Forum sponsored by:

TIG welding
Not so hard.
| Phil Whitley | 25/04/2015 14:42:52 |
 1533 forum posts 147 photos | The magic ingredient to all forms of welding is practice! I have done much gas and arc but now do almost all mig, but I have got an old oil cooled stick welder, and would love a go at tig! You need to know the right tecniques make no mistake, but after that, the more you practice, the better you will be. Look at some of John Stevensons shaft repair welding, it is really excellent, and try to watch someone who welds every day at work. Last year I did a rear end rebuild on a 2CV, which are made out of just about the thinnest steel it is possible to make a car body out of. Fitted 2 new inner wings, new boot floor, and cut out all the "lacework". Did it all with mig, and I was a lot better when I finished than when I started, because previous to that I had only been doing the odd welding job about once a fortnight! Phil |
| Windy | 25/04/2015 15:30:58 |
 910 forum posts 197 photos | I have found **LINK** and all his other free videos on most types of welding a godsend to me. It's basic language no frills and helped me with my Tig welding, if you can gas weld you are halfway there. I have eye focusing problems but have managed welding 1/4 and 3/16 stainless thin wall tubing as long as my arms are supported or resting on something solid. As using very low amps some of the cheaper auto darkening helmets wont operate so check your helmet will work if using not much amps. Paul
|
| John Stevenson | 25/04/2015 15:47:26 |
 5068 forum posts 3 photos | Posted by andrew winks on 23/04/2015 11:52:41:
I purchased an inverter stick welder with TIG function 5 yrs ago, finally got around to trying the TIG as I wanted it mainly for stainless work. I believe I am a oxy acetylene and stick welder master but TIG has bettered me! Maintaining a correct arc with one hand and using the filler rod with the other has frustrated no end. Some advice taken on is that forget the filler rod until you master maintaining the arc. I have the greatest admiration for those using AC gear and foot pedal control fabricating complex ally bull bars and similar items. I guess it's like all else, practice, practice. Cheers, Andrew
Andrew, Your reply leaves me a bit puzzled as if you are good with gas then the move to TiG is virtually the same just that you are welding with an 'electric flame' as opposed to gas.
One thing I cannot get on with though are foot pedals. No one who uses them actually says if they are sitting down welding. I always stand up, two reasons. One is if I have space for a chair I have space for another machine and two, you can run faster from a standing up position.
When you stand up and are trying to use a foot pedal you are balancing on the other foot so it's all over the place. |
| OuBallie | 25/04/2015 17:52:21 |
 1181 forum posts 669 photos | Windy, Thanks for that link, have signed up. I have been watching some of his videos. John, Agree about gas welding helping me with TIG. It does, however, always make me forget to feed the ruddy rod in when doing arc. One day I may unlearn. The control lever on my TIG torch gets in the way, but that may well be down to not finding a convenient position yet, although I do wrap the leads over my shoulders then around my right forearm, but still experimenting. Geoff - Time for bolognese and wine |
| andrew winks | 26/04/2015 07:29:18 |
 117 forum posts 1 photos | Hi John, it seem to be the AC TiGs and ally welding that benefit from foot pedal tweaking of current settings although no personal experience, just watching an expert at work.
|
| andrew winks | 26/04/2015 07:35:20 |
117 forum posts 1 photos | Also John, to answer your first part of your comment, for some reason, I cannot maintain a constant arc on low current on very thin sheet whereas with oxy acet, I can accomplish things at a jewellers scale. I don't like blaming the tool as it's usually the operator but maybe my Chinese made unit is a bit lacking... Dunno |
| Involute Curve | 26/04/2015 08:25:17 |
 337 forum posts 107 photos | One of the problems I found when moving over from gas to Tig, was that I tended to keep too long an arc length, I didn't know this until a friend who is a top coded welder set my machine up for me, I have a foot pedal, but as John does, I also tend to stand when welding, so the foot pedals out, and like John if you make a Ball's of it you can run outside and throw it over next doors fence, before anyone can see it, ;-) |
| OuBallie | 28/04/2015 13:55:30 |
1181 forum posts 669 photos | Been experimenting holding the torch with start lever in different positions. Photo 1 showing how I started holding, with the lever operated by index finger and I was not totally comfortable with. Photos 2&3 show the start lever swivelled round for operation using my thumb, and this feels much better, but will carry on trying to see if I can get a better position for that lever. Seeing it's only a limit switch, may make a foot pedal for bench work. Photo 1:
Photo 2&3:
Geoff - Wind preventing me fixing Carport roof |
| Bob Brown 1 | 28/04/2015 14:09:52 |
 1022 forum posts 127 photos | May seem a silly question but what setting are you running the helmet on? In the pictures it looks like it is set on minimum which is probably not a good setting for TIG! FYI
|
| fizzy | 28/04/2015 16:02:29 |
 1860 forum posts 121 photos | Just to comment on items raised so far, in my experience:Remember that the thinner the steel being welded, the thinner the electrode needed. Welding thin plate with a thick e;ectrode is a nightmare and the arc length has to be miniscule. Having spent so much of my career (no longer thankfully!) as a welder I would always advocate a seated position whenever possible. Obviously TIG requires a one handed aproach but for MIG I would never choose anything but a two handed hold, or to be more precise the right hand holds the torch and the left hand supports the right wrist. Dont be tempted to use pure Argon on MIG, it will fuse but the arc is very unstable resulting in a very uncontrolable and poor weld. I dont use automatic lenses as I have had cheaper items fail to react quickly enough, as stated above. The result ranges from partial blindness for a few minutes to arc eye at 3am! And if youve never experienced this is it absolutely like having sand thrown into your eyes, then rubbed in for good measure. Choice of gloves has to be thick guantlets for MIG, but grade is not critical. However for delicate TIG work the right glove is very important if you dont use a foot pedal. The action of pushing the trigger can greatly upset torch stability and thumb is my choice also. Remember to gring the tip in the correct orientation or your arc will be all over the place. Having looked at the lens chart Bob has attached I can tell you that if this is followed you wont be able to see the work in the 40 - 175 amp range. Everyones eyes are different but a no.9 will happily shade adequately to 80 amps, a no.10 to 140 amps, and a no.11 up to 200 amps (this is assuming lenses are high quality and not the take your chances cheapo type). As a novice the one thing you will struggle with is seeing where you are going, not much point in having a closely controlled arc if your weld is two inches from where it should be, and yes, been there and done that on more than one occassion. like I said, this is just my experience and it might help someone, somewhere. |
| Bob Brown 1 | 28/04/2015 16:16:30 |
1022 forum posts 127 photos | The chart was c/o Miller welders **LINK** , also do not forget to protect others when welding as arc eye is not something to inflict on anyone. Bob |
| OuBallie | 28/04/2015 17:03:03 |
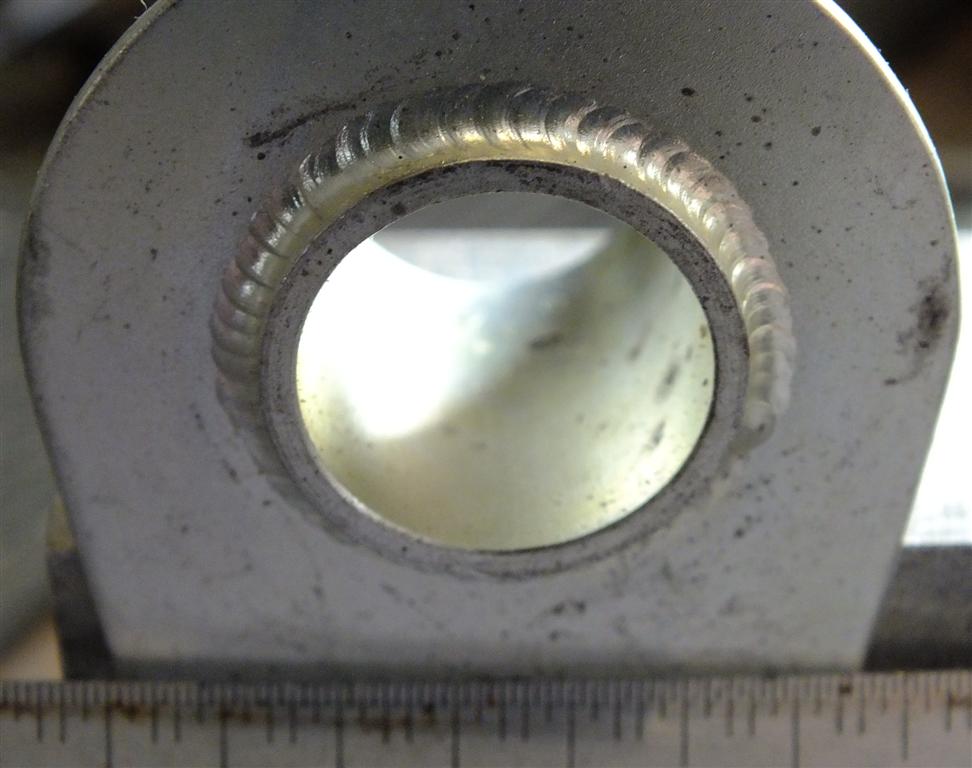
1181 forum posts 669 photos | Thanks Bob and fizzy. Helmet normally set at 10, but had just done second practice at 80amps. Still very much in the learning curve, unlike gas with one shade. I am going to have to practice NOT sitting down as I will need to weld on the car, so that's going to be interesting to say the least Second practice session just completed and although I don't normally brag, I'm more than happy with the results. My gas welding experience is most definitely helping, but the last time I did any O/A welding was in the '80s, so it's taking time to get muscle co-ordination right. Still dipping electrodes Using the 1/16" electrodes you really have to get close to see where that small puddle is. Another surprise. One thing that has struck me is how slow and precise TIG is, with very little heat spread compared with O/A. Tomorrow I will pop down to my friendly metal supplier and raid their skip/offcuts for suitable metal the same thickness as on the Austin. Photo annotations give details:
This second photo is of a butt weld. Photos of underside in Album. Geoff - Feeling well chuffed. Edited By OuBallie on 28/04/2015 17:06:14 |
| Bowber | 28/04/2015 18:47:08 |
| 169 forum posts 24 photos | Posted by John Stevenson on 25/04/2015 15:47:26:
Andrew,
Your reply leaves me a bit puzzled as if you are good with gas then the move to TiG is virtually the same just that you are welding with an 'electric flame' as opposed to gas.
One thing I cannot get on with though are foot pedals. No one who uses them actually says if they are sitting down welding. I always stand up, two reasons. One is if I have space for a chair I have space for another machine and two, you can run faster from a standing up position.
When you stand up and are trying to use a foot pedal you are balancing on the other foot so it's all over the place. You'd think the gas welding would help but my dad just couldn't get on with TIG, in fact he gave me his AC/DC TIG and took my small DC scratch start as he couldn't get on with it. Steve |
| GT390 | 28/04/2015 21:37:25 |
| 18 forum posts 4 photos | I had some inconsistency in my tig welding, especially on alloy, a friend who does it every day dropped by to see what I was doing wrong. I had read in a book that the tip should be 3/8" proud of the ceramic shield, he poo pooed that, and said 1/4" max unless access dictates otherwise position the job so you can rest your elbow or wrist on something If possible, rest the edge of the ceramic on the work, this keeps the tip at a constant distance from the work, this made a huge difference in my case, works even better if you have foot-pedal power control experiment with different gas flow, too much can be as bad as too little, shield work area from drafts or wind grind tip lengthwise so the grinding grain goes from end to end, not around circumference, do not breath dust, it is VERY bad for you, grind the tip at a very shallow taper to a fine needle sharp point (except for alloy work) hope this helps Rob
Edited By GT390 on 28/04/2015 21:42:34 |
| John Stevenson | 28/04/2015 22:33:58 |
5068 forum posts 3 photos | Well I asked my girlfriend to show a couple of examples of her welding but she's too shy so I'll do it for her.
Alloy pipe to flange.
Steel weldment.
Both a bit dirty from being stood around. She told me to post them as my work just to upset you lads. Dunno about that but sure upsets me................. Edited By John Stevenson on 28/04/2015 22:34:25 |
| Windy | 29/04/2015 00:05:32 |
910 forum posts 197 photos | Posted by GT390 on 28/04/2015 21:37:25:grind tip lengthwise so the grinding grain goes from end to end, not around circumference, do not breath dust, it is VERY bad for you, grind the tip at a very shallow taper to a fine needle sharp point (except for alloy work)
hope this helps Rob A certain tungsten is radioactive **LINK** Have a look at tig gas lenses for tungsten stick out it might be of help. Paul
Edited By Windy on 29/04/2015 00:10:55 Edited By Windy on 29/04/2015 00:11:23 |
| OuBallie | 29/04/2015 09:52:37 |
1181 forum posts 669 photos | Steve, I'm totally confused. So nothing new then How did a scratch start help you Dad? It's still TIG so he would have had the same problem surely. Rob, I think I'm grinding my tips with too long a point, so will do shorter, and I do grind lengthwise. Need to experiment with gas flow as 15l/min appears wasteful from what I've read, at my power settings. No draughts in the Carport, but ready to chase leaks later today when the forecast rain hits us. John, BH I would give up. It's the best I've seen! I thought my O/A was good, but compared with this it was third rate. Must be the feminine touch. If that was my welding I would want everyone to know and drool. If only I could get my stick welding to produce anything other than bird droppings Geoff - More TIG practice later. Edit: Have switched to Ceriated Edited By OuBallie on 29/04/2015 09:53:33 |
| Bob Brown 1 | 29/04/2015 10:17:49 |
1022 forum posts 127 photos | There are some details on tip angle here **LINK** along with some other stuff. Bob |
| OuBallie | 29/04/2015 10:32:42 |
1181 forum posts 669 photos | Thank you Bob. Perfect and just what I needed. The 'net has certainly made info and communication unbelievable easy to get and do. I think back to all the letters I had to write to get info, then sent orders for goods to import into SA, mainly from this country. Geoff - How I wish the 'net, printers and copiers where available then? |
| OuBallie | 29/04/2015 13:08:29 |
1181 forum posts 669 photos | Well TIG and all other work on hold right now as two sheets of the Carport roofing where blown away soon after posting my last. Needed to secure the other roofing sheets and then get stuff covered against the rain. Too effing windy to even contemplate replacing them, and forecast looks abysmal for a calmish day. Fortunately one of our building supply houses stock the sheets. Geoff - These happenings do test one. |








 Feed the rod stupid!
Feed the rod stupid!Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > TIG welding