Forum sponsored by:

Power feed transformer wiring
| minibits03 | 16/06/2013 12:19:02 |
| 5 forum posts | Hi, Hope someone can help me, I can't seem to find the info anywhere! I recently bought and fiited an Align X axis power feed for my Warco VMC. The item came with a 110v transformer, and at the moment, I have wired it to a 13amp plug so that I could test it. I wouldn't like to continue using it this way as, if the machine stopped for any reason, the table would continue its' travel! Has anyone fitted one of these previously, or can suggest where I can take a power supply from, so that the power feed would stop if the main motor of the mill were to be interupted for any reason? The VMC is a 240v model, and I cannot seem to find a suitable wiring diagram for it here in the UK, and, with my limited experience would not be able to figure out whether the supply would be suitable to run both the main motor and the power feed together. Any help would be greatly appreciated. |
| Ian S C | 16/06/2013 13:07:28 |
 7468 forum posts 230 photos | I wouldn't run a 110V tranny on 240V, or is it a 240V step down transformer to 110V. Could you wire it into the lathe's main switch, plus a switch so that you can turn it of and on while the lathe is running. The second switch would be of the type that has on off on, so that you switch one way for foreward, and the other way for reverse, Thats the way I control the power feed on my vertical milling machine. Ian S C |
| Tony Pratt 1 | 16/06/2013 13:27:06 |
| 2319 forum posts 13 photos | It would be a step down transformer 240v to 110v. The problem is more imagined than real, if the main motor cuts out due likely to a power cut your feed motor will stop also. If your cutter stalls for some reason I can't see how the feed motor can be wired to detect this? The best option in my experience is to actually monitor the machining process yourself. Tony |
| Springbok | 16/06/2013 13:44:03 |
 879 forum posts 34 photos |
There is a thread running at the moment on small Warco machines. |
| Springbok | 16/06/2013 13:48:48 |
879 forum posts 34 photos |
try this for info Bob |
| minibits03 | 16/06/2013 14:21:34 |
| 5 forum posts | Thank you all for your fast responses. Ian, yes, as Tony said, it's a step down transformer. The power feed has its own controls, on and off,etc. however, I hadn't thought of going into the switchgear, which may be easier than into the main electrical box at the back of the machine. However, as Tony further suggested, I may be worrying over nothing, as I haven't got the guts to turn my back on the machine while it's running, so may never have the problem I imagine! Bob, thanks for the link, I'll go through the thread now. Again, many thanks to you all. |
| Gone Away | 17/06/2013 01:32:07 |
| 829 forum posts 1 photos | You are not worrying over nothing believe me. Stalling the cutter (and probably blowing the mill's fuse/cb) is arguably much more likely than a power cut and under those circumstances, the pf will continue to drive the work into the stalled cutter. At that point, several things could happen: 1. If you have a rotating head machine, said head will be forced to rotate out of the way against its locking nut. Recoverable but you're faced with re alignment which is difficult without destroying your setup 2. The pf may simply stall and/or blow its fuse/cb (if you're lucky) 3. Potentailly the pf could burn out its drive motor if you don't get there to switch it off in time. All of this means that you tend to feel you have to "babysit" the machine. It would be nice if the machine manufacturers foresaw this (particularly if they are the ones offering the pf for their mill) and included an accessory outlet with appropriate switching.
Ask me how I know all this. I did start a thread on this topic here a while back if you're interested.
Edited By Sid Herbage on 17/06/2013 01:49:13 |
| Mike Poole | 17/06/2013 07:39:56 |
 3676 forum posts 82 photos | It would appear the Align power feed units can be fitted with over travel limit switches, so if a relay is wired to be energised by the motor power (after the contactor and overload) then a contact from this relay could be wired into the overtravel circuit which would stop the feed if the motor power failed. Sensors are available to detect shaft motion and one of these could be used in the same way. A bypass would be useful for the rapid travel and setting up without the spindle running, but the manual handles are always available. Mike |
| Andyf | 17/06/2013 09:49:47 |
| 392 forum posts | I think I've devised a circuit which would work for you. It's here. It won't work if you wind an electronic speed control down to zero to stop your spindle, but looking at Warco's catalogue it seems that the VMC has no speed control, so I assume you stop the spindle by pressing the big red button. Nor will it work if you stall the motor (unless/until that blows the existing fuse), and as has been said, a stall is perhaps more likely than a power failure. The current for the relay coil goes through the existing fuse, but the coil in a mains relay only draws 0.3A or so, so is unlikely to cause an overload. If anyone spots a flaw, please say so! Andy Edited By Andyf on 17/06/2013 09:54:30 |
| Tony Pratt 1 | 17/06/2013 18:02:46 |
| 2319 forum posts 13 photos |
Posted by Sid Herbage on 17/06/2013 01:32:07:
You are not worrying over nothing believe me. Stalling the cutter (and probably blowing the mill's fuse/cb) is arguably much more likely than a power cut and under those circumstances, the pf will continue to drive the work into the stalled cutter. Talk about frightening the OP! If he takes responsibility for his actions, watches and learns from the machining process he will have no problem. In 40 odd years machining I have never stalled a vertical mill cutter but a couple of times on a horizontal mill I have had a slitting saw spin on the arbor due to not using a key. Tony
|
| Gone Away | 17/06/2013 18:43:18 |
| 829 forum posts 1 photos |
Posted by Tony Pratt 1 on 17/06/2013 18:02:46:
In 40 odd years machining I have never stalled a vertical mill cutter Nor have I on a decent size mill but on a small mill it's quite do-able. It's not, necessarily, that the cutter "stalls" per-se but these small mills can be easily loaded up to the point where their fuse/cb blows and stops the cutter - particularly in high gear. I think the OP is right to be cautious and allow for things going wrong rather than assuming "it won't happen if I'm careful". |
| minibits03 | 17/06/2013 20:49:07 |
| 5 forum posts | Hi all, my apologies for not getting back sooner. Sid and Tony, I've taken on board both your points, and hopefully with care I won't see a problem. Although I don't have a lot of experience with machining, it tends to make me overcautious, but the mill is going to be used a lot by my son, who has less experience and (sometimes, I think) a will to die! Andy, I was hoping for a simple answer to this, off the shelf, but to have you take the time to devise a solution and go to the trouble of drawing it out for me, is wonderful. I really can't thank you enough. I'm going to collect some gear through the week and try it out at the weekend. I'll get back to you all and let you know how I get on. In the meantime thank you all again for taking the time to reply. |
| Andyf | 18/06/2013 00:29:26 |
| 392 forum posts | I just hope it works..... You might get the components at Maplins, if you can stand the prices. You only need a relay capable of switching a few amps at 230VAC and with a 230 VAC coil, the two push button switches, wire, solder (or some choc block connectors) and a box to put it all in. Don't forget to earth everything metal which might fry you if it goes live, like the casing of the box. Andy |
| Stub Mandrel | 18/06/2013 14:11:11 |
 4318 forum posts 291 photos 1 articles | My pillar drill has start & stop + NVR relay all in one unit (I know because I had to open it up and clean the contacts when it started to get unreliable at holding on). These are normally quite pricey. I think that ARC power switch is essentially teh same sort of unit for about a tenner, but call them and check first. neil |
| Andyf | 18/06/2013 14:59:05 |
| 392 forum posts | Not sure if that one has a DPDT relay in it, Neil. And if it has, it would be hard to mod because the cheaper ones don't have a get-at-able feedback loop to hold the coil on until the red button breaks the loop. Rather, a plastic arm sticks down from the red button into the body of the relay, with its end bearing on the moving contacts, so pushing the button physically pushes the contacts apart to break the loop. I've just had a look at Maplins e-catalogue. Can't see anything much there, but by searching part no. N09AW taken from an old paper catalogue, that looks the one. Switches 10A at up to 300VAC, and has a 240VAC coil drawing 14mA . Costs about £5. Might need a plug-in base to go with it. Andy |
| Andrew Johnston | 18/06/2013 17:06:52 |
 7061 forum posts 719 photos |
Posted by Tony Pratt 1 on 17/06/2013 18:02:46:
In 40 odd years machining I have never stalled a vertical mill cutter but a couple of times on a horizontal mill I have had a slitting saw spin on the arbor due to not using a key. Tony You're not trying hard enough! I've stalled my vertical mill and CNC mill. In the absence of a load meter at least I know where the limits are now. In neither case was any damage done. But I can't get the horizontal mill to even sound like it's working hard. Oh, and my vertical mill is a Bridgeport, with the weedy 1.5hp head. Andrew |
| Tony Pratt 1 | 18/06/2013 17:53:40 |
| 2319 forum posts 13 photos |
Posted by Andrew Johnston on 18/06/2013 17:06:52:
You're not trying hard enough! I've stalled my vertical mill and CNC mill. In the absence of a load meter at least I know where the limits are now. In neither case was any damage done. But I can't get the horizontal mill to even sound like it's working hard.
Oh, and my vertical mill is a Bridgeport, with the weedy 1.5hp head. Andrew Oh I didn't say I couldn't stall it,but what's the point? The Bridgeport I worked on would have been no problem but the Cincinnati horizontal was an entirely different beast! My own Myford VMC with VFD is also easy to stall if one so desires. Tony
|
| Andrew Johnston | 19/06/2013 11:12:22 |
7061 forum posts 719 photos |
Posted by Tony Pratt 1 on 18/06/2013 17:53:40
........Oh I didn't say I couldn't stall it,but what's the point?........ It's a valuable learning exercise. If I know what sort of cuts will stall the machine I can also make an estimate of the power needed for the cut. That will then tell me roughly how many actual horsepower I have available at the spindle. Ultimately it means I can maximise metal removal and minimise time. The information acquired is also useful to carry across to CNC milling, where speeds and feeds have to be set in advance, where again it is important to minimise the time taken. Whatever one does it is useful to know where the limits are, and how close to them one is operating. My horizontal mill is rather smaller than the Cinncinnati's I used during training, but I've never come close to stalling either. The horizontal mill just seems to chug through anything I throw at it. Regards, Andrew |
| Mike Poole | 19/06/2013 15:19:54 |
3676 forum posts 82 photos | This has a 100hp variable speed DC motor on the spindle. I think it would take some stalling but it did take some rather large cutters
Edited By Michael Poole on 19/06/2013 15:39:51 |
| Andrew Johnston | 19/06/2013 22:18:08 |
7061 forum posts 719 photos | Here's a link to a Youtube video of a 300hp milling head in operation. That's an order of magnitude more power than the whole of my workshop, and I wouldn't be surprised if the cutter head and inserts cost more than most my workshop: I hope you spotted the broom catching fire as the chips are swept away. Regards, Andrew |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in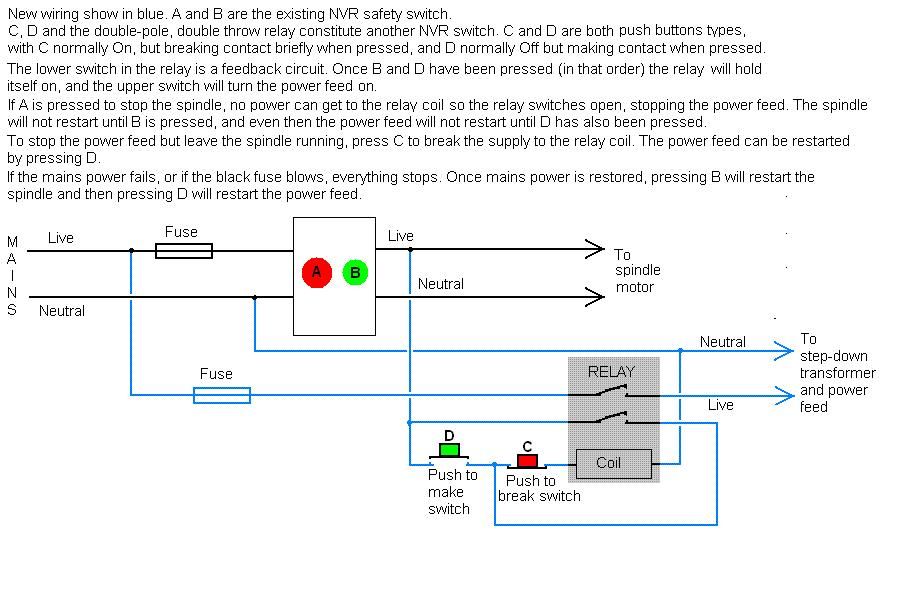{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Power feed transformer wiring