Member postings for Dave S
Here is a list of all the postings Dave S has made in our forums. Click on a thread name to jump to the thread.
| Thread: Piercing saw blade advice wanted. |
| 02/02/2023 18:51:45 |
Cookson do a good selection. I have a Super Pike selection set I bought from them. This one I generally use the Vallorbe 8/0 for most of my other stuff (watch dials and hands) and the platinum king ones for steel - usually 2/0 for the thicknesses I’m cutting. Dave Edited By Dave S on 02/02/2023 18:54:04 |
| Thread: Gauge Plate for Form Tools |
| 05/01/2023 16:56:20 |
The reason for using a cone drill was the size of the curve could be got correct by the correct depth of drilling, *and* the cone automatically adds the required relief to the cutter. Made a few that way. Dave |
| Thread: Creating a set of changewheels |
| 01/01/2023 10:39:47 |
I’m away so can’t look it up, but I’m pretty sure the calls are in Ivan’s book. The diameters relate to the number of teeth and the module size. Dave |
| Thread: Not a G-clamp |
| 15/12/2022 12:30:44 |
I would also say valve spring compressor. I have one a bit like that which did actually start out as a g clamp....
Dave |
| Thread: Let's talk about Drill bits, specifically twist drills. |
| 12/12/2022 17:28:15 |
Posted by Bazyle on 12/12/2022 11:01:12:
The reason for using a centre drill not a spotting drill to start is that is it is rigid but your tailstock must also be firm, the barrel not sloppy, and of course on centre. Make sure there is no residual burr to throw off the next stage drill which is why you go in to just start using the coned part of the centre drill. I disagree. The reason for using a centre drill is to put a centre in the end of a bar without having to use 2 (pilot and cone) drills. A spotting drill is exactly the correct drill to spot a drilled hole. They have very short flutes, often made of carbide, and no centre pilot tip to snap off. At least as stiff as a centre drill. Spotting drills don’t create a 60 degree cone, but rather a more correct cone to guide the following drill. The centre drill cone doesn’t really guide well, as the corner of the cone can cause the lip to dig in and push the drill off axis Youtube machinists seem to get this wrong, and a large audience follows them. I have used a centre drill to spot, but then I doubt I am alone, at least I know it’s wrong - rules are for the obeyance of fools and guidance of the wise Dave |
| Thread: M3 (5.5) flat spanners |
| 06/12/2022 21:16:25 |
Pimoroni do this nice looking set: https://shop.pimoroni.com/products/combination-spanner-set?variant=30261559558227 Dave |
| Thread: Any Parcelforce delivery issues during strike? |
| 30/11/2022 12:56:18 |
Can’t comment about the evri thing, but last week I returned a dry suit ( other hobbies) using Parcelforce 48hr tracked service and it wasn’t delivered to the company until a week later. It should have missed the strikes based on the dispatch from me and the 48hrs, but it just sat in a depot after collection from the local post office. Dave |
| Thread: Surface plate |
| 24/11/2022 20:35:31 |
When I did the kitchen worktops in our old house I used granite floor tiles. I still have some off cuts in the garage. That same kitchen also had porcelain floor tiles as it happens Both tile types were roughly the same thickness, around 15mm I can tell you that the granite tops looked spectacular, and were *considerably* cheaper than getting a kitchen fitter to put in a “solid” granite worktop. The floor tiles had a perfect reflection, so were quite flat, but I wouldn’t like to use them as a surface plate - too thin. |
| Thread: Two stroke v 4 stroke piston |
| 24/11/2022 15:00:13 |
4 strokes often have separate valves, 2 strokes often use the piston as a valve - via the ports in the cylinder wall. The piston top on a 2 stroke might have features to help retain the mixture and swirl it - like a 'wedge' shape. I dont think 4 strokes do.
Dave |
| Thread: Hobbing on horizontal mill |
| 23/11/2022 18:32:52 |
IIRC, and its been a few years.... The spindle had a pulse generator on it, which was fed into a box of electronics. That electronics did pulse dividing, which generated the step signal to drive a stepper motor which was attached to the input shaft of a sodding big dividing head. It was a Victoria universal horizontal - so the table could be swivelled to match the hob angle I think. There are pictures somewhere, either here or over on the homeshop machinist bbs Dave |
| Thread: Good tweezers? |
| 18/11/2022 19:22:43 |
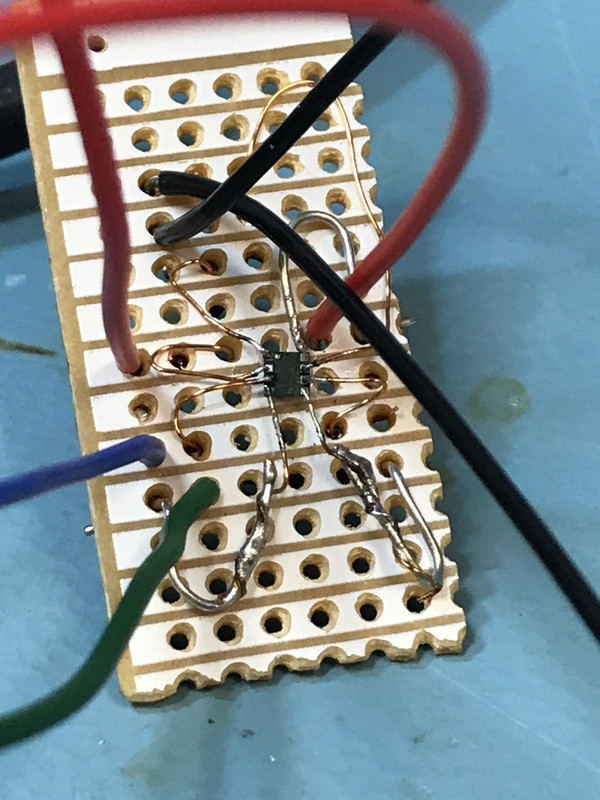
Vetus are what I use, and they are good enough for very small precision work:
That’s standard 0.1” veroboard I deadbugged for a prototype. I also use them for watchmaking. Normally use number 3 shape, but also use number 5 for really fiddly stuff Dave |
| Thread: Surface plate stand |
| 12/11/2022 17:33:17 |
3 points of support define a plane unambiguously. Starrett plates have the 3 points marked during manufacture to enable the end user to support the plate as it was made. This removes potential changes because of the supports. The bottom of my plate ( and I imagine many other Chinese plates) is not marked for where the supports should go. It is however quite flat, so I figured a flat thing on a flat thing is probably ok. The top surface checks out too as flat as I can reliably measure in an un temperature controlled garage so Im happy with it. Dave |
| 12/11/2022 16:33:43 |
I cheated for my main use surface plate - It is sitting on a 4'x2'6 cast iron surface table...That plate is a 450x450 granite one. It doesn't have support point markings, so I figured that supporting if on a flat was the best thing. My 2'x2' Cast iron plate (I use it as a welding table) is on a fairly weedy looking stand made form 1" box section. That supports the plate on its 3 feet, with additional 'anti tip' supports just off touching (like a feeler gage off) Dave |
| Thread: Drilling straight |
| 08/11/2022 19:20:59 |
6mm deep is only 2.5 diameters. That should be fairly straightforward. it’s likely the problem is at the start of the hole. Once a drill wanders it is very unlikely to self correct. 56 holes is worth a little effort in jigs. A top hat drill bush carefully made - bore the hole to a tight sliding fit on the drill, face the end in the same setup to ensure squareness and the harden fully, maybe temper to straw. Clamp this to the bar and it will ensure the start can’t wander away. I would be tempted to purchase a good quality solid carbide drill - not for the hardness, but for the stiffness. Dave
|
| Thread: Surface Grinder refurb |
| 29/10/2022 20:41:33 |
I just used a normal single phase motor and a steel disk. I load it with 7 micron paste to polish:
Dave Edited By Dave S on 29/10/2022 20:42:13 |
| Thread: Bridgeport used spares |
| 25/09/2022 12:10:35 |
The late JS used to repair these by filling the slot with weld and remachining it. I think there are some photos and how to over on the home shop machinist bbs. Might also be something here in the Bodgers Corner thread (think that’s what it was called)
Dave |
| Thread: Workshop Machines - How Big is Too Big? |
| 18/09/2022 18:03:46 |
I’ve never really worried about the size of a machine. I started with a Super Adept, quickly followed by a Unimat. I had a shaper, but then accidentally bought a much bigger mill than intended - I was after about a Bridgeport size, but a TOS FNK25 came up cheap. It’s 1700kg. The only one that I didn’t move initially was the TOS - the place I bought it from was having some other machines moved so 100 quid got the mover to drop it off at my door Dave |
| Thread: Mill spindle runout |
| 10/09/2022 16:10:13 |
Whilst it needs to end up as mt2 (probably) it doesn’t have to be mt2 whilst fixing it. I would bore the spindle to a suitable cylindrical diameter (probably large end of mt2 ish) Then loctite or shrink fit a plug in and finally bore and ream that using the spindles own bearings. Probably worth replacing the bearings whilst your doing it - modern new bearings of reasonable quality are not expensive and are sufficiently accurate for the job.
Dave |
| Thread: drilling tool steel |
| 01/09/2022 21:54:22 |
Silver steel is normally sold annealed, then hardened after machining. however if hardened can also be drilled using carbide drills. How deep is the hole, or is it cross wise? Dave |
| Thread: Low viscosity 100% clear 2-part epoxy |
| 13/08/2022 19:31:52 |
Try here: Dave |


Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!