Forum sponsored by:

Bevel Gear
Need help with gears
| Lawrie Alush-Jaggs | 11/07/2011 09:03:35 |
 118 forum posts 32 photos | Greetings O Wise Ones
I have it in mind to built an indexing turret and just have a question or two about the gearing.
The gear I am thinking of using is shown in the piccy.
 I am after a six to one movement but have never constructed a gear.
My Questions:
Can I cut the large ring gear straight or should it be cut at fifteen degrees and the pinion the same?
Is it OK to leave the ring gear (hope I am using the right term) plane and cut the pinion at thirty degrees.?
The ring gear will be about 60mm dia. I have no idea how many teeth I should cut, what the pressure angle should be nor wether I should use DP or Module. I prefer to work in Metric, so I guess that ansers the DP/Metric question but the more experienced may wish to suggest otherwise. I don't have any cutters at this point so suggest away.
The space for the gears is not great but it will be created to suit whatever eventuates.
Should I just make up a fly cutter that approximates something that looks just about like an impression of a gear profile? Or should I head out and buy a gear cutter of the appropriate profile?
The steel will be 1020 unless someone thinks I should use brass or PB or whatever.
Thanks in advance
Lawrie
|
| John Stevenson | 11/07/2011 09:11:50 |
 5068 forum posts 3 photos | Lawrie, It's obvious that you are a rank beginner [ nothing wrong with that ] and my advise to you would be to guy the Workshop Practise book by Ivan Law on Gears and Gear Cutting, number 17 in the series. This book has a very good chapter on cutting parallel depth bevels which are easier to cut in the home workshop. The book is also aimed at the beginner and leaves out pages of calculations on subjects you have no control over anyway. It will not be money wasted. John S. |
| blowlamp | 11/07/2011 09:52:27 |
 1885 forum posts 111 photos | If it's an indexing turret, why does it need to be geared?
Most skilled people I know would shy away from making a bevel gear, so it's manufacture should not to be undertaken in too casual a manner
 Can you tell us a bit more about your device to give our collective brain something to ponder over?
Martin. |
| Lawrie Alush-Jaggs | 11/07/2011 10:58:46 |
118 forum posts 32 photos | Hulo Evrybardy (Hello Dr. Nick)
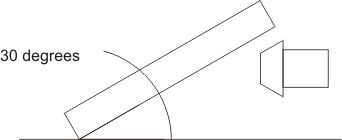
Blowlamp: Thanks for your reply. The reason for the bevel gear is show in the illustration below. As the handle is wound back, it engages a pin (not shown) and a pawl (also not shown). As the pawl moves the turret through 60 deg, the bevel gear rotates the shaft which indexes the depth stop to the next position.
I have read the most recent turret article in MEW and have started making one.
Many many years ago I worked for eight days at a repetition engineering firm. Eight days was all I could stand. I made 23/1's. Hundreds of them. I came to dislike 23/1's but really admired the small turret lathe I made them on. The reason for over engineering something as simple as a tailstock turret into a full on turret is that I don't want to have to make two manual adjustments to tooling, one with one hand and one with two hands. It will just slow things up more than I like.
 I appreciate your comment about not undertaking the job lightly which is why I have been looking at the sites of various companies who make and have stock gears. The difficulty in purchasing a ready made set is that as far as I can tell, a gear set that works on 30deg is not a standard item and becuase of set up costs, the price will be far higher than I can afford or wish to pay.
I had thought of hunting around one of several second hand to junk class resellers and seeing if they had the turret off an old Herbet or Ward and still might. But I do like a challenge and thought this might just provide one.
John: Thanks for your reply. I had thought of geting Ivan Law's book and have for some time, it is just one more thing to obtain.
Lawrie
|
| Dunc | 11/07/2011 13:39:42 |
| 139 forum posts | Searching "bevel gear" on youtube gets a lot of hits Perhaps not too practical in GB but Kozo Hiraoka's "Building the Climax" had a very detailed method of cutting bevel gears - including making the cutters themselves - in the home workshop. The book is on the current list of Village Press in the USA (https://secure.villagepress.com/store/items/detail/item/827). Usual disclaimers |
| Steve Withnell | 11/07/2011 18:03:02 |
 858 forum posts 215 photos | Lawrie,
I built the formulae (parallel depth method) from Ivan Laws book into a spreadsheet. The sheet is pretty obvious, allows you to play with DP, number of teeth. It's not productionised ie the formula's are not locked. The only "input" cells are the values of N = number of teeth and DP, everything else auto calculates.
Even if you don't cut your own, it will allow you to play with the design before deciding on a spec to order.
Steve |
| Andrew Johnston | 11/07/2011 20:13:26 |
 7061 forum posts 719 photos | Posted by Lawrie Alush-Jaggs on 11/07/2011 09:03:35: Greetings O Wise Ones Ah well, that's me out the picture then.  I have a bed mounted six way capstan unit for my lathe. I'm pretty sure it doesn't use bevel gears to rotate the stops. I say this because the action that rotates the head and stops is not linear when the handle is wound back. All the movement occurs in the last bit of the travel. That notwithstanding here are some thoughts on bevel gears: For bevel gears the angles at which the teeth are cut are dependent upon the angle of intersection of the axes and the relative numbers of teeth on each gear. If the large gear is cut straight then technically the gear set is not bevel, but a crown wheel and pinion. This is a perfectly acceptable way of doing things and is much simpler, as the pinion is just a spur gear and the width of the crown gear teeth is such that any taper can be ignored. Old windmills often use these type of gears. Most sets I have seen have axes that intercept at 90°, but I see no reason why any other angle shouldn't work, with a bit of a fudge on the pinion. If you feel like having bevel gears then the parallel depth method highlighted by Steve is fine. And I can vouch for the usefulness of Steve's spreadsheet. If the face widths of the teeth were thin enough you'd probably be able to get away with one pass round each gear rather than the normal three. Regards, Andrew |
| Lawrie Alush-Jaggs | 12/07/2011 01:38:47 |
118 forum posts 32 photos | Hulo Evrybardy (Hello Dr. Nick)
Steve: thanks for your reply. I have downloaded your file and it looks like the ducks nuts. I'll give it a go.
Andrew: Thanks for yor reply too. The small amount of research I've done on turrets shows one system from the late 1900's which uses a bevel gear to transmit rotary motion from the turret (Capstan) to the stop index and uses two fixed pins, one as a pawl against a ratchet which imparts said rotary motion and the other to withdraw the locking pin.
There is also this animation on You Tube
Your answer in comination with Steves pretty much give me what I want I think
Thanks
Lawrie
|
| Stub Mandrel | 13/07/2011 19:59:23 |
 4318 forum posts 291 photos 1 articles | Cutting bevel gears is not difficult, because even I can do it! I just followed Ivan Law's methods and they worked. There is one error in his book the calculations on page 106 should use COSINE not SINE. His examples work as COS 45 degrees = SIN 45 degrees. These are a very tiny pair of 2:1 bevel gears:   Simples! Neil |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Techniques > Bevel Gear