Forum sponsored by:

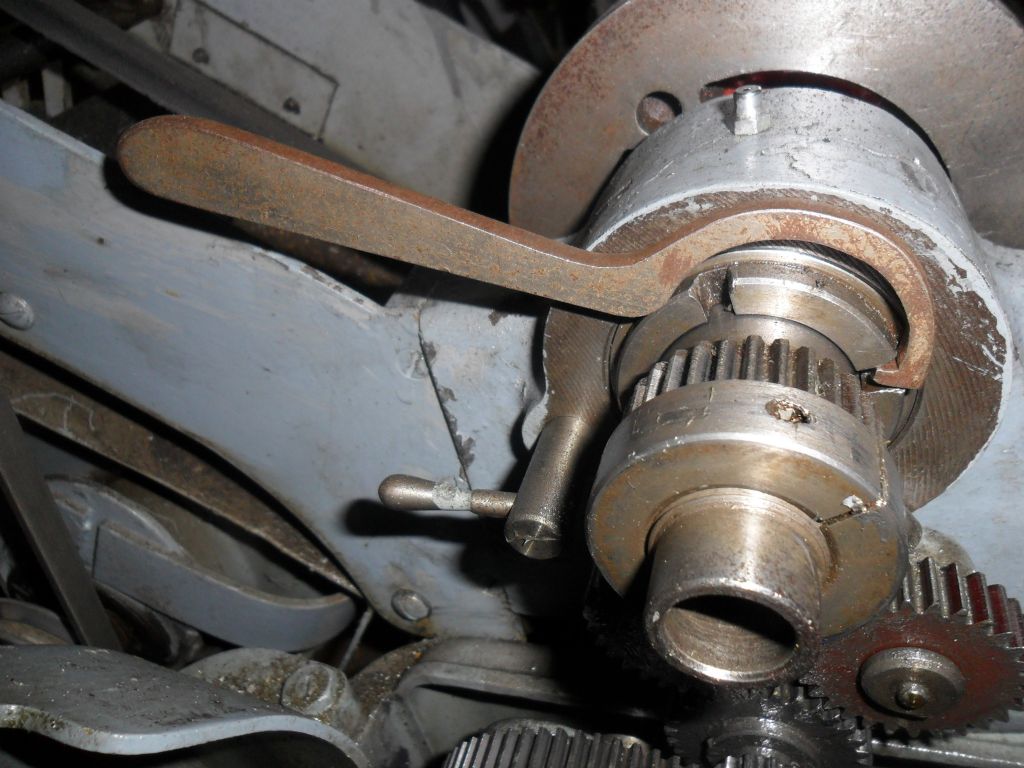
Myford Super 7 Headstock bearings
Recommended tightness of Adjustment Rings
| Adam Harris | 27/02/2014 21:53:25 |
| 533 forum posts 26 photos | Can anyone please tell me how tight the two adjustment rings either side of the rear headstock bearing should be? Should the C Spanner be pulled as hard as is pretty much possible to tighten them both as far as they will go, or less hard, and if less hard, how much of a turn (1/4? 1/2? ) should the C spanner be backed off from fully tight. I realise they need to be tightened up together in a balanced gradual way in order not to interfere with the alignment of the shaft, but there is nothing in the manual about how tight they should be set....Many thanks for any help. Adam Edited By Adam Harris on 27/02/2014 21:53:52 |
| Michael Gilligan | 27/02/2014 22:07:22 |
 23121 forum posts 1360 photos | Adam, No personal experience of the Super 7, but There's a copy of the manual here ... might be of some help. MichaelG. |
| KMP | 27/02/2014 22:19:51 |
| 73 forum posts 2 photos | Adam Myford produced a Service Call Sheet which detailed the replacement of the spindle drive belt including the adjustment of the main spindle bearing. I'm not sure if the new Myford company still have them they were a couple of pounds if my memory is correct. Basically you adjust the inside collar until you feel some drag on the spindle taper bearing and then tighten the outside collar until it locks and then give it a "sharp wrap" with a mallet. Yes it is that technical. From memory it takes a few attemps to get it just right. One must back off the adjustment collars and tap the spindle to release and start again should the spindle tighten as you lock the collars up. Run the machine to ensure that the front bearing is not heating up. Hope this helps a little. Keith |
| Adam Harris | 27/02/2014 22:20:18 |
| 533 forum posts 26 photos | Thanks Michael - already have the manual but no mention of tightness required. Adam |
| Adam Harris | 27/02/2014 22:22:49 |
| 533 forum posts 26 photos | Hi Keith, fantastic info - many thanks indeed. Will do this. So the effect is that the adjuster rings end up being pretty darn tight? |
| KMP | 27/02/2014 22:26:47 |
| 73 forum posts 2 photos | Adam Send me a message with your e-mail and I will send you a present in PDF format.
|
| Michael Gilligan | 27/02/2014 22:32:05 |
23121 forum posts 1360 photos | Posted by Adam Harris on 27/02/2014 22:20:18:
Thanks Michael - already have the manual but no mention of tightness required. Adam . Sorry, Adam ... obviously tired, I missed that bit in your first post. MichaelG. |
| KMP | 27/02/2014 22:37:37 |
| 73 forum posts 2 photos | Sorry Adam, forgot to answer your question. No not that tight really when they are locked together with a steady pull which overcomes the drag on the locking collar you will feel the bearings come together having taken up all the free play in the bearings. A sharp wrap with the mallet will tighten a further 1 - 2 serrations on the C rings. Don't do what I did once and break the C spanner. Keith |
| Adam Harris | 27/02/2014 22:41:14 |
| 533 forum posts 26 photos | Ha Ha - thanks for that tip. OK I will take only a moderately firm approach! Adam |
| speelwerk | 27/02/2014 23:03:13 |
| 464 forum posts 2 photos | When you think you have the correct setting, mark the placing of the outside collar on the headstock casting, if you have to make further adjustments you have a reference point. Niko. |
| Adam Harris | 27/02/2014 23:14:15 |
| 533 forum posts 26 photos | Hi Niko, very good advice thank you. Best wishes, Adam |
| Nobby | 28/02/2014 00:12:45 |
 587 forum posts 113 photos | Hi Adam & Guys |
| Adam Harris | 28/02/2014 09:03:07 |
| 533 forum posts 26 photos | Hi Nobby, many thanks. Adam |
| Martin Kyte | 28/02/2014 09:46:25 |
 3445 forum posts 62 photos | This is the Myford protocol 1. Power Down 2. Remove all belt tension. 3. Remove Chuck 4. Rotate RH collar one complete turn. (top towards you). 5. Rotate LH collar one complete turn. (top towards you). Spindle should be completely free of front bush. 6.Loosen allen screw on collar at end of spindle. 7. Using the Allen key tighten collar as tight at it will go by hand. Inner tapered roller races are now locked together with correct pre-load. 8. Back off LH collar one complete turn + a bit (top away from you) 9. Rocking the spindle by holding the spindle nose tighten the RH collar by hand (top away from you). 10. When you feel resistance to movement stop. 11. Collar should be just tight enough that spindle can just be moved by hand holding the nose. 12. Do up the LH collar by hand (top towards you). You should still feel resistance when turning the spindle by the nose. 13. With the crescent wrench on the LH collar tap the end smartly with a 12oz hammer. The spindle should move forwards by a couple of tenths and be completely free running. 14. With the lathe running slowly (lowest direct speed) put the oil gun in the front oil cup and pump until oil issues from the front bearing. regards Martin |
| Adam Harris | 28/02/2014 16:35:13 |
| 533 forum posts 26 photos | Many thanks Martin for these clear instructions. Very much appreciated! Best regards, Adam |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Myford Super 7 Headstock bearings