Member postings for Andrew Johnston
Here is a list of all the postings Andrew Johnston has made in our forums. Click on a thread name to jump to the thread.
| Thread: Bevel Gear |
| 11/07/2011 20:13:26 |
Posted by Lawrie Alush-Jaggs on 11/07/2011 09:03:35: Greetings O Wise Ones Ah well, that's me out the picture then.  I have a bed mounted six way capstan unit for my lathe. I'm pretty sure it doesn't use bevel gears to rotate the stops. I say this because the action that rotates the head and stops is not linear when the handle is wound back. All the movement occurs in the last bit of the travel. That notwithstanding here are some thoughts on bevel gears: For bevel gears the angles at which the teeth are cut are dependent upon the angle of intersection of the axes and the relative numbers of teeth on each gear. If the large gear is cut straight then technically the gear set is not bevel, but a crown wheel and pinion. This is a perfectly acceptable way of doing things and is much simpler, as the pinion is just a spur gear and the width of the crown gear teeth is such that any taper can be ignored. Old windmills often use these type of gears. Most sets I have seen have axes that intercept at 90°, but I see no reason why any other angle shouldn't work, with a bit of a fudge on the pinion. If you feel like having bevel gears then the parallel depth method highlighted by Steve is fine. And I can vouch for the usefulness of Steve's spreadsheet. If the face widths of the teeth were thin enough you'd probably be able to get away with one pass round each gear rather than the normal three. Regards, Andrew |
| Thread: Something to ponder 02 |
| 11/07/2011 19:52:18 |
The first thing to do is determine a proper specification.  Regards, Andrew |
| Thread: A New Dividing Plate for my Dividing Head |
| 11/07/2011 19:47:42 |
Thanks for the kind words. I am pleased with the way it turned out; doesn't usually work that way for me! The starting offcut was 7" diameter and varied in thickness from 3/8" to 1/2". The final thickness was 5/16". Sequence of operations was: Mount the blank in the 4 jaw chuck roughly concentric and square. Machine the front face, outer diameter and drill and bore the central hole. Turn blank round in 4 jaw chuck, ensuring squareness to lathe axis. Face second side to required thickness. Mount the blank on parallels on the vertical mill; two clamps on the outside. Set the DRO so that 0,0 is the centre of the blank. We don't need any great accuracy here (a couple of thou is fine) so use a piece of silver steel in the drill chuck, indicate off the central hole, using a cigarette paper, and use the 1/2 function on the DRO to give the centre in each axis. Use the bolt function to drill and then countersink the three mounting holes. Insert a clamp in the central hole and remove the two outer clamps. Use the bolt function on the DRO to drill the two outer circles of 69 and 63 holes. Chamfer holes by hand with a countersink; job done. John S has the essence of the bolt function on the DRO. In my case you enter the centre (in this case 0,0 although it can be anywhere), the diameter of the circle, the number of holes, the starting angle (with 9 o'clock being zero) and then successive presses of the > button give you the location of each hole when the displays are zero'd. As Sam says you could get the X,Y co-ordinates of each hole from a CAD system. For dummies like me the bolt function is easier as you just mindlessly zero the displays for each hole, rather than have to set to a specific number. I've also hogged out some riser blocks for my dividing head, so no excuses now, I need to get on and cut the gears. Regards, Andrew |
| 10/07/2011 10:31:38 |
Fired with enthusiasm I made my dividing plate yesterday afternoon. It's in alumimium, as I had an end of bar offcut of the right size, and it will only be used a couple of times, 2 off 69 tooth gears and 2 off 63 tooth gears. The OD is 6-3/8". All machining was done manually. 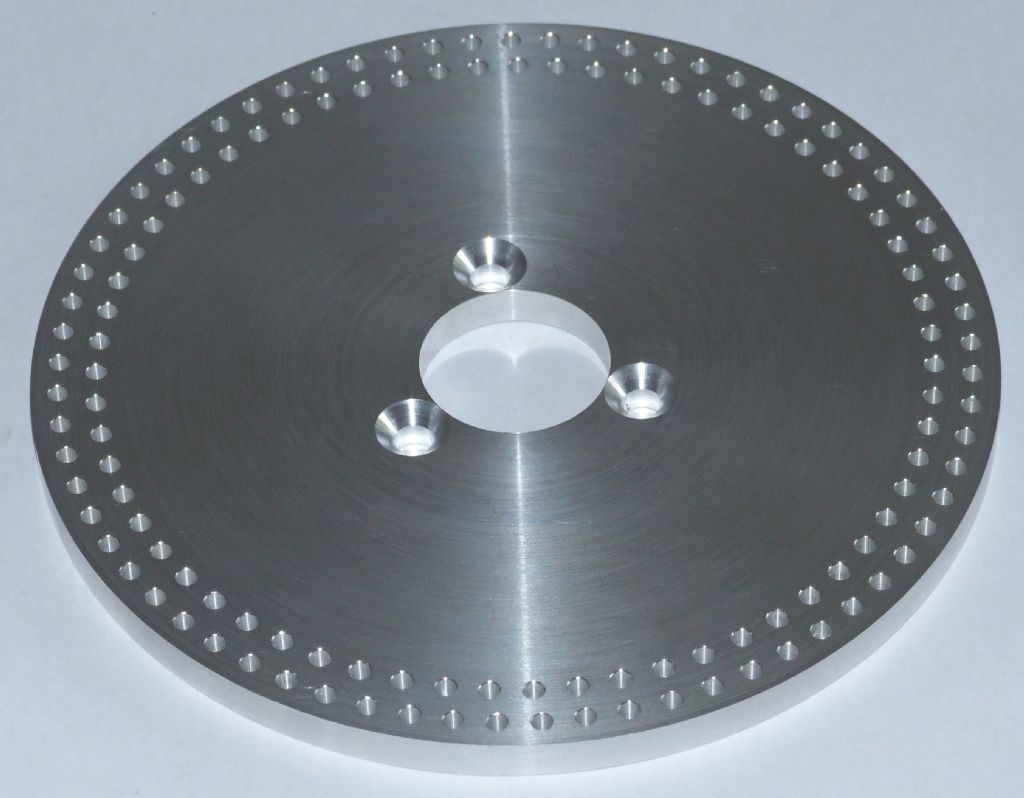 Regards, Andrew |
| 09/07/2011 11:17:00 |
There are several ways to achieve the required dividing plate. If we stick to the 16 holes needed for the job in hand, then the holes can be marked out by hand to a high degree of accuracy. How so? Any angle can be divided exactly in half using a compass and straight edge, no actual measurement needed. So, starting from a diamterical line just keep dividing by 2. The method expounded by Lautard is a good one, either directly, or used to generate a dividing plate. I hadn't heard about using ball bearings; in the edition I have he mentions using toolmakers buttons, but ball bearings would be cheaper and quicker. Of course a CNC mill can be used, but it's debatable as to whether it is quicker than using a manual method. It would be possible to use a rotary table to generate the holes, each increment is 5.625°, so not too onerous. Finally, any half decent DRO should have a bolt circle feature. I'm in the process of making a dividing plate with 63 and 69 holes. While I have the facilities to use any of the above methods I'll probably end up using the manual vertical mill and the DRO, as I think it will be quicker to set up than using the CNC mill. Regards, Andrew |
| Thread: I need a mill ? Manual or CNC?? |
| 06/07/2011 23:14:53 |
Hi Edmund, I cannot comment directly on the BF20 Vario, but I'd make the following observations: I think the top speed of 2500rpm will be a severe limitation MT2 taper will presumably make it difficult to get repeatable tool heights Backgear for low speeds is good, but I've never found the need to run my CNC mill at speeds much below 1000rpm, except when machine tapping 4th axis capability is good; it is a true 4th axis or an indexer? Regards, Andrew |
| Thread: Iron Burning |
| 04/07/2011 22:25:16 |
An interesting experience! If iron is hot enough it will burn just with oxygen. When using a oxy-acetylene cutter, once the process is going the flame can be turned off and the process will continue just with a stream of oxygen, since it is strongly exothermic. Many finely divided powders will burn or explode, not just metal powders. Flour mills are reknowned for explosions. Some years ago I worked on a coal mill used to crush coal to a fine powder for use in cement making. The fine powder was blown into the furnace using a fan driven by a 3MW DC electric motor (that's not a typing error - the motor was bigger than a family car). We were trying to cancel out some of the noise created by the fan. Apparently there are two ways to make a coal mill explosion proof. One, do everything in an inert atmosphere, or two, build it like a brick built **** house, so when it goes bang it survives. The coal mill we worked on was designed for option two. Sadly, when it did go bang, the design proved to be wanting, and it cost a lot of money to put right. Didn't do our noise cancelling loudspeakers much good either! Regards, Andrew |
| Thread: Indexable Tooling |
| 04/07/2011 19:08:27 |
Posted by SAWMAN on 04/07/2011 12:12:01: Spindle speed is about 1400 rpm, feed rate is very low and I'm using a light machine oil for lubrication. Therein lies your problem I think. If the feedrate is low the inserts will simply rub rather than cut, and produce a burr. Assuming that the tool is a small face mill let's be conservative and set a chip load of 3 thou per insert per rev. Three (?) inserts makes 9 thou per rev for the tool. At 1400rpm that's 12.6inches/min. That's a fair cranking rate. General rule for carbide; give it some wellie! Plenty of speed and feed. I suspect that using a light machine oil isn't achieving anything, apart from generating a bit of niff.  As has been said by Paul either cut dry, or use flood coolant, primarily to get rid of the chips. As has been said by Paul either cut dry, or use flood coolant, primarily to get rid of the chips.Regards, Andrew |
| Thread: The Cambridge Turning Trials |
| 03/07/2011 22:27:04 |
Hi Steve, Thanks for posting the results for EN16T. Oeeeer, I like rice and pasta, so I'd bettter steer clear! In my defence I can at least say that I don't like, or eat, quiche. It's interesting that your results seem to reinforce my experiences. In order to get a decent finish on low and medium carbon steels you need to run fast, with a decent depth of cut. I always wear long sleeves when turning for just that reason; my normal fleece has loads of metal embedded in it where the swarf has melted the material. I have seen sparks coming off steel when turning, but only on hot rolled or black steel. I assume that the sparks are actually the mill scale coming off red hot, rather than the swarf itself. Can anybody confirm this? Who wants to try EN24? Next time I order from my steel supplier I might get a few lengths of some of the more unusual steels, just to see how they perform. Regards, Andrew On edit: Steve, you're ideally placed to answer a machining question; what feeds and speeds should we use when turning Blackpool rock? Edited By Andrew Johnston on 03/07/2011 22:29:14 |
| Thread: I've made it now what to do with it |
| 02/07/2011 19:53:12 |
Posted by david newman 9 on 02/07/2011 18:52:30: Do any of you chaps have similar problems once a project is finished ? No. But then again I haven't finished a modelling project yet! But when I do, the hit 'n' miss petrol engine will live in the sitting room and I expect the traction engine will live in the kitchen. Right, enough time wasted, back to the workshop. Regards, Andrew |
| Thread: I need a mill ? Manual or CNC?? |
| 30/06/2011 23:10:58 |
Hi Edmund, The correct, but not necessarily domestically sensible, answer is to have both. I'm not familiar with any of the machines that you mention, so I'll limit myself to a few general comments. There are things that are easy on a CNC mill that are difficult and time consuming to do on a manual mill. Conversely there are things that are quick to do on a manual mill that would be more time consuming on a CNC mill. Small repeated parts for R/C helicopters and aeroplanes would, I think, tend to lean towards CNC. I rather expect that a manual/CNC mill will be a compromise, and possibly not ideal for either. If you have both, the CNC mill can be whizzing away while you do something else on the manual mill. Spindle speed is important. With CNC mills one tends to use smaller cutters at higher speeds and feeds compared to a manual mill. On my CNC mill the maximum spindle speed is a tad over 5000rpm, and it's way too slow for small cutters. Remember that table size and table movement is not the same as the size of part you can machine. You need room for clamps, fixtures and for the cutter to clear the part. Think about Z height carefully; if you need holes on the edge of a block with a drill in a chuck it can soon get eaten up. A CNC mill will do exactly what you tell it, sensible or otherwise. There is quite a lot of information that needs to be explicitly stated when using a CNC mill, such as speeds, tooth loads, depth of cut, width of cut, direction of milling etc. Either coolant or airblast is important on a CNC mill, not so much for cooling, as getting rid of the swarf. Not many things badger a cutter quicker than recutting. For any mill(s) you will need to budget a not insignificant amount for tooling, clamps, vices, accessories, cutters and more. On a manual (vertical) mill a DRO is near essential for any sort of productivity, in my view. It can be mesmerising watching a part appear step by step out of a block of metal on a CNC mill, especially if it is a part you have designed yourself. I agree with John S, it's a non-trivial decision, and one to which I think the correct answer is both. Which is where I started. Regards, Andrew |
| Thread: Tapping a Blind hole |
| 29/06/2011 22:53:29 |
Posted by Paul Scholey on 29/06/2011 22:29:25: Where's best place for spiral flute taps? Any decent professional toolshop; J&L, Cromwell etc. I use CISDirect because they're a few miles down the road in St. Neots, but any professional supplier should have them. Somebody will prove me wrong, but I suspect that most ME suppliers will not stock them, as they're intended for machine tapping. Regards, Andrew |
| Thread: Free drawings |
| 29/06/2011 15:17:37 |
Girls school, words and music, inspector meticulous - Roedean by LBSC. Regards, Andrew |
| Thread: Oil or Grease? |
| 29/06/2011 11:28:07 |
Posted by EtheAv8r on 29/06/2011 11:09:53: MacKays in Cambridge Blimey, there's a name from the past! It's years since I've been there. Last things I bought in Mackays were a quality 7/16" Whitworth spanner and some cheapo clamps at a pound a pop for DIY bodges. I also wanted some riffler files, but they didn't stock them. Regards, Andrew |
| Thread: Tapping a Blind hole |
| 29/06/2011 11:14:21 |
Posted by Paul Scholey on 28/06/2011 21:06:41: I am tapping in the Lathe, Do spiral flute taps have a flat bottom then? I only have one and it has a small taper but it is the wrong size. Are spiral flutes better for tapping stainless? Can I completely grind the bottom off a hand tap or does it have to have some taper? Some of my spiral flute taps have a flat bottom, some have a small cone, which could be ground off. Spiral flute taps are not designed especially for stainless steel, but are designed specifically for tapping blind holes. The helix angle and coating will determine which materials are best for a given tap, including but not limited to, stainless steels. Spiral flute taps generally cut a full depth thread within 1-2 pitches, in one go, as opposed to the 2 or more pitches on a bottoming hand tap. As an aside the cones on the bottom of some of my spiral flute taps would not be problem if the blind hole was drilled, rather than being flat bottomed. I would suspect that if you grind all the taper off a bottoming tap you'll just end up chipping the teeth. Either way a bottoming tap is intended to clean up a partially formed thread, not cut one in a single pass. What grade of stainless steel are you using? Regards, Andrew Edited By Andrew Johnston on 29/06/2011 11:14:54 |
| Thread: Using the technology |
| 28/06/2011 21:52:13 |
Oeeer, I'm using Firefox and, as far as I can tell, all the images show up. I'm using version 3.6.18. I haven't upgraded to release 4, as the upgrade process fell over. Doesn't give you much confidence, if they can't even get the upgrade software to work! Regards, Andrew |
| Thread: Tapping a Blind hole |
| 27/06/2011 20:16:21 |
Use a spiral flute tap; you'll easily get at least 3mm of usable thread. This assumes that the thread is M6x1, or finer pitch. Regards, Andrew |
| Thread: The Cambridge Turning Trials |
| 26/06/2011 12:31:08 |
Here are some more tests, this time using the Mitsubishi NX2525 tips from Greenwood Tools, with a 0.2mm corner radius. These tests are specifically looking at the finish obtained with small depth of cut. Speeds for each material were those found to give the best finish in the above tests. Common for each test are the following: After a 5 thou depth of cut to ensure concentricity of the part, a test cut of 1 thou depth, 2thou off the diameter. In all cases feed was 2 thou/rev. EN3B: 1200rpm, no coolant Surface finish is inconsistent axially and has a rough feel; looked better after the initial clean-up pass Ra Measurements (µm): 2.95 3.32 3.55 Average=3.27 EN1A: 1200rpm, no coolant Same as EN3B, surface finish is inconsistent axially; looked better after the initial clean-up pass Ra Measurements (µm): 3.15 3.06 3.15 Average=3.12 Stainless Steel 303: 800rpm, with coolant Very uniform finish with no tearing visible Ra Measurements (µm): 0.95 1.05 1.12 Average=1.04 Brass CZ121: 1700rpm, no coolant Slightly uneven finish axially Ra Measurements (µm): 3.12 2.97 2.86 Average=2.98 Aluminium 6082T6: 1700rpm, no coolant Excellent finish, but some slight axial variation, possibly caused by swarf getting trapped Ra Measurements (µm): 0.80 1.21 1.01 Average=1.00 EN8: 1200rpm, no coolant Slightly uneven finish, not torn but a series of axial grooves visible under the magnifying glass Ra Measurements (µm): 2.70 2.72 2.91 Average=2.78 For convenience the Ra finish obtained with a polished positive rake insert above are repeated here: EN3B: 1.89 EN1A: 1.71 Stainless Steel 303: 1.73 Brass CZ121: 1.25 Aluminium 6082T6: 1.12 Discussion: These inserts gave a very good finish on stainless steel, the best seen so far, and marginally better on aluminium, although I expect this to be within the error bounds of the measurement. However, the results for low carbon steels, and surprisingly for brass, were worse than those for a polished insert. All in all a bit of a mixed bag. At some point I will buy some Sumitomo inserts from Carter Precision Tools, but I don't find the website easy to understand, so it'll have to wait until I have more time. One thing I am learning from these tests, is that I cannot get a good finish on low carbon steels without using a decent depth of cut. I just need to learn to be confident in my micrometer readings and cross-slide dial, and don't pussyfoot around with small depths of cut; or just cheat and use the cylindrical grinder. When time allows the next tests will be on annealed silver steel. Regards, Andrew |
| Thread: Tank Tracks |
| 25/06/2011 11:55:38 |
I can't resist it; whatever method you choose, it'd be only too easy to get distrackted. Regards, Andrew Edited By Andrew Johnston on 25/06/2011 11:55:55 Edited By Andrew Johnston on 25/06/2011 11:56:45 |
| Thread: Vertex Auto Tapping Head |
| 20/06/2011 19:54:52 |
Ian, Yes, it is a fluteless tap. It has coolant channels which look superficially like flutes, but end on the tap is trilobal, thus giving the game away. I intend to try it first in aluminium alloy, 6082, and then go the whole hog and try stainless steel. I'm starting with M6, but if it works well I'll buy some other sizes. Regards, Andrew |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!