Forum sponsored by:

The mis-conception round bar is round
| Andrew Johnston | 14/03/2011 19:09:35 |
 7061 forum posts 719 photos | To pick up on a post I made earlier in the thread on 'Travelling Steady', I've dug out the material that has a helical finish on it:  Rather stupidly I've stamped it only with 'SS', so I don't know exactly what grade of stainless steel. However I suspect it would be 303, as that is the grade I normally buy for general turning. Interestingly the pitch of the helix is quite fine. It is the only material on which I've seen such a finish. Measurements around the circumference show a maximum variation in diameter of 0.02mm, a bit under 1 thou in old money. Regards, Andrew |
| JasonB | 14/03/2011 19:35:28 |
 25215 forum posts 3105 photos 1 articles | I've had the coarser pitch like Graham's on some MS bar. As I wanted it for a traction engine back axle I had to resign it to the stock pile and source the bar elsewhere.
J |
| mgj | 14/03/2011 21:47:18 |
| 1017 forum posts 14 photos | Having had a look at all my stock, its only the bigger stuff that has the helix. Pure guess but there probably comes a point where direct drawing through a die becomes uneconomic or needs an awful lot of horsepower, and they use a roller to form? Andrew's stainless look a bit lumpier than one would expect? |
| Terryd | 14/03/2011 22:02:50 |
 1946 forum posts 179 photos | See my comment on the travelling steady thread. This is quite unnecessary really. No one questioned whether your bar was round, hexagonal or green with pink spots. It was simply a question of you describing it as rolled in one sentence and drawn in the next.. I was trying to give you a way of explaining why for anyone who may have been confused. Please re-read the original post I made. Yet another example of folks hearing what they want to hear not what is actually said. Graham, What is the difference in diameter over the helix as compared to the diameter of the bar? and what would be the effect on a 1 1/16 dia thread? Edited By Terryd on 14/03/2011 22:29:41 |
| Ramon Wilson | 14/03/2011 22:25:55 |
 1655 forum posts 617 photos | Hi guy's,
When Graham first mentioned this characteristic it rung a bell as I was sure I had seen it before on material used at work. I was not sure however this would be on all 'Cold Drawn Steel' as I could not remember ever having a problem with basic Bright bar. I can't recall being bothered by it at home either.
That is not to say it's roundness and dimensional tolerance can be taken as gospel - if you want that then you have to go to PGMS - but merely that it's much better suited to popping straight in a three jaw than ever black 'Hot Rolled Bar' is.
Looking at Andrews image this is exactly what I can remember so have been out to the workshop tonight and had a real good 'root' in the metal stock to see if I could find something similar.
About six weeks ago I purchased from my last company several lengths of En1a in varying diameters. Taking a close look at them there is no real indication of this helical characteristic. To me they look as I expected for 'Cold Drawn' . Going through the 'stash' however, I find that it is reasonably pronounced on some pieces of EN8 and EN34. What stainless I have though shows none.
My recollection (and that is becoming a struggle these days) is that this was most prevalent on bars of 'tougher' steels. For example we used to order B01 Arne tool steel both in black and bright finish and I'm sure that this (the bright) was where this helix was most prominent almost as if it had been 'coarsely' ground though that's not implying that it was!
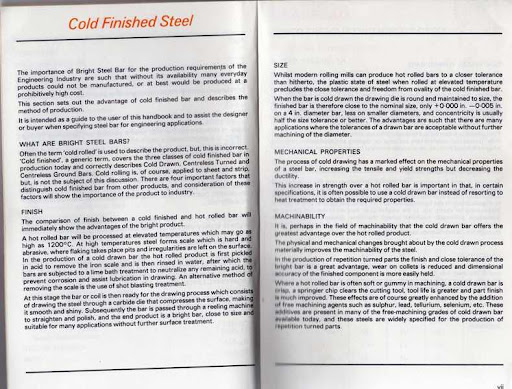
Macreadys handbook gives a good description of the proccesses - I see Graham they denote 'Cold Rolled' as an incorrect term but that may, as you say, be an Americanism.
Some time back I was given some EN24T offcuts by an ex work colleague whose entire works is CNC out put. All the EN24T that I had used todate had been as I would have described as cold drawn but this had a very bright - almost highly polished finish. I haven't examined it close enough to say whether it is ground or turned but it is extremely smooth. When I asked about this I was told that the material came in as such for use in the automatic barfeeders.
Could it be then that the 'helical marked' material is as described in Macreadys as Centreless Turned as opposed to cold drawn? possibly with this kind of operation in mind. I don't ever recall specifically asking for it as opposed to black, bright or PGMS
Whatever I certainly concur with Graham et al that as supplied none of it is really suitable for use for other than the most basic of shafting if it has to go in any kind of a bearing.
As said however PGMS is very close toleranced and is a pleasure to machine - of which, regretably, my 'stash' contains such a limited (very) supply
 This is the blurb from Macreadys 1990 sixth edition
  Regards - Ramon
|
| Terryd | 14/03/2011 22:31:54 |
1946 forum posts 179 photos | Hi Andrew , was your purchase from stock or from offcuts? Could it have been previously part of a bar used for other purposes? Hi Ramon, non of my bright drawn up to 90mm dia shows this helical pattern but I have seen it before. Best Regards Terry Edited By Terryd on 14/03/2011 22:34:39 |
| Andrew Johnston | 14/03/2011 23:21:14 |
7061 forum posts 719 photos | Ok, to pick up on some points. I've dug out the original invoice for the stainless steel. Turns out it is grade 1.4307, ie, 304L. It certainly isn't 'coppery' in appearance, more kitchen sink! I'll have to stamp 304L on it tomorrow evening before I put it back on the rack. It definitely isn't an offcut; I bought the standard 3m length from Parkersteel, based in Canterbury, but they have a big warehouse near Cambridge. Probably a bit late to complain now if it isn't up to scratch, as I bought it in 2008. I've got two 1m lengths on the rack, so I must have used the other 1m. I haven't got any recollection of what I made with it though. While having a bit of a re-arrangement in the kitchen this evening to move the boilers for my traction engines I noticed, for the first time, that the material I've used for the rear axles has a very faint helix, just like Grahams picture. Any out of roundness is better than 0.01mm though, ie, I can't for certain detect it with an ordinary 25-50mm micrometer. Strangely, in view of Ramon's comment, the axle material is EN8. Regards, Andrew Edited By Andrew Johnston on 14/03/2011 23:21:38 |
| John Olsen | 15/03/2011 05:43:27 |
| 1294 forum posts 108 photos 1 articles | I beleive the product shown is what is referred to as peeled bar See here It is smoother than black bar but not as smooth as drawn bar or ground bar. regards John |
| Ramon Wilson | 15/03/2011 09:58:35 |
1655 forum posts 617 photos | Hi John, How's tricks?
Peeled Bar - You see, I said recall is a struggle at times
 . I do believe that was the term used by Uddeholm's for 'bright' as opposed to 'black' finish tool steel. Most of our tool steel though not all came from them and it's a term I do remember. . I do believe that was the term used by Uddeholm's for 'bright' as opposed to 'black' finish tool steel. Most of our tool steel though not all came from them and it's a term I do remember.Looking at the Macreadys text again (BTW sorry about the poor reproduction - I can scan it again if needs be) and their comments on machinability of Cold Drawn compared with Hot Rolled.
Their description of Centreless Turning of hot rolled bar and subsquent final polishing through rotating rollers clearly states a high surface finish to close tolerances.
Looks like you have chosen wisely Andrew
 Could it be that most material is now finished in this way as opposed to basic 'Cold Drawn' Everything has moved on so much since my last foot in a machine shop perhaps this is now the norm.
Regards - Ramon
|
| Andrew Johnston | 15/03/2011 21:37:34 |
7061 forum posts 719 photos | Graham, Seems to me that it was a perfectly reasonable thing to do; starting another thread to discuss an interesting topic that nevertheless had deviated from the subject in the original post. That way the new topic should get more exposure. Damn it, I'm seeing spirals everywhere now! I had to move a 1m length of 1/2" silver steel this evening to get to my small stuff stock rack, and blow me down it's got spirals on it. Quite unlike the normal uniform slightly dull finish on silver steel. Funnily enough this particular length has been rejected by me, as it is consistently 0.0007" undersize. It was bought from a professional source (J&L), but as they'd already boo-boo'd over the order I couldn't be bothered to sort this out as well. I bought some 13" lengths of 1/2" silver steel from a different supplier and it's bang on size, as best I can tell. Regards, Andrew PS: If anybody wants a 1m length of nominally 1/2" silver steel PM me and you can have it, if you collect it, otherwise it'll get recycled next time I go to the council tip. |
| mgj | 15/03/2011 21:37:59 |
| 1017 forum posts 14 photos | Build locos or traction engines - then it goes round slowly enough you don't have to worry.  Not quite true if you want three axles to rotate freely and the total tolerance is the reaming allowance within one bearing...but then one will always bounce it about on the track. Like Gray and Andrew BTW I have spirals on bars of about 1" and bigger. Edited By mgj on 15/03/2011 21:39:21 |
| PekkaNF | 16/03/2011 07:57:45 |
| 96 forum posts 12 photos | Posted by Andrew Johnston on 15/03/2011 21:37:34: PS: If anybody wants a 1m length of nominally 1/2" silver steel PM me and you can have it, if you collect it, otherwise it'll get recycled next time I go to the council tip. I like 1/2" althoug I try not to mess with imperial measurement. 1/2 is fairly easy to turn/grind to nominal 12 mm and close to required tolerance. Just never have got round buying one, because it's all metric here. I have turned some short pieces from 16 mm silver steel down to 12 mm. |
| Gordon W | 16/03/2011 11:03:30 |
| 2011 forum posts | What is all the fuss about? Marks on bars due to manufacturing methods, bars not round. Nothing is round ,or square . Measure a roller bearing with sufficient accuracy and it's not round. Somebody throwing out steel because it's a gnats thingy under some arbitrary size, wish I lived nearer. PS do any of those cartoon yellow heads have a tongue in cheek? |
| Andrew Johnston | 16/03/2011 11:36:41 |
7061 forum posts 719 photos | Posted by Gordon W on 16/03/2011 11:03:30: Somebody throwing out steel because it's a gnats thingy under some arbitrary size, wish I lived nearer. Each to his own; by its very nature silver steel is supposed to be a precision product, but this silver steel is well outside the normal tolerance. It should be better than +/-0.00025". Assuming a Gaussian distribution any errors would probably normally be undectable in the home workshop, as was the case with the replacement silver steel. If the manufacturers of this steel are prepared to take such a cavalier approach to size control what else is wrong, the composition may be? Time is precious to me, and I'm not going to waste it working with inferior materials!  Regards, Andrew |
| Gordon W | 16/03/2011 17:03:37 |
| 2011 forum posts | Hi, by its very nature silver steel is supposed to be silver steel. the finished size does not effect that. Maybe you needed steel ground to a specific diameter? In that case you are quite right to send it back. If I'd known I would have paid the postage to here though. |
| Andrew Johnston | 16/03/2011 20:18:47 |
7061 forum posts 719 photos | Surely silver steel is supposed to be ground to a specific diameter? Plus or minus a tolerance of course; the piece I have is well outside of that tolerance and thus no use to me. GordonW: I still have piece. After a run in with J&L about a different issue with the same order I decided it was going to cost me more mucking about on the 'phone for 15 minutes than the steel was worth. If you want it for cost of the postage PM me and I'll work out the postage. Regards, Andrew |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Hints And Tips for model engineers > The mis-conception round bar is round