a 1" bore would be 5200 (Using CS x 4 over D) At .2mm/rev that's a feed rate of 1040mm/min or near 41"/min. Totally unrealistic for a Myford - Colchester Triumph 2000 maybe but not a Myford - well not mine that is! Even if this was dropped by 75% when the carbide will be soon be wearing it's still a fair rate to apply by hand. (In order to preserve the leadscrew I never use it to apply anything other that the final finishing cuts and screwcutting of course). The one thing a Myford S7 lacks is a 'feed' screw - what a transformation that would make!!
Howeverrrrr.
Today, rummaging through a box of my homemade HSS boring bars guess what I found! A Sandvik SCLCR boring bar no less. Total surprise, have no idea if I bought it, was given it, or what. Probably came home with all my tools. Simply had no idea it was there. Theres aging for you!
Well nothing ventured etc so it was mounted up and tried it on a piece of tool steel at 600 RPM - good but bitty- more speed - one down from top and it was going fine, certainly cuts metal well though the depth was held back to 20 thou. Can't remember the last time the lathe saw 'top gear'. Can't say it will change my views by a great amount but it certainly handled the material ok - I think it will get used again particularly on the tougher materials
I have no power down feed but that may change later in the year says he hopefully!
Regards - Ramon
|
| David Clark 1 | 10/02/2010 11:56:30 |
3357 forum posts 112 photos 10 articles | Hi There
Checked out by web writer.
Looks OK to me in IE, Safari and Firefox...
Must be your software or computer.
regards David
|
| Versaboss | 10/02/2010 12:55:47 |
| 512 forum posts 77 photos | No problems with long lines here too with Opera. Greetings, Hansrudolf |
| Circlip | 10/02/2010 14:12:28 |
| 1723 forum posts | What we have to ensure AES is that we fill the postings with drivel long enough to get past the bottom limit of the strip ads as your posting of 9/02/10 at 16.45.41 has done.
Unfortunately the technological lepper syndrome has hit my computer also and on numerous occasions my own unit (as in the case of THIS posting) displays, or lack of it, the full posting.
One problem that was noticed on other foreyes was the use of overlarge photos and PERHAPS Ramons side by side is the cause of it?????????
Hey ho, the wonders of tekknowlidgy, NEVER had this problem with the "Paper" M/E.
Regards Ian.
As an aside AES, do you also have an overlap on the centre of the home page on the MEW digital age ad?? Edited By Circlip on 10/02/2010 14:15:55 |
| AES | 10/02/2010 17:23:53 |
85 forum posts 1 photos | Circlip,
Thanks for your post Ian.
QUOTE: Hey ho, the wonders of tekknowlidgy, NEVER had this problem with the "Paper" M/E.
Regards Ian.
As an aside AES, do you also have an overlap on the centre of the home page on the MEW digital age ad??
UNQUOTE:
Yup, 100% agree, all this new-fangled stuff is "grate", but sometimes it drives one (well me anyway!) to distraction. OTOH, it would take an age (or I's need to have a personal intro to a whole circle of experts) to pick up the sort of "gold nuggets" that you can find on this site (and others) almost every day. BTW I'm using Windoze Internet Explorer with XP Pro and still have the problem with page 2 of the "Boring" post despite having fiddled with font sizes, display res, etc. That "Boring" thread is full of very useful info & comments for a dummy like me (quite by chance I'm about to start some boring this weekend - the first time ever!). So juswt like someone else who mposted on this subject yesterday I have now resorted to cut & paste into Word, where I can then read the complete text and see all the pix quite comfortably.
To answer your 2nd Q, no, the home page of the digi MEW is working fine for me.
Thanks for your comments anyway.
Krgds
AES |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Boring Question