Forum sponsored by:

Myford Gearbox and Metric/BA
Is there an easy approximation?
| Norman Lorton | 29/11/2012 19:11:57 |
| 31 forum posts 6 photos | I am planning to fit a Myford Quick Change Gearbox to my 1965 era Super 7. Rather than try and obtain all the Metric and BA gears and use the metric quadrant, I was looking for an approximation gear set. Searching the web I see that John Stevenson is quoted as having described a scheme using a 31 or a 34 gear in place of the 24 tumbler. But I cannot find any more information. I would love to see tables of threads produced and errors, maybe the construction of an excel spreadsheet, and perhaps obtain the two gears. I am sure this has been discussed endlessly on this site and others but the search here won't find anything, and neither will Google. If I could I would email John Stevenson directly because he seems such a helpful chap. |
| Norman Lorton | 30/11/2012 13:15:19 |
| 31 forum posts 6 photos | Ok, I have answered part of my question. I find that the ME home Page Google search works vastly better than the 'Keyword in a Thread in All Topics' search on this page. Perhaps I am doing it wrongly? If you try searching "myford Gearbox" or "myford metric" from both searches you may see what I mean. From the Google ME search I found the intriguing 'Lady Engineer' thread from 04/09/2011 that had a very helpful reply from John Stevenson and that has pointed me to the metoolsonline site and the 33/34 gear pair with a table. Super. But, I see that the metric approximations claimed include pitches 0.45, 0.75. and 0.90 mm which do not seem very useful to me. I need 0.5, 0.7 and 0.8 mm pitches to cover 3,4 and 5 mm threads respectively and I presume so does everyone else? Totally agree with John's view that the "quick change gearbox" is nothing of the sort if you need to swap to the metric quadrant. Last thought - does anyone know whether the tumbler only gear swap enables the production of any BA threads? If I built a spreadsheet I could answer this myself perhaps. I guess there must be a copy out there. |
| Russell Eberhardt | 30/11/2012 13:28:03 |
 2785 forum posts 87 photos | Have a look at the links on this page. Russell |
| John Stevenson | 30/11/2012 13:37:16 |
 5068 forum posts 3 photos | Norman, Using the standard 24 tooth Very close to 0.5 at 0.49 is setting the box to 52 threads
Very close to 0.7 at 0.69 is setting the box to 36threads
Very close to 0.8 at 0.79 is setting the box to 32 threads.
John S. |
| RobC | 30/11/2012 13:40:44 |
| 54 forum posts 3 photos | Norman, If you have access to the MEW Digital Issues, there is a useful article in the December 1996 issue called Metric Pitches on an English Lathe (pg 62 - 64) which talks about the different methods of achieving metric pitch approximations as well as exact matches. There is also a table on there for BA threads.
Rob |
| Norman Lorton | 30/11/2012 14:28:57 |
| 31 forum posts 6 photos | Thank you Gentlemen for the helpful and quick replies, I now have a bit of reading to catch up on: 1. lathes.co.uk/latheparts/page14 'NthreadsP and BoxfthreadP screwcutting programs' 2. MEW 177 D A G Brown 'Metric Screwcutting' 3. MEW 39 D Dew 'Metric Pitches on an English lathe' If anyone has tried making a spreadsheet to tabulate the outcomes from the Myford gearbox, from possible gear inputs, I would love to hear. That would have helped me find what John Stevenson kindly pointed out, and feel less of a twit for missing the obvious!
|
| HasBean | 30/11/2012 16:42:39 |
| 141 forum posts 32 photos | Hi Norman, Message sent. Paul |
| Brian Wood | 01/12/2012 13:55:14 |
| 2742 forum posts 39 photos | Hello Norman There are possibilities using the standard fine feed in conjunction with the standard Myford box. I haven't tabulated them as a Excel file, but you might find these useful Mandrel 24--Gearbox 10TPI--12BA; Box 16--17BA; Box19TPI--18BA Mandrel 25--Gearbox 9.5--11BA; Box 12--13BA; Box 13--14BA; Box 14--15BA; Box 16--16BA Mandrel 25-- Gearbox 12--10BA Mandrel 40--Gearbox 8--5BA; Box 9--6BA; Box 10--7BA; Box--7BA; Box11--8BA; Box12-- M2, M2.5 Mandrel 50-- Gearbox 9--4BA; Box12--M3 Mandrel 55--Gearbox 9--3BA Mandrel 60-- Gearbox 9--M5; Mandrel 65--Gearbox 9.5--2BA; Box 11--M4; Box20--M4 Mandrel 70--Gearbox 8--M6, M7, 0BA There are many other conbinations in between the standard Myford gearset, but these are readily available with the usual provision I hope they are useful Brian
|
| John Stevenson | 01/12/2012 14:04:36 |
5068 forum posts 3 photos | Brian, I think you will find out there is a limit on what size gear you can fit as a mandrel gear due to the travel of the banjo.
We have had reports that some people have had to slighly elongate the adjustment slot when fitting the 34T gears we sell so the limit looks to be about 34 / 35.
As I no longer have one of these machines I can't actually try one and make an absolute statement on this. Perhaps an owner can remark on this please ?
John S. |
| HasBean | 01/12/2012 15:49:57 |
| 141 forum posts 32 photos | Gents, The maximun size gear I can fit is 35, just! I did sit down (must've been bored) and knock up a spreadsheet with various gears from 20 to 35 teeth and the outcomes using the gearbox threadcutting and fine feed options. As John says just a couple of gears cover most metric and BA pitches to within a gnats.
Paul |
| Brian Wood | 01/12/2012 16:12:17 |
| 2742 forum posts 39 photos | John S is quite right of course, I should have checked that before sounding off! In my case the gearcase is further crowded by the DAG Brown metric banjo and I doubt I could even accomodate a 35 gear in that position. My apologies to all, one of the troubles with doing calculations alone Brian |
| John Stevenson | 01/12/2012 16:20:59 |
5068 forum posts 3 photos | When I had my ML7 I longed for a gearbox but couldn't afford one, years later, actually decades later I managed to pick one up cheap and fit it.
Then went out and bought the metric banjo plus extra gears from Myford which was also quite spendy at the time and then found out it was the worst days work had ever done. I used to curse on the ML7 keep swapping gears for different thread and in the jobbing trade you do loads.
However having to swap not only gear but banjo's and whilst in metric mode loose the fine feed was an even bigger curse.
I honestly wish I'd had the brains or foresight to work out in those days using different input gears because that would have saved me having to buy the metric banjo and gears and swapping just one gear is a no brainer and still keep the fine feed.
I know there are errors but most threads we cut are short fixing threads on the end of something, most or 2 or 3 times the diameter in length and the errors are not enough to worry about unless you have the padded corduroy anorak.
John S.
|
| Brian Wood | 02/12/2012 10:01:35 |
| 2742 forum posts 39 photos | As usual the thread is drifting away from the original enquiry! It seems to be inevitable. However, I do agree with John S and his disenchantment with the Myford metric banjo, shared by others as well as Derek Brown with his neat concept of a permanently installed additional metric gear train. Graham Meek's inspired clutch, well discussed further back in these threads, now gives us the chance to draw together both these good modifications to reinforce each other and make a unified whole. I for one am grateful to be able at last to realize a dream, long thwarted, of a full auto clutch that was so well described by Martin Cleeve for the old ML4. Making it work, selectively, for both threading languages as well will be a real bonus whilst still retaining fine feed finishing at the same time; ideal. That sort of refinement is usually in the realms of expensive toolroom machinery. Brian Edited By Brian Wood on 02/12/2012 10:08:04 |
| KWIL | 02/12/2012 10:19:32 |
| 3681 forum posts 70 photos | Brain, I have sent you a PM K |
| Norman Lorton | 02/12/2012 15:39:55 |
| 31 forum posts 6 photos | As I am the culprit who raised the question, never mind this thread drifting away, I have found the discussion very interesting and helpful! Two readers have kindly sent me their calculations, one by spreadsheets and the other a calculated table with %errors. It is apparent that all the metric and BA threads can be obtained with just a swap to a set of tumblers betwen 20-34 although with just 34 and 26 a good number are solved. It is just a case of the acceptable error. Surely this important story has been covered in ME or MEW before; do any contributors with good memories know? I do wonder because Harold Hall decribes on his website his construction of a Metric Quadrant implying that this was his method for cutting metric threads. However, there appear to be no Mertic Quadrants for sale, and 'new Myford' do not list them, suggesting that they are not in demand. Norm |
| Harold Hall 1 | 03/12/2012 22:21:58 |
| 418 forum posts 4 photos | Actually Norman, I made it when needing to make a worm for a worm wheel drive for a dividing head I was making. Have since used it very occasionally for metric threads. When making both the internal and external threads for metric designs, including my own, I make them to a metric diameters but with an Imperial pitch. John's idea of changing the gear on the tumbler assembly is an ideal one but think the quadrant is essential when cutting worms which come with very odd pitches being required, but then I may be wrong. Harold |
| John Stevenson | 03/12/2012 23:16:56 |
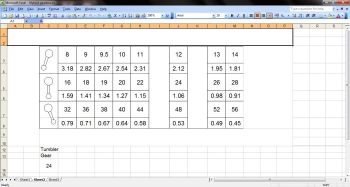
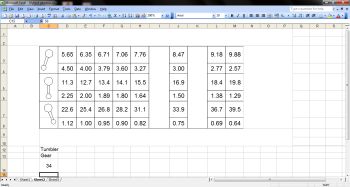
5068 forum posts 3 photos | OK lads I'll show you my spreadsheet for the Myford but if it gets all over the net I'll have to kill someone.
Copy of the Myford chart, large box gives TPI, small box underneath gives mm pitch. Only variable is the box below it with the tumbler gear.
Change the tumbler gear and all the other ratios change to suit.
John S. |
| Norman Lorton | 04/12/2012 11:03:05 |
| 31 forum posts 6 photos | Apologies to Harold for making a blind assumption on how he worked. Clearly the exact Myford gears and quadrant are needed for precise work and gears. I am intrigued by the open thinking behind imperial pitch threads on metric dimensioned items. It is that quality that creates new ideas but I guess it should cause puzzlement for a future engineer who measures a piece of his machinery and studies all the thread charts looking for the right one! Thanks also to John (who I guess is credited with the tumbler gear change idea?) for leading me to the simple solution I sought. I have myself drawn up a spreadsheet calculating all the metric pitches to be obtained from the Myford gearbox using tumblers from 20 to 35. One error I avoided was not assuming that the Fine Feed numbers printed on the case are accurate: e.g the first and last, 0.0139 and 0.0020, are actually 0.013889 and 0.001984 respectively (shown to 6 DP). Picking all the best fits from the table, but trying to restrict the number of tumbler alternatives, I drew up a table of tumbler gears and box settings. What interested me was the errors resulting. I reproduce the table and leave others to debate which errors are acceptable and for which tasks.
Pitch Gear Actual Error % BA 0 1.00 34 0.9995 -0.05% 1 0.90 34 0.8996 -0.04% 2 0.81 20 0.8141 0.51% 3 0.73 25 0.7350 0.68% 4 0.66 30 0.6615 0.23% 5 0.59 21 0.5849 -0.86% 6 0.53 20 0.5292 -0.15% 7 0.48 20 0.4811 0.23% 8 0.43 33 0.4312 0.28% 9 0.39 30 0.3920 0.51% 10 0.35 24 0.3528 0.80% 11 0.31 21 0.3087 -0.42% 12 0.28 24 0.2822 0.79%
Metric Fine 2 0.40 34 0.3998 -0.05% 2.2, 2.5 0.45 24 0.4536 0.80% 3 0.50 34 0.4998 -0.04% 3.5 0.60 25 0.6013 0.22% 4 0.70 25 0.6963 -0.53% 4.5 0.75 34 0.7497 -0.04% 5 0.80 24 0.7938 -0.77% 6 1.00 34 0.9995 -0.05% 8 1.25 33 1.2473 -0.22% 10 1.50 34 1.4993 -0.05% 12 1.75 33 1.7463 -0.21% 16 2.00 34 1.9991 -0.04% 18, 20 2.50 33 2.4946 -0.22% 24, 27 3.00 34 2.9986 -0.05% I came to the same view as John in that if you have gears 20,21,24,25 and 30 then only 33 and 34 need to be purchased. I have not shown the box settings but I will be most happy to share the spreadsheet for private use with anyone who emails me directly. I have now ordered the gears from metoolsonline.com who are the only source I can find for the 33 gear and thus provide a very valuable service, and at a reasonable price. I have not yet seen their choice of gear set from their table and will be interested to see if it offers anything I have missed with reduced error. Norm. Edited By Norman Lorton on 04/12/2012 11:04:14 |
| Norman Lorton | 25/10/2013 10:59:14 |
| 31 forum posts 6 photos | Colin Seggie, I have sent a reply to your PM and it will be in your inbox to see once you have logged in. |
| Thomas Gude | 25/10/2013 15:56:01 |
| 106 forum posts 26 photos | Finally a simple and easy to understand way to cut new money pitches with an old money gearbox. Excellent. Norm, please can you send me your spreadsheet? If Steve could send his too that would be really nice as I like the visual element? I assume the rule of having to keep the clasp nut engaged at all times still stands when using the new tumbler gear? Thomas |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Myford Gearbox and Metric/BA