Forum sponsored by:

Sieg C6 Lathe new threading possibilities
| Ian Hansen | 03/12/2013 06:33:24 |
| 29 forum posts 3 photos | Hi Guys, have worked out many new gear combinations for Sieg's C6 lathe. Can cut all tpi and mm threads in common use today. In order to do this, make one small grind and one small milling cut to the gear rest. This makes it fit better, and allows many more threads to be cut, with the supplied gear set. If interested in turning a fairly capable lathe into a world beater let me know.
|
| Bob Perkins | 03/12/2013 07:37:54 |
| 249 forum posts 60 photos | Hi ian i would be of interest as it may be the same arrangement for the SC4. regards Bob.. |
| Chris Parsons | 03/12/2013 09:52:27 |
 118 forum posts 37 photos | Yes, me too please? (Also have an SC4)
Regards Chris |
| John Shepherd | 03/12/2013 10:15:17 |
| 222 forum posts 7 photos | Not shown in my manual for the C4 but you can also reverse the lead screw for LH threading by moving the small idler gear (A) to the shaft that has the belt pulley. Maybe same for C6? Ian - Yes please give details of your mod. Regards John |
| Stub Mandrel | 03/12/2013 20:54:33 |
 4318 forum posts 291 photos 1 articles | HI Ian, Why don't you do a brief write-up of your modification for MEW? Neil |
| Ian Hansen | 04/12/2013 03:38:33 |
| 29 forum posts 3 photos | Hi Guys, thanks to all of you who replied. The Sieg C6 (or Axminster) can "only" cut 20 threads as per the thread chart supplied with the lathe. My lathe has a 2mm leadscrew. My calculations will only work with that. As of yesterday, the C6 can cut 46 threads -all of the metric and imperial needed. This is the first time I've ever used a forum. Don't know how to include a photo. The small modification requires a little grinding of the gear rest or holder or banjo. And a small 30 degree milling slit. These increase the clearance between the holder and the 40 tooth gear assembly permanently attached to the lathe (unless you wish to use the reverse gear). I reiterate that I've only had access to the gear set supplied with the C6 (25,30,33,40,42,50,55,60,66,70,75,80 and 90 toothed gears). But these will make 18 additional threads, mostly imperial. I can provide charts, and a photo if interested. But if okay I will send it to the forum host who can disperse to interested people. Sieg are going to provide me with all the gears I haven't got to turn 46 "perfect" threads with almost zero error. A revised chart will be made available asap. |
| Les Jones 1 | 04/12/2013 10:04:06 |
| 2292 forum posts 159 photos | Hi Ian, Les. |
| Steve Withnell | 04/12/2013 21:34:43 |
 858 forum posts 215 photos | So the mod allows the banjo that holds the gears to swing closer to the spindle, so that smaller gears can be used at the top end? I have converted my C6B variable speed to two speed ranges 45-450 and 250 - 2500 rpm which really does make a big difference to the capability of the machine.
Adding the extra threading capability would really finish it out.
Steve Edited By Steve Withnell on 04/12/2013 21:36:10 |
| Ian Hansen | 05/12/2013 04:09:37 |
| 29 forum posts 3 photos | Hi Steve, yes it would allow a little lathe to do "big stuff.
When you reply I'll include the revised gear chart. This hopefully will only be a temporary one since Sieg is looking at providing accessory pack of all the gears necessary for really accurate threads. Mine will suffice perfectly for all threads, but is a little out for some - but nothing to worry about, unless you're trying to make a spaceship! Ordinary nuts thread effortlessly if you do your part on the thread. Edited By JasonB on 05/12/2013 07:28:53 |
| Ian Hansen | 05/12/2013 04:16:45 |
| 29 forum posts 3 photos | I forgot to mention I can really, highly, unequivocally recommend dealing with Steve Tao of Ausee.com.au Even though Steve is in Australia he specialises in mail order and has access to machines/ parts etc no-one else does. Ask him for a catalog or check out his website, which is growing all the time. He started his business earlier this year. |
| Steve Withnell | 05/12/2013 17:21:24 |
858 forum posts 215 photos | I'm in the UK, so ArcEurotrade are my favoured supplier. I saw in a related thread that Ketan Swali at Arc had supported Steve in setting up his business. If Steve is following in Ketan's footsteps then you have a great supplier. I would appreciate the revised gear chart. If you are interested in the "Two Speed" mod, I'll send you some notes & pictures. Steve
|
| Ian Hansen | 07/12/2013 03:42:32 |
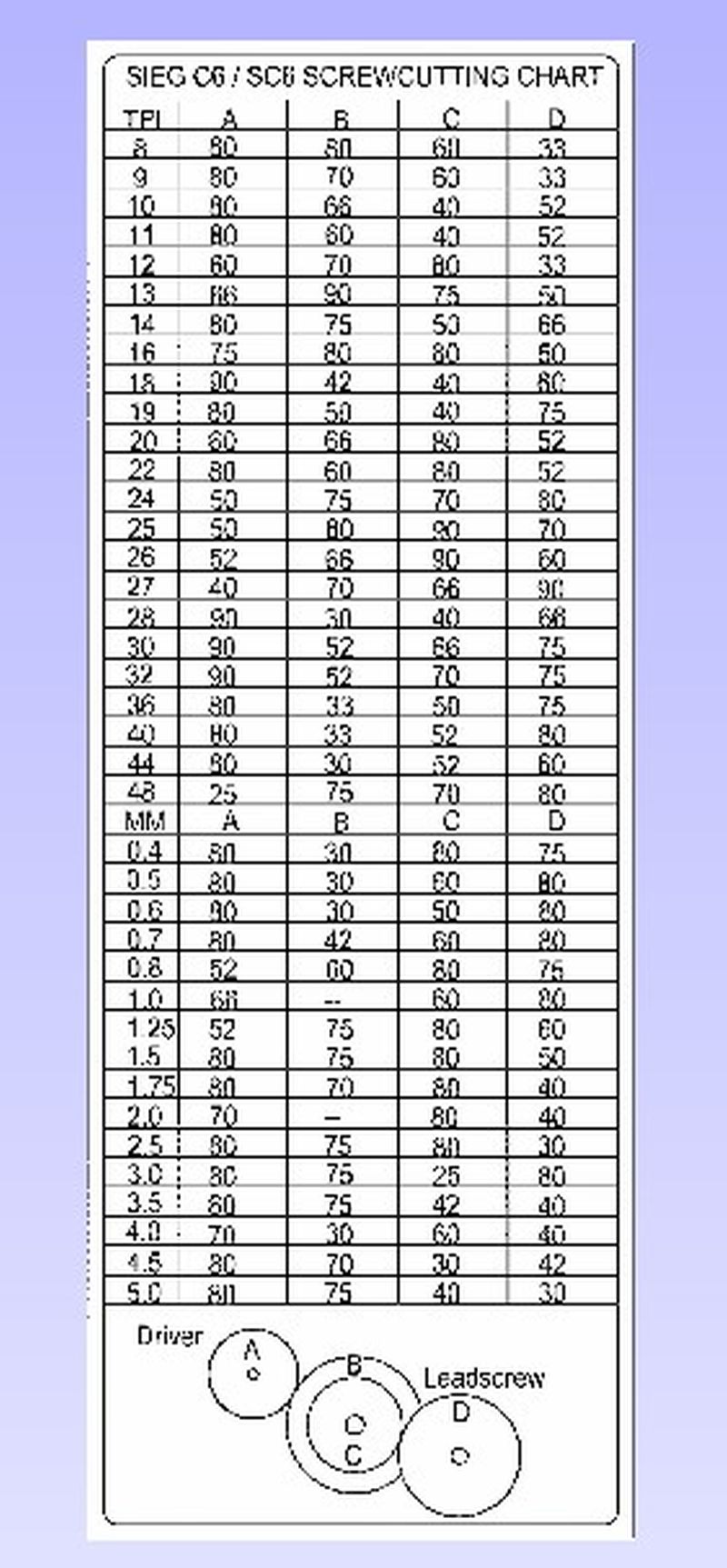
| 29 forum posts 3 photos | Hi Guys, have sent Steve Withnell my revised gearing chart for the Sieg C6 lathe. I have used all of them and they work very satisfactorily. Cannot say whether they would work on the C4 since the gears are more than likely different. On the C6 there is a supplementary 40 toothed gear above the banjo which complicates things. However all calculations work. Hope you spread these revised gears around. When I purchased my lathe two years ago it seemed silly for only a few threads to be cut on such a good lathe (relatively speaking). Soo.. I eventually got around to calculating additional threads. Only then did I realise that with the extra gears Sieg is looking at providing, this lathe could cut anything. I have threaded 5mm which is a very coarse thread, down to the tiniest 254 tpi which is ridiculously small - watch maker stuff probably. Also I have the Sieg SX2P mill, which I cannot recommend highly enough, and the Sieg G1 bench saw for metal cutting. I prefer it to a bandsaw 'cause it can go on a bench and not intrude into walk spaces. |
| Steve Withnell | 07/12/2013 14:03:58 |
858 forum posts 215 photos | Here is the Uprated gear chart that Ian produced on the back of his modification he described in this thread: Steve |
| Steve Withnell | 07/12/2013 14:07:03 |
858 forum posts 215 photos | I have checked the link and it is working.
Steve |
| Ian Hansen | 08/12/2013 05:07:13 |
| 29 forum posts 3 photos | Thank you very much Steve, on behalf of all those who will/might benefit from my calculations and your computer nouse. |
| Steve Withnell | 08/12/2013 17:56:13 |
858 forum posts 215 photos | Hi Gray, I can can provide you with a dimensioned photo(s) of the C6B "gearbox" but I'm not familiar with the names you are using. I'd be interested in a screwcutting clutch for my C6B as it can get a bit exciting as it's currently configured...
Steve |
| Thor 🇳🇴 | 08/12/2013 19:12:37 |
 1766 forum posts 46 photos | Hi Gray, My friend with a C6B would also be interested in a version of your screwcutting clutch for this lathe. Thor |
| John Stevenson | 08/12/2013 21:37:26 |
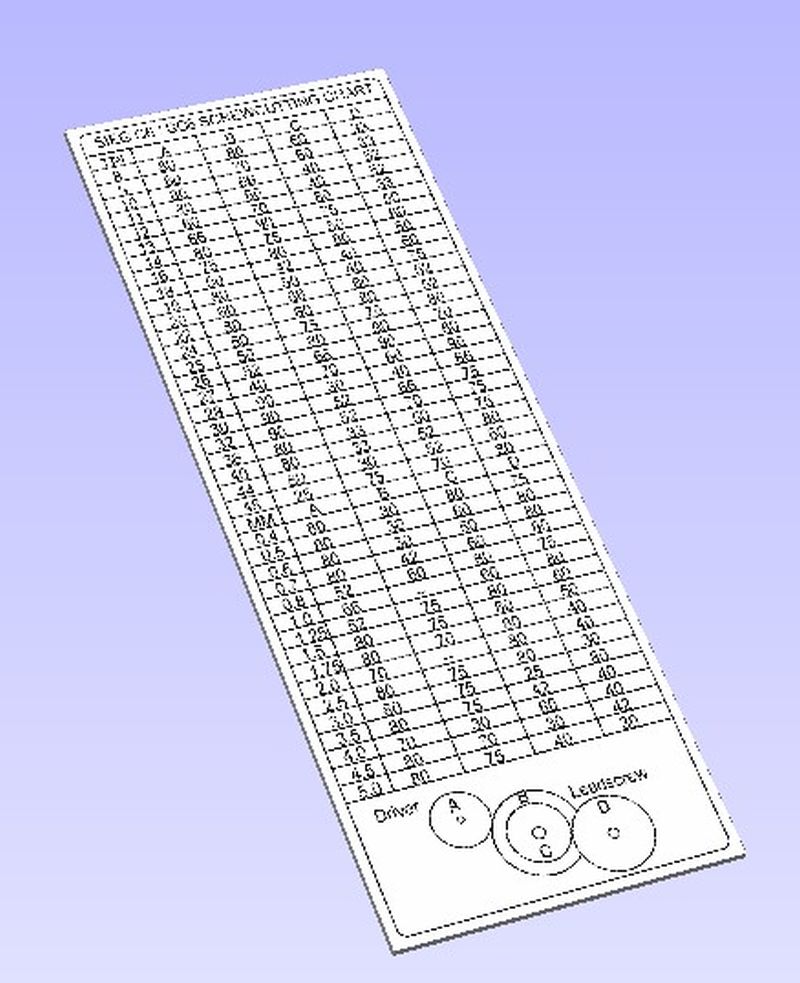
 5068 forum posts 3 photos | Decided to program Ian's chart to do a machine chart.
Graphic aren't that good on preview mode. Fullon is better.
Finished job will be bang on, it's just the amout of detail it can get into a preview picture. |
| Ian Hansen | 09/12/2013 02:55:13 |
| 29 forum posts 3 photos | Hi John,
your machine chart looks fabulous. Love to have one to stick on the lathe but I'm going to hold off until everything is complete. I have worked out additional threads ( 0.3mm, 0.35mm, 0.45mm, and 0.75mm ). These complete the metric series, but are not commonly used. However the tinier ones allow turning a little faster than Sieg's (C6) 0.1mm and 0.2mm turning speeds. That is, the carriage advances eg., 0.1mm for each turn of the chuck when turning as opposed to threading. Also Sieg hopefully will put together an accessory pack of additional gears allowing PERFECT threads. I have now made a chart of 45 threads. Not bad for an inexpensive lathe I think. |
| John Stevenson | 09/12/2013 09:52:23 |
5068 forum posts 3 photos | Took a bit of license with this. On the 4mm you are using two reductions but I have juggled the figures to still keep one reduction in line with the rest.
Wasn't hard to do as i had a template for doing imperial threads on a metric C3 and easy to alter this. |


Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Hints And Tips for model engineers > Sieg C6 Lathe new threading possibilities