Member postings for _Paul_
Here is a list of all the postings _Paul_ has made in our forums. Click on a thread name to jump to the thread.
| Thread: Axminster Power Tools milling vices on offer |
| 21/12/2011 03:31:29 |
I sincerely hope you have better luck with yours. I was very dissapointed with the VA vice I bought from Axminster it was so badly made they agreed to refund my money however after not turning up to collect it twice we mutually agreed I would keep it for half price (about £30 at the time) which I guess is still more than it is worth. First thing you will notice is that nice looking chrome handle is such a sloppy *hexagon* fit it falls off quite a bit, interesting finish on it too a sort of lumpy bad grinder texture. Leadscrew bearings are awful as you may find out, the leadscrew in mine has about 1/8" up and down movement bearings are best described as "crunchy" laughably it has an oil nipple which as there is so much slack when used all the oil just oozes straight out. Had to adjust the moving jaw after about a week of use as it developed rather a lot of movement initially is was badly fitted but then it just worked loose, still dosent fit quite as well as one might expect of a vice that is marked as precision.... Even after a lot of fiddling jaw lift is in the unnacceptable range. The Fixed jaw is held by a square key mine dosent fit properly it looks as though the key seat hasnt been machined right. Mine was painted an awful green colour sort of green the local council uses...paint is quite thick covers some of the worst of the casting roughness/defects though. The list goes on...in the end I put it down to experience and bought a proper Vertex vice what a difference. Regards Paul |
| Thread: Stationary Engine for Beginner |
| 02/12/2011 14:53:27 |
IMHO building from stock rather than castings for a starter engine is sound advice. You could have a look at Rudy Kouhoupt's video "Building a Small Steam Engine" I think the one he constructs in the DVD's is only eight parts and is made completely from stock materials, as with all Rudy's videos they are quite informative. Regards Paul |
| Thread: Cutting a Morse Taper |
| 30/11/2011 07:58:26 |
Morse Tapers. I cut between centres using a device that sits in the tailstock and lets me "set over" without actually fiddling with the tailstock settings. Using measurements from a printed table I have at home set the correct amount of set over then I make my first taper, "blue" it with a felt marker then use a "jump sleeve" the correct size to check the fit. Normally requires a couple of small adjustments on the set over device and a subsequent skims to achieve an acceptable result. Regards Paul |
| Thread: Salvage from defunct inkjet printer |
| 23/11/2011 18:39:56 |
Whatever steel it is the rods are made from it machines wonderfully! You might also want to check the carriage the carts run in as some have (albiet normally small) phosphor bronze bushes supporting them. My old model "A" Boxford has two of these bushes suppporting one end of the countershaft which came from a massive old Hewlett Packard early colour printer. Some also contain what appear to be thin stainless? shields of some sort which I have found ideal for shimstock. Then theres the springs, E-clips , roll pins....... Must be my Yorkshire roots nowt chucked out ere until it gets a thorough sorting through  Paul |
| Thread: Boxford lubricating query |
| 19/11/2011 16:30:03 |
| The groove in your sliding gear is the big channel the peg from the selector on the front of the headstock runs in again access from inside of the headstock. |
| 19/11/2011 16:23:57 |
I think your benchtop machine if it has any kind of "rear drive" will be the same as my old model "A" and IIRC the spindle pulley screw is an allen key "plug" in the "V" of one of the pulley sheaves inside the headstock, squirting oil into this lubricates the pulley when back gear is engaged. I normal operation the Pulley is locked to the spindle and both rotate at the same speed but when backgear is engaged they are running at different speeds hence the need for lubricant. Regards Paul |
| Thread: New Blocks on the Block |
| 16/11/2011 22:46:48 |
Posted by John Stevenson on 16/11/2011 20:16:06: I HAD but been paid £3 17s 4d for the development.  John S. £3.87 Not much of a bung  although thats about a pint and a half of John Smiths at the prices around here although thats about a pint and a half of John Smiths at the prices around here  I must say I am quite tempted though (with the blocks John Smiths gives me brian dmage) Regards Paul |
| Thread: Milling from a sheet |
| 09/11/2011 08:04:28 |
I must ask why does this sheet have to be cut on a mill? @ only 1mm thick will there not be buckling/distortion problems if any significant heat is generated. My personal choice for cutting shapes out of thin sheet is to cut with an air nibbler and then true the edges up with a file. Regards Paul |
| 09/11/2011 01:42:10 |
Posted by Andrew Johnston on 08/11/2011 22:40:04: Well shiver me timbers, is that a square deal, or just a pine in the ash? I surely hope it wood be, so it will be plane sailing for yew. Andrew Leaf it out.... P |
| Thread: Drilling in the mill |
| 24/10/2011 22:37:50 |
I use my 1950's Geo. Taylor Mill as a drill on the occasions I need a very accurate hole, it has no quill so it's up and down with the knee to make your hole no great hardship though. I also have an old Warco pillar drill which is used for the less accurate jobs which I wont part with it for the very reason Norman alludes to, there have been many times when having set up the mill for a run of something I have needed to drill holes in something else. Keep both if you can. Regards Paul |
| Thread: Using a boring head to set over for taper turning |
| 23/10/2011 15:39:27 |
Hi, Why not make your own centre/s it's what I do. My boring bar takes 1/2" straight shank tools so I get out my 3c 1/2" collet mount some 1/2" scrap bar (mostly from old printers) set the top slide at 30 degrees cut the 60 degree included angle then case harden the tip with Kasenit. Sounds more complicated than it is. Regards Paul |
| Thread: Fly Cutting |
| 22/10/2011 14:45:37 |
Hi Steve, If you ran the bought flycutter with the tool steel hanging as far out as the pic shows  the finish you got isn't surprising the finish you got isn't surprising Also Looking at the tool steel in your bought cutter is it the right size looks a bit thin in the pic? if it is that wont help either. In my experience if the tool edge is out beyond around 1/2 the width of the cutter body using 1/4" tool steel (or carbide tipped) the finish starts to suffer depending of course on speed, material, lubricant & depth of cut. Your home made cutter is impressive, a 1.5mm cut with a flycutter is quite heavy. Regards Paul |
| Thread: Grayson Lathe |
| 08/10/2011 19:45:44 |
This is what mine looks like:  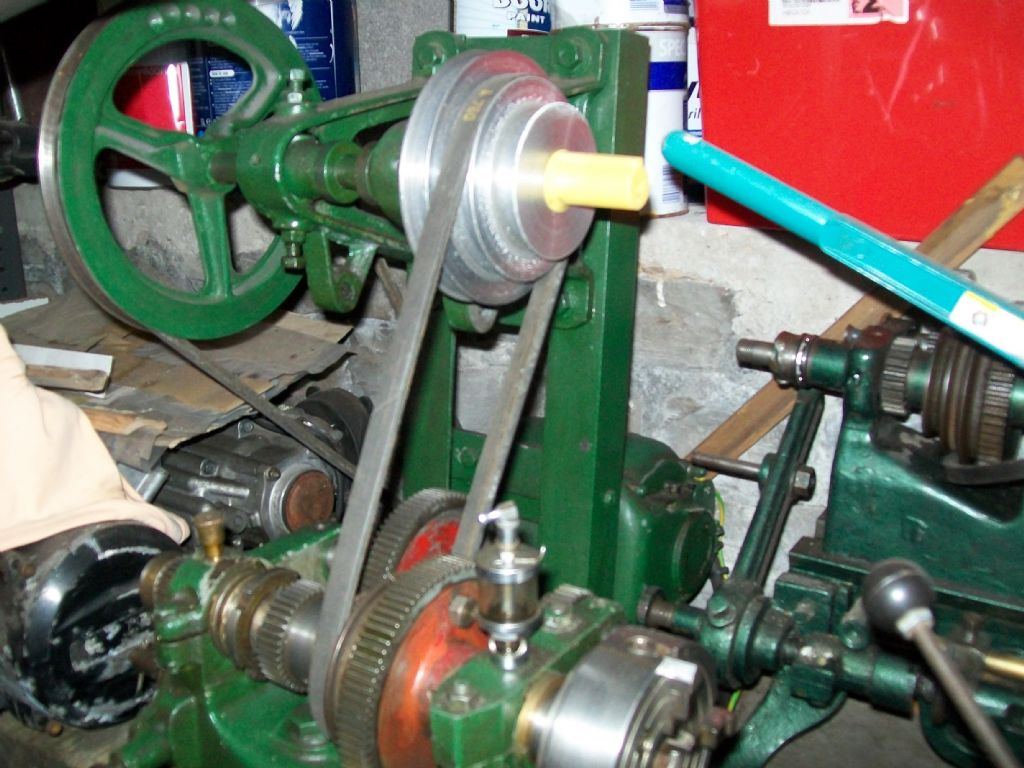  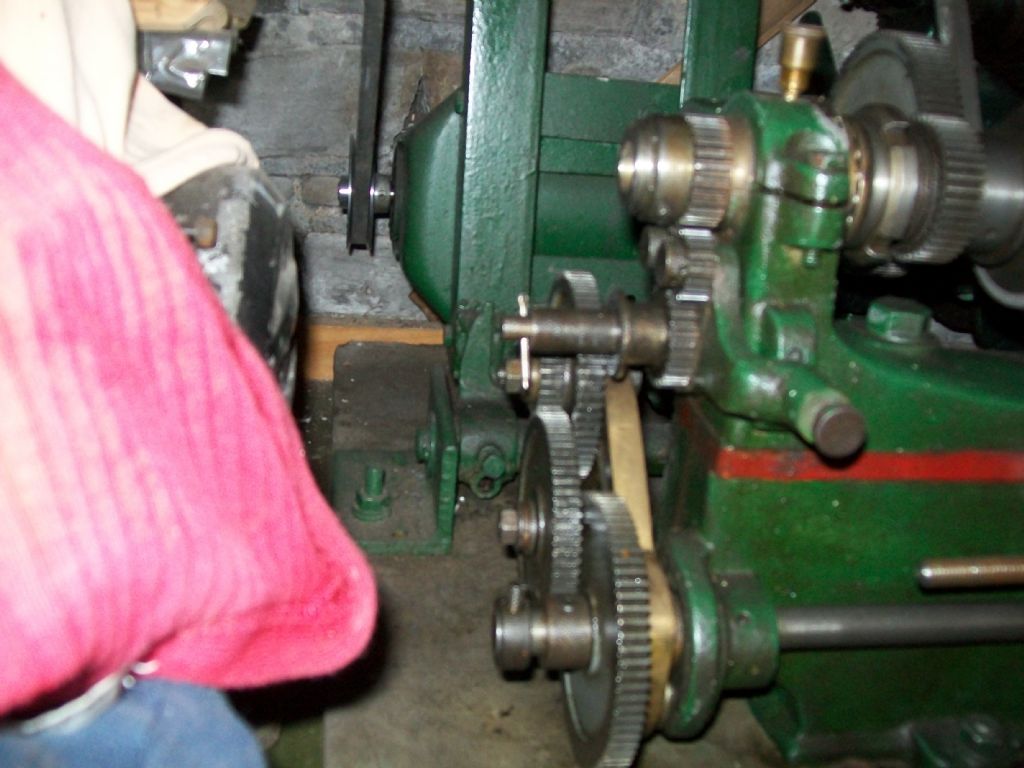  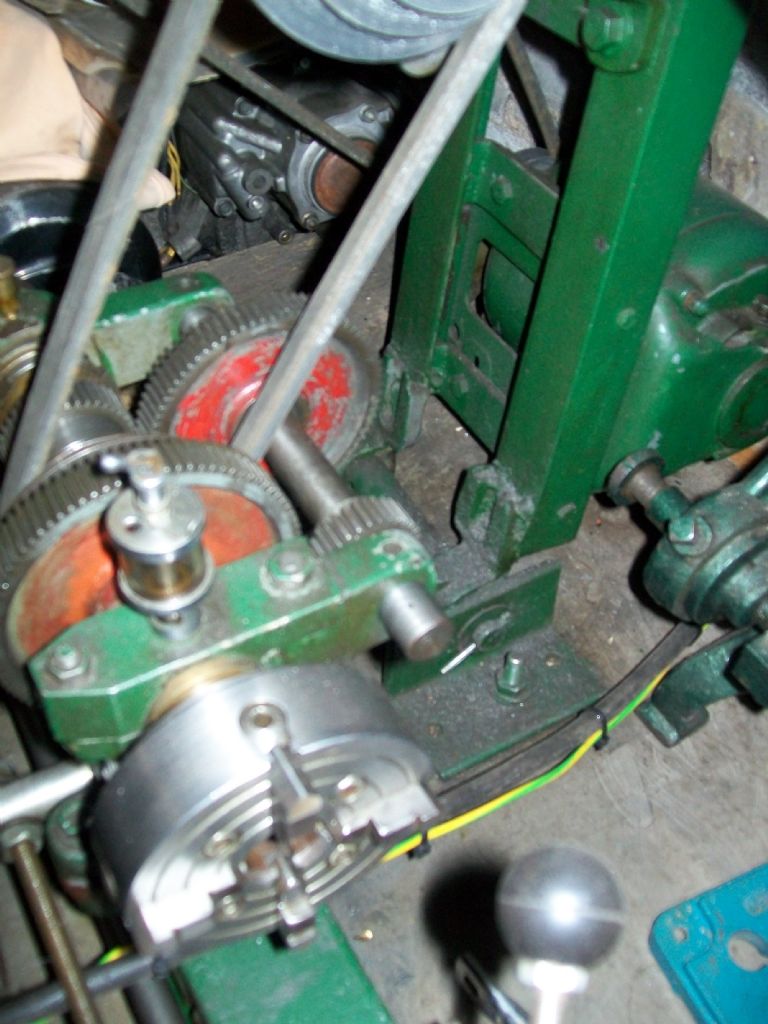 Regards Paul |
| Thread: Brooks Delta Configuration/Inverter Information |
| 08/10/2011 19:41:28 |
Linear from here Farnells Regards Paul |
| 08/10/2011 16:44:00 |
This is the motor wiring  I wouldnt use the drum switch it may harm you inverter, you will have to construct or buy a control pod to suit you particular inverter lots on Fleabay, look for Drives Direct Dave is very helpful (usual disclaimer). I made my own pod cost about a tenner took me a while to work out the wiring on my inverter and the component value required: 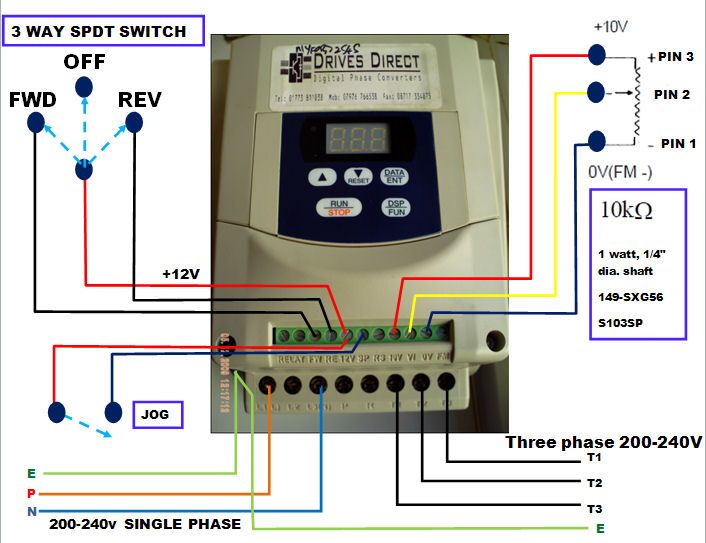 Regards Paul |
| Thread: Accurately marking centre line |
| 25/09/2011 17:47:18 |
Posted by John Stevenson on 24/09/2011 20:50:43: You need one of these. El cheapo digital and a bit of work on the bench grinder or linishing belt. John S. Thanks John what a simple and very effective idea, just made one now to Bogs design Regards Paul (Apologies to the OP for the OT post) |
| Thread: Miracle |
| 08/09/2011 22:10:19 |
Posted by alan frost on 06/09/2011 16:08:26:" I keep putting off using my TIG welder and cheap Aldi stick welder. My Aldi 145 amp stick box is great but eats 15 amp fuses.... or should I say it did  ...... ......Regards Paul
|
| Thread: Benches |
| 08/09/2011 21:58:25 |
Mine is made from 2 old railway sleepers topped with 1" marine ply this is supported by 2x 9" blockwork piers which are tied into the wall of the workshop. It might sound overkill but my main reason for something this solid was so the Denbigh fly press mounted on it didn't move. Regards Paul |
| Thread: Calculating Feed Rate using Myford G-box |
| 04/09/2011 17:25:00 |
Posted by John Stevenson on 04/09/2011 15:42:59: Repost the photo - sod the Myford. ROFL |
| Thread: 3 phase |
| 31/08/2011 19:27:52 |
If you are going to use a welder then in my opinion a Rotary converter would be a better choice as Inverters are suited to motors. Pros & Cons: Inverter: (VFD) gives excellent variable speed control over a 3 phase motor by being able to vary the current frequency, mine goes from 0Hz to 200Hz potentially enabling a 1425 rpm motor turn at 5700 rpm, I find it very convenient originally with my ML7 changing speeds was a stop the lathe and change pulley affair now it's simply a case of reaching for the control pod. Dosent like current being interrupted, most manufacturers warn of fitting switches on the outlet side of the unit. Rotary: Copes with interrupted demands (like you welder) downside it has to be running (idling) all the while you need 3 phase. Can be scratch built quite cheaply. Another thing you could look at is "unique3phase" it seems to be a static convertor but 415v and home made, I eventually plan to build one. Regards Paul |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!