Forum sponsored by:

Rotary table stops
| Spurry | 14/08/2010 11:41:59 |
| 227 forum posts 72 photos | Does anyone have any ideas they are willing to share for rotary table stops. The table markings are very clear, but disappear when covered in coolant!
I have to round off 16 corners in 1/2" steel so thought some stops to restrict the table movement to 90° would be useful. The groove around the circumference is parallel sided. My only idea to date is to axially drill the bottom of the groove, at say 10° intervals to hold some stops.
I have a feeling there may be a simpler solution....
Thanks
Pete |
| KWIL | 14/08/2010 12:18:59 |
| 3681 forum posts 70 photos | Cut it dry, (this is not intended to be facetious). There are many operations that do not need fluids if you use the correct speeds and cuts (as well as the correct cutters in some cases). |
| Geoff Theasby | 14/08/2010 12:29:17 |
| 615 forum posts 21 photos | If your table has four T-slots, you could make an insert to allow the table to rotate 90 degrees before hitting an external stop. If this stop is moveble to anywhere on the lathe bed or milling table, then your 90 degrees could start and stop anywhere. A powerful magnet, for instance. |
| Spurry | 14/08/2010 15:17:38 |
| 227 forum posts 72 photos | Thanks for the replies.
Kwil - I have found that a better finish can be obtained with coolant. Perhaps that's just me.
 Geoff - I should be so lucky. My table has 6 slots. I did post a picture in the gallery, but did not actually achieve the insertion into my posting.
On my last 'rotary' job, I overturned the table by a few degrees and had to stick a bit of metal back.
 This job highlighted the requirement to do the job properly with some stops. This job highlighted the requirement to do the job properly with some stops.Thanks again
Pete |
| Ramon Wilson | 14/08/2010 17:45:19 |
 1655 forum posts 617 photos | Hi Pete,
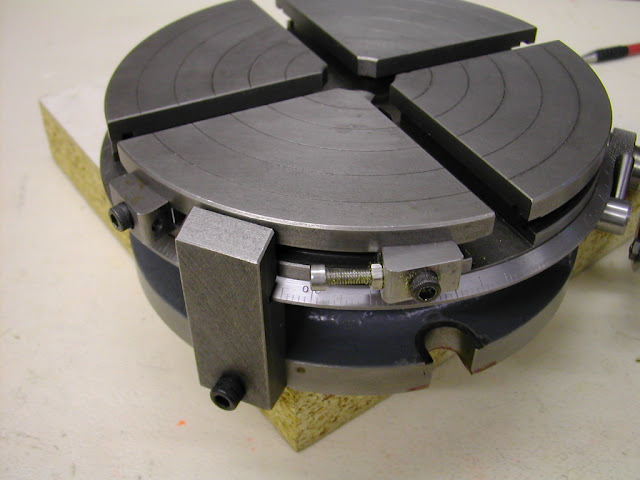
I don't know if his will be of help but I modified my MES rotary table for stops some time ago
I cut a tee slot into the edge with two slotting lathe tools and made curved stops.
The stop block is a piece of cast let in to the base. Work very well indeed and solves the problem of counting turns, marking with felt pen, and of course the coolant problem but like KWIL I usually cut dry or use coolant applied with a brush - depends of course on what you are cutting and at what rate. Whatever these couple of pics may be of help .......
  Hope they are of use - good luck
Ramon |
| Spurry | 14/08/2010 19:58:52 |
| 227 forum posts 72 photos | Thanks for those ideas Ramon. That's a proper job!
I'm a little apprehensive about mounting the 10" table on the lathe to cut the grooves. It sounds very scary to me. Radially drilling on the mill does not seem quite so onerous.
Those pictures show me what I ought to do.
Pete |
| Ramon Wilson | 15/08/2010 00:07:50 |
1655 forum posts 617 photos | Ah Pete you have a point but I did remove the table first
 and it is only 6" dia! and it is only 6" dia!I would have thought that drilling and tapping a series of holes in the periphery for two screw in pegs which could then have a fixed bar with adjustable stops either side between them would do the same thing. The mods above slowly 'evolved' - the fixed bar was fitted first and for some time the 'stops' were a pair of toolmakers clamps 'strategically' placed. A pain at times but it worked for quite a while before finally a job arrived that needed proper stops.
Regards - Ramon
|
| Billy Mills | 15/08/2010 00:13:20 |
| 377 forum posts | Pete, Fit 4 pointers at 90 degrees apart around the top of the table - could be a square disk with the centre removed and bolted to 3 slots. Line up a post with one corner at 0 degrees. Note the position of the handle then turn a whole number of turns from one corner to the next- don't count the turns, the 4 corners do it for you, always stopping in the same handle position. If your drive is a multiple of four - 40,60 or 90 turns to 360 degrees then the coarse corner pointer will always get you to 90 degrees. I use a square or hexagon with the worm out of drive and a lever with two points of contact with the indexing shape. You slacken the lock then rotate the square (or hexagon) until the lever has two point contact with the next face of the square ( hex), lock it up and machine away. Recently I had to mill four flats at 90 degrees in a 4mm brass rod. The rod was held horizontally in a vee jaw vice and a squared off knob slid onto the brass rod on the other side of the jaws. A lever was arranged to fall onto the flats of the square knob. After milling the first face the vice is slackened and the knob rotated to the next position , vice tightened and next flat milled. Worked well enough for the hundred items with 4 flats at approx. 90 degrees. There is always the option of covering the scale marks up when you are machining then uncovering to get the next position....... regards, Alan Continue to be impressed by Ramon's beautiful work. |
| Spurry | 15/08/2010 13:16:24 |
| 227 forum posts 72 photos | Posted by Alan Gray 1 on 15/08/2010 00:13:20: Continue to be impressed by Ramon's beautiful work. You and I both.
Thanks for the tips Alan. That's very useful for machining flats. My particular problem is with machining radii and slightly overcooking the turning when continuously machining the curve.
Ramon - What sort of size of T slot would you machine? I gues a minimum would be about 2mm deep at the top (bottom?) of the T, perhaps 3mm with a suitable tool. My parallel sided slot is 10mm wide x 9mm deep at present..
Thanks again
Pete Edited By Spurry on 15/08/2010 13:19:12 |
| Ramon Wilson | 15/08/2010 18:02:19 |
1655 forum posts 617 photos | Hi Pete just seen this - been and measured it ... The slot is 8.1 deep from the outer face. The width is 5.8.
The 'tee' width is approx 11 and the top flange (?) is 4 thick.
The tee nut is 10.7 wide by 20 long with the upstand 5.7 wide and 3.9 high. the base (tee width) is 3.3 at it's widest part
The inner most part of the tee nut is flat but the outer and bearing faces are curved to match the radii of the slot and outer diameter.
The stop blocks are just machined to the same radius as the outer diameter but will twist when slack which can be a bit awkward when setting up. If I made some more they would have a register to fit the slot to prevent this.
The tools by the way were gashed on a surface grinder but then ground free hand and have a cutting face of 2.6 wide by 3.1 deep
I made the table about 1980 - the table slots were cast in originally and were rather large and a bit rough so were machined out at a later date at work when a suitable tee slot cutter materialised
Hope this helps bit more
Regards - Ramon
|
| Spurry | 15/08/2010 18:28:10 |
| 227 forum posts 72 photos | Great stuff!!
Thanks again Ramon.
Pete |
| John Stevenson | 15/08/2010 22:47:12 |
 5068 forum posts 3 photos | Pete, May I offer this highly detailed CAD drawing of a stop that utilises only the parallel sided slot you already have ?  Basically it's a tee shaped tenon that fits your slot in the side, the tenon has a saw cut and a hole drilled thru it then opened out and tapped. A tapered grub screw is then inserted and this will force the tenon apart and so grip the sides of the original slot. John S. |
| Spurry | 15/08/2010 23:48:35 |
| 227 forum posts 72 photos | Thanks for the idea John.
That could be a short term solution, whilst I gather some courage (and tools) to machine the table.
My first thought would be to use an M5/M6 caphead with a turned taper, or have you deliberately used a grub screw to restrict the amount of sideways pressure that could be exerted on the casting?
Thanks again
Pete
|
| Billy Mills | 16/08/2010 01:19:22 |
| 377 forum posts | Pete, Try number two... bolt an arm to a spare slot then install two posts ( bolt, nut and washer into tee nut) into the mill table. Before you turn on the coolant set the posts to hit the arm at 90 degrees apart. Turn on the great flood then machine away. If you are worried about the arm moving then use a second tee nut in the table to fix the arm. Sorry, thought that your problem was indexing at 90 degree intervals. Regards, Alan. HEATH ROBINSON HAD SHARES IN A STRING AND CANDLE FACTORY. |
| Spurry | 16/08/2010 23:42:09 |
| 227 forum posts 72 photos | Thanks Alan.
That could be useful as a stop location. (The start is not usually a problem) On the job I messed up, I was cutting 1" thick material plate to a semi circular shape. In order to prevent the groove normally caused by lingering with the cutter, I downfed the cutter by hand, locked the quill, and started winding the table all at once.
At the end it was difficult to coordimate the opposite actions, especially not being able to see the table markings.
I now have no excuses for making such an error again.
Pete |
| Peter Gain | 17/08/2010 14:11:06 |
| 103 forum posts | Hi,
An allied topic. I have a rotary table that has a small collar upstand protruding from the centre hole. The hole will accept a No. 2 MT but the 5mm upstand prevents securing work directly to the table.
Does anyone know how to remove this collar?
The table, which I purchased second hand, may be a Vertex. The finish suggests Far Eastern, it certainly does not appear to be European/USA.
All suggestions welcome.
Regards,
Peter Gain. |
| Keith Long | 17/08/2010 14:17:21 |
| 883 forum posts 11 photos | Peter That sounds a bit odd - it couldn't be a 3-2MT sleeve stuck in there could it? Can you get to the back of the hole to see if you can see any signs of such a sleeve? Keith Edited By Keith Long on 17/08/2010 14:18:54 |
| chris stephens | 17/08/2010 15:06:42 |
| 1049 forum posts 1 photos | Hi Peter,
If your table is anything like mine, all you have to do is hit it with an hammer, sorry that should read, all you have to do is press it firmly in your your fifty ton hydraulic press.
If you do not have such a press, try the hammer method. (with a piece of soft packing if you don't have a sense of humour), The Morse sleeve is removable, I found this out when trying to remove a Morse fitting .
chriStephens
|
| Spurry | 17/08/2010 15:38:59 |
| 227 forum posts 72 photos | Peter G
My table is a Vertex, but has no central upstand. It's so long ago that I took it apart, I cannot remember the exact construction. There is a picture of it in my gallery .
I know I made an adapter with a 10mm central locator hole, the outside of which is a short length of Morse Taper. Is it possible to take a picture? it's much easier to see a problem than read about one.
 Pete |
| Peter Gain | 17/08/2010 19:03:04 |
| 103 forum posts | Hi,
Thanks to everyone who replied so quickly. I think that the explanation is that said "collar" is in fact a MT2 - 3 adaptor. I have the table set up for machining a small crankcase at the moment so cannot confirm. But I now know what to look for when I break down the set up.
Regards
Peter Gain. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in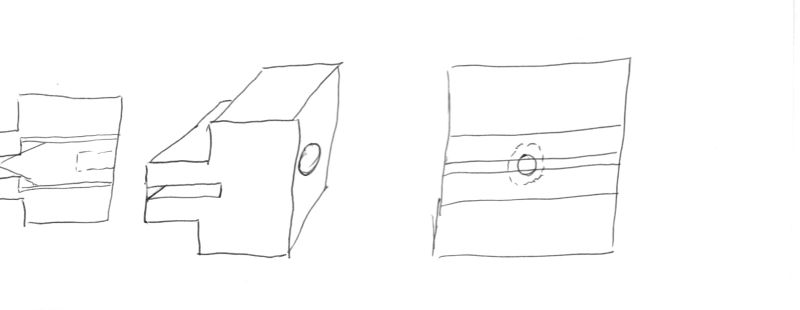{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Rotary table stops