Forum sponsored by:

Mach 3 Question
| Bowber | 16/06/2015 23:50:20 |
| 169 forum posts 24 photos | I can't remember which version I'm running but it's been quite stable on my mill but my router can lock up seemingly at random, might try the older version. Steve |
| John Stevenson | 17/06/2015 00:13:33 |
 5068 forum posts 3 photos | One of the most stable version is R3.041 or 042. After that everything seemed to fall apart and ironically enough this is when Art Fenerty left the program.
If you don't have limit switches fitted them make sure they are switched off in Ports and Pins and homing. |
| ian j | 17/06/2015 07:59:23 |
 337 forum posts 371 photos | John. Where can I download version R3.041 / 042 ( I can't see them on the FTP site ) At the moment I'm running on R3.043.038 as any later one's seem to have the problem with the requested speed and actual spindle speed been incorrect. Thank you Ian |
| John Stevenson | 17/06/2015 08:46:20 |
5068 forum posts 3 photos | I'm away on site today but I will post later tonight and provide a link and a bit of background which will help a lot of beginners. |
| richardandtracy | 17/06/2015 10:15:54 |
 943 forum posts 10 photos | Would be very helpful. Much as I don't want to admit it, I am floundering a bit with using Mach 3. Regards, Richard |
| Involute Curve | 17/06/2015 14:51:54 |
 337 forum posts 107 photos | I <Shaun apologises for this post, he's not sure what is going wrong and neither am I. Rumours his next post will say 'Claudius' are wildly exaggerated. Neil> Edited By Neil Wyatt on 17/06/2015 19:29:48 |
| John Stevenson | 18/06/2015 11:13:07 |
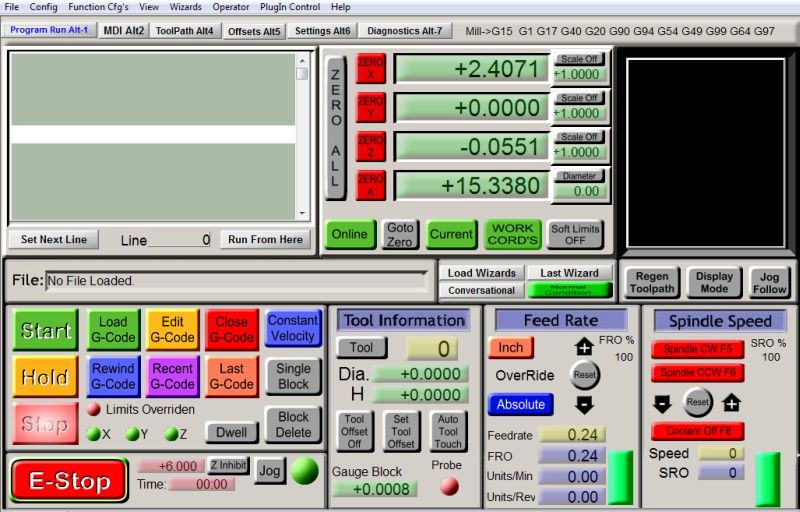
5068 forum posts 3 photos | OK, Could be long so go get a coffee. First off a bit of background. I have been involved with Mach since part way thru Mach 2 which was a good advance into CNC but in all fairness it was buggy and part way thru Art Fenerty, the writer, realised he had started off on the wrong foot and couldn't alter the core of the program to make advances. If you go into help about in Mach there is a rolling credit screen of a lot of the people how helped. It was during this time I got to know Art well and have met him a couple of times and also during this time we were making the bolt on CNC kit for the X3, there was no Super X3 at this point. This kit sold really well and got a lot of people into CNC. Shortly after that Sieg approached ARC and myself to help them develop a turnkey CNC based on the X1 and the X3 / SX3 which had now been released. One part of the deal is that I and my son, Adam, would give a years web based support on all new machines. So we worked on the machines to try to get as good as possible for the money. The very first KX1 prototype is still here although it looks a lot different from the current model. We also wrote the book on the machine, not the Mach manual, which was written by John Prentice over at Ruddington. Now this is where it starts to get relevant. When we started to write the manual I realised that it had to be written from an absolute beginners view and anyone writing a manual by virtue of their knowledge isn't suitable because they assume too much. The answer is to do the best you can and let someone who has never used a machine before loose on it. Immediately the problems started because of the 'assuming ' The stumbling block for our virgin guinea pigs was Work Co-ordinates and Machine Co-Ordinates and the fact that if the machine had limit switches it wanted to wander off all the while to home. Now seeing as most of these hobby machines only have tiny work envelopes and one vise it made sense to work in Work Co-ordinates and zero on the vise or work so it always went back to this work zero point. Any with sufficient knowledge to know how the two co-ordinate systems worked and was happy using G52, G52.1, G52.2, G52.3 etc [ see some of the eyes are already glazing over ] had no problems but as this is an entry level machine the decision was taken to rewrite the screen, note screen, not program, to make the Work Co-ordinates and Machine Co-Ordinates one and the same. So they set to the corner of the vise / work and every time they zero or start it starts from the same place. Works on any machine whether they have limit switches or not and immediately that stumbling block was removed and a whole new generation of people was happy with CNC. Incidentally I have read many magazine articles entitled " A beginners guide to CNC " when they have been anything but. One article started off with trying, and not making a very good job, of explaining G52 on the first page with the end result even people conversant with CNC couldn't follow it. Long short is you can go your whole life on a CNC machine without using or even knowing what G52 is especially at the small machine / hobby level. We, Adam and myself spent a lot of time developing the screens for the KX series machines which are proprietary to us and not Sieg. It's possible to make a machine work totally different from it's neighbour just by using special screens. For anyone who want to upgrade later to use Work Co-ordinates and Machine Co-Ordinates then all they have to do is swap the screen to the standard Mach one, called 1024.set and they have all the features back. This is our screen.
A lot of stuff has been dropped as not being needed in a day to day environment and moved onto other screens. Some bits have also been put on to help running like setting the Tool Length Offset whereas before on the Mach 1024 screen you have to swap between screens. In fact you can do everything off this one screen. Buttons have been squared off and made acceptable to touch screen monitors. Here is the link to Mach 3 version 041. This copy is slightly different from a standard 041 in that this copy is Art Fenerty's own version.
Edited By John Stevenson on 18/06/2015 11:20:40 Edited By John Stevenson on 20/04/2017 21:44:51 |
| richardandtracy | 18/06/2015 14:19:30 |
943 forum posts 10 photos | Thanks John for the background & the explanation. I have downloaded your R3.041 and will try it at some point soon. I've had a look at the .set files in a lowish level text editor, seems quite a sensible idea for the windows. My complaints about the 1024 set is that it looks remarkably complicated, has info on it I think I'll never use and bits are all over the place. A final (mild) complaint is that it looks like a 1980's machine control, not like a standard windows computer screen that almost everyone is used to, and that it doesn't re-size to the full screen. I shall have a bash at it and see how I get on. Regards, Richard |
| ian j | 18/06/2015 19:57:18 |
337 forum posts 371 photos | John. Thanks for the link to version R3.041, I will load it up tomorrow & give it a try. Ian |
| Michael Gilligan | 18/06/2015 20:53:08 |
 23121 forum posts 1360 photos | John, Thanks for taking the trouble to explain MichaelG. |
| osrix | 20/04/2017 09:23:33 |
| 13 forum posts | Posted by John Stevenson on 18/06/2015 11:13:07:
OK, Could be long so go get a coffee. First off a bit of background. I have been involved with Mach since part way thru Mach 2 which was a good advance into CNC but in all fairness it was buggy and part way thru Art Fenerty, the writer, realised he had started off on the wrong foot and couldn't alter the core of the program to make advances. If you go into help about in Mach there is a rolling credit screen of a lot of the people how helped. It was during this time I got to know Art well and have met him a couple of times and also during this time we were making the bolt on CNC kit for the X3, there was no Super X3 at this point. This kit sold really well and got a lot of people into CNC......
Edited By John Stevenson on 18/06/2015 11:20:40
Hi John I realise this post was made a while ago, but having read your post i'm sold!
Edited By JasonB on 20/04/2017 09:31:07 Edited By John Stevenson on 20/04/2017 21:45:50 |
| John Stevenson | 20/04/2017 11:04:46 |
5068 forum posts 3 photos | OK will do tonight when I can get to a computer. On my phone at the moment |
| osrix | 20/04/2017 11:35:36 |
| 13 forum posts | Posted by John Stevenson on 20/04/2017 11:04:46:
OK will do tonight when I can get to a computer. On my phone at the moment Brilliant thank you

|
| John Stevenson | 20/04/2017 21:46:40 |
5068 forum posts 3 photos | OK just sorted the links out to V.042 which to all intents and purposes is the same as .041 |
| John Haine | 21/04/2017 09:26:10 |
| 5563 forum posts 322 photos | Hi John, thanks for updating the link. On the new screen set, you say that this is proprietary to you, is it available please if one doesn't have a Sieg machine? I have downloaded 3.042 but it has the standard Run screen. Also (assuming that I don't have 3.042 on my workshop PC), is also OK for turning please? Thanks, John. |
| Mike Palmer 1 | 21/04/2017 10:26:39 |
| 32 forum posts 2 photos | Interesting to read John Stevenson’s account of the development of Mach and Sieg X3, I was not aware how involved all three were in getting Mach to be very good CNC control software I have had my Syil X3 for around seven years now and one of Hugh’s first customers at Amadeal, apart from a few dodgy crimps and under rated power supplies the machine has worked well to date. I don’t think many people understand that you can use a CNC mill as a conventional mill with a powered table, just by writing a few lines of G code, so you have the benefit of both forms of machine tool. I recently celebrated fifty years as a model engineer, but latterly using CNC has been a real joy, and can’t thank the three mentioned above enough in making an affordable CNC system available to the hobby market. Mike |
| osrix | 21/04/2017 11:43:37 |
| 13 forum posts | Posted by John Stevenson on 20/04/2017 21:46:40:
OK just sorted the links out to V.042 which to all intents and purposes is the same as .041 Thank you so much for doing this John sorry I missed the post last night. Really good of you, i'll look forward to using it.
I'm also interested in that screen set!! lol :D
Thanks again , very much appreciated
|
| John Haine | 26/04/2017 21:41:02 |
| 5563 forum posts 322 photos | Hi Sir John, could I ask again my question about the screen set, above? Thanks, John H. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!