Forum sponsored by:

Smaller parting blades in dedicated toolholder?
| Jon Gibbs | 30/04/2014 14:29:13 |
| 750 forum posts | I've just bought one of these for my ML7 and it works very well but the blade is very wide - 5/32". I hadn't really appreciated this when I ordered it. It's 24mm tall and 5/32" wide. So for most small projects it seems to waste quite a lot of material IMHO.
Do I buy a second blade and grind the business end narrower to create a more frugal parting blade or is there a neat way to modify the holder to match smaller blades for small projects? Any advice or suggestions gratefully received. Thanks Jon |
| Michael Gilligan | 30/04/2014 17:58:38 |
 23121 forum posts 1360 photos | Jon, For very small work, these are good. ... but I'm guessing you want something mid-way between the two. MichaelG. |
| Neil Wyatt | 30/04/2014 21:47:46 |
 19226 forum posts 749 photos 86 articles | I suppose it depends how large a diameter of stock you want to part off. I get on very well with a 1/16" thick blade from Arc. I have ground about 1/8" of the 'spare' end to around 1mm thick, not so much for frugal parting as for very fine grooving. Neil |
| Jon Gibbs | 01/05/2014 08:46:37 |
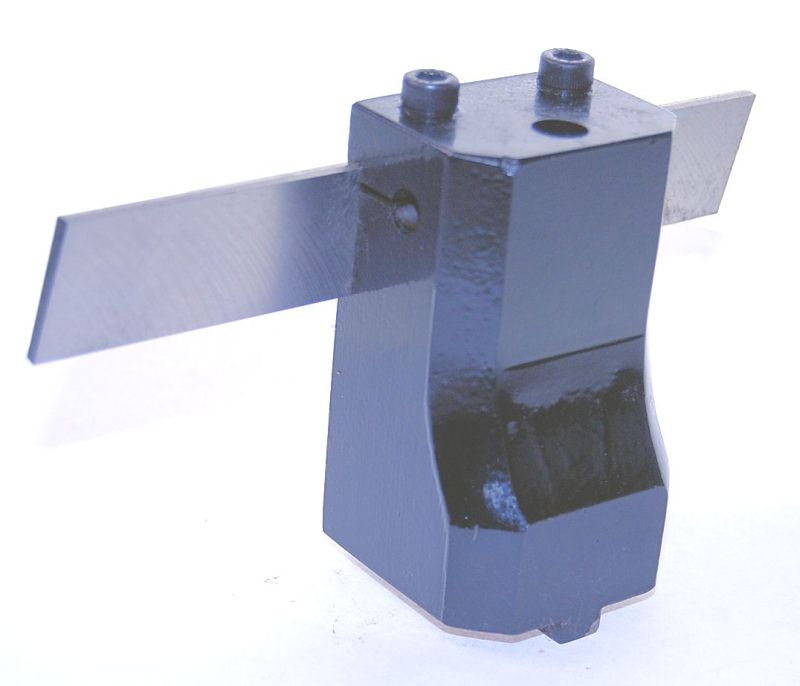
| 750 forum posts | Thanks for the replies. As an experiment I decided to try to create a fixture for a 3/32" parting blade from Arc I already had. Milled a flat step onto the side of a piece of flat MS bar and filed a dovetail onto the top to fit top of the toolpost recess and a matching one to accept the top of the thinner parting blade. After test-fitting the blade for vertical I found I needed a spacer between the blade and the back of the toolpost recess. In the end I used a couple of headless pins - one from each side. I was a bit worried about stability but a couple of test cuts went pretty well - I'll try it out and see how it goes. Here are a couple of photos. The first shows the new and old parting blades.
The second shows the small MS spacer in-place.
Jon Edited By Jon Gibbs on 01/05/2014 08:47:23 |
| Ian P | 01/05/2014 09:20:07 |
 2747 forum posts 123 photos | Going by your picture it looks as if the pins you mention need to be thinner so that the blade has equal clearance on each side, or maybe its the step in your loose plate that is too thick? If the main block is not too hard I would be tempted to drill and tap the blade recess so that an un-tightened countersunk screw could retain your loose plate. If the loose plate was almost full height (of the blade recess) and the right thickness it could hold the blade so it is flush with the face of the block so you could part off right upto the chuck jaws. When you grind the blade to create top rake do you usually have to shim up the block to get the tip on centreline? Ian P |
| Jon Gibbs | 01/05/2014 09:41:52 |
| 750 forum posts | Thanks Ian, Your points are well taken. I have to admit I just knocked this up using a bit of plate I had about and it should have been thicker and taller in hindsight as you so rightly say and bring the blade out towards the front of the holder for flush cutting. I think that sounds like a good Mark 2. As it happens the step on the loose plate goes about half way down the back of the blade but I didn't want to go too thin on the step. This again is where a thicker plate would have helped. Anyway that's why I need the pins in order to restore the blade to vertical because the dovetail recess pushes the blade towards the back and the plate isn't there to stop it. So a taller, thicker plate next time. I must admit for grinding I used the tailstock live centre point to mark the centre line on the blade (sharpy marked) when it was mounted before I ground the blade and rake first time around. So, I haven't had to resort to shimming yet but I guess that's always an option - I have a couple sets of cheap dismantled feeler guages ready for that purpose. Jon |
| John Billard | 01/05/2014 09:57:20 |
| 42 forum posts | I have used a hacksaw blade suitably ground in a slotted holder I made. Just the job for smaller work especially brass fittings etc. It is easily reground and even in the event of breakage it only takes a minute or so to sort out. Best wishes John B
|
| Jon Gibbs | 01/05/2014 10:56:59 |
| 750 forum posts | Ian, Having thought about your comments some more... As the end of the blade gets ground/honed, I'll be needing to lower the tool in the holder rather than shimming the holder or tool up as in the front toolpost. Is the idea of shimming, to start with the tool above the lathe bed on shims and then gradually reduce the shims as the tool gets rehoned and reground? Have I made a fundamental error - I guess I could just regrind a new front on the parting blade. Jon |
| Jon Gibbs | 01/05/2014 20:38:15 |
| 750 forum posts | Ok, well based on Ian's comments. Here is the Mark II...
Managed to get the blade flush with the face of the toolholder and upright although I haven't milled the face of the packer piece flush yet. TBH I didn't want to muck it up given that it fits so nicely. I thought about the retaining screw but it just isn't needed really. ...and it works as well as could be expected. Many thanks for the suggestions Jon |
| Jon Gibbs | 02/05/2014 10:25:37 |
| 750 forum posts | Post Script. I had one of those 3am bolts of inspiration and realised that with a 2" diameter fly-cutter in the spindle I could mill the packer close to flush in-situ in the holder with the smaller blade holding everything firm - which is just what I did. It now stands a about 30 thou proud of the toolpost. Thanks again Jon |
| Ian P | 02/05/2014 10:36:13 |
2747 forum posts 123 photos | Posted by Jon Gibbs on 02/05/2014 10:25:37:
Post Script. I had one of those 3am bolts of inspiration and realised that with a 2" diameter fly-cutter in the spindle I could mill the packer close to flush in-situ in the holder with the smaller blade holding everything firm - which is just what I did. It now stands a about 30 thou proud of the toolpost. Thanks again Jon If your nocturnal bolt was a metric size you could have used a 50.8 fly cutter and got the blade within 0.5mm of the face! Looks like yo have got a really usable solution, when I do things like that I need about five iterations to get what I want. I would not be too concerned about the centre height problem, if the parting is just to separate the metal into two separate lumps you can always press on regardless and stop before you get to the middle. IanP
|
| Jon Gibbs | 02/05/2014 11:12:37 |
| 750 forum posts | Posted by Ian Phillips on 02/05/2014 10:36:13:
If your nocturnal bolt was a metric size you could have used a 50.8 fly cutter and got the blade within 0.5mm of the face!
Hahaha - Very good! Far too quick for me! Thanks for the inspiration. Jon |
| chris stephens | 04/05/2014 16:05:02 |
| 1049 forum posts 1 photos | Hi Guys, If you want top rake, as you should, angle the holder and not grind the blade which will cause problems when parting deeper than the grind allows. chriStephens |
| Ian P | 04/05/2014 21:24:18 |
2747 forum posts 123 photos | Posted by chris stephens on 04/05/2014 16:05:02:
Hi Guys, If you want top rake, as you should, angle the holder and not grind the blade which will cause problems when parting deeper than the grind allows. chriStephens If the holder is angled then the tip height is only correct at one blade length. If the blade holder has no vertical adjustment then the big advantage of this type of parting tool (replaceable blade) is lost. When I am parting large diameter work I often increase the blade length in stages, in fact its essential if I part of 4" diameter steel which needs 2" of blade to get to the centre. Ian P |
| chris stephens | 04/05/2014 22:18:31 |
| 1049 forum posts 1 photos | Hi Ian P, absolutely correct but the OP was asking about thin blades and 1/16th inch was mentioned, I would caution against parting 4" stock with such a blade. I have a number of parting tools and my favourite is a 1/16, at an angle of 6 degrees, and have it set for centre height at about half inch projection, which is actually more than Eclipse recommended for their blade/holder combo but it still works very well. Sharpening is dead easy only needing the front to be ground. I do mill the taper off the top of the blade, so it is horizontal left to right, before fitting it in the tilted sub base. For deeper parting I use a horizontal 5/32 blade, with a vee ground in the length of the top as suggested by GHT, which also works fine but I only have just enough blade projection to do the job in hand chriStephens.
|
| Ian P | 04/05/2014 23:16:54 |
2747 forum posts 123 photos | Chris The blade I use most is 3mm thick and its in a Dickson holder so although it only sits level, adjusting its height is easy. Like you I usually grind the top taper edge flat, although that reduces the width of the cut slightly which whilst being counter productive does stop the blade being pushed to one side. Anyway, with a sloping cutting edge how does one know which bit of the cut is the point that should be on centre! I have just noticed that the OP said he was using a 5/32" wide blade, That would probably be OK with 2" projecting. My 4" steel cut is a rare occurrence but I have done 5" Acetal a few times and have to do that in stages because of cross slide travel limitations. IanP |
| Martin Walsh 1 | 05/05/2014 09:49:33 |
| 113 forum posts 2 photos | Posted by John Billard on 01/05/2014 09:57:20:
I have used a hacksaw blade suitably ground in a slotted holder I made. Just the job for smaller work especially brass fittings etc. It is easily reground and even in the event of breakage it only takes a minute or so to sort out. Best wishes John B
Same here I find hacksaw blades make very good parting tools with a suitable slotted holder. Cheap as chips as well I keep all my broken or worn out blades now
Best Wishes Martin
|
| chris stephens | 05/05/2014 13:11:55 |
| 1049 forum posts 1 photos | Hi again Ian, When I mill the top taper away I only go deep enough to take the minimum off so leaving the blade to full width, so depth of parting is irrelevant. I use the mill for such purposes as it is much more controllable than a grinder and I can stop just where needed. ATB chriStephens |
| chris stephens | 05/05/2014 13:25:04 |
| 1049 forum posts 1 photos | Ian part two,! "Anyway, with a sloping cutting edge how does one know which bit of the cut is the point that should be on centre" Er, maybe the same way you do with a ground in top rake? Sorry if that reads as flippant, but I don't see a problem or am I reading it wrong, not for the first time. If you are talking about the holding taper, then I quite agree. When I bought a new 5/32" blade for my Dixon, the first half inch or so was already flattened, attention to detail or what? happy partings chriStephens
|
| Howard Lewis | 05/05/2014 16:48:05 |
| 7227 forum posts 21 photos | Being a sloppy worker, my 3/32 wide parting blade is set level in the back toolpost on my lathe, and so has zero top rake, (AND the front face is ground at an angle in the hope of leaving a pip on the stock, and a reasonably flat rear face on the workpiece). With a steady drip feed of soluble oil / water the swarf comes away quite well, and dig ins (which is what this way of grinding invites) are pretty rare. Usually the result of being over enthusiastic with the feed! Howard |




Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Smaller parting blades in dedicated toolholder?