
Disassembling of Minimill / X2-clone / XJ-12 Ballbearings
Stripping down Chinamill
| MarcuSweden | 15/04/2010 21:30:14 |
 29 forum posts 20 photos | I´ve started do strip down my Chinamill and im up for some good advice, but first the pictures : |
| MarcuSweden | 15/04/2010 21:52:37 |
29 forum posts 20 photos |  Very easy and straightforward to strip down this little machine.  But here on the gearwheels both on the motor ( metal ) and on the spindle it is bone dry ! Shouldn´t it be a little grease here or something ? I think so.  I´s a little bit hard to se here on this picture but i know WHY the fine feed doesnt work , that´s becouse the gearwheel we se here on the picture doesnt have any spline or loctite or nothing that stick it to the other part. So when i turn the finefeed wheel with my hand nothing happends beside with the finefeed gearwheel. Nothing else happends so ofcourse it will not work - how did they think about this in the factory ? Did they think ? But this will be my second problem and some splines will probably fix it up. 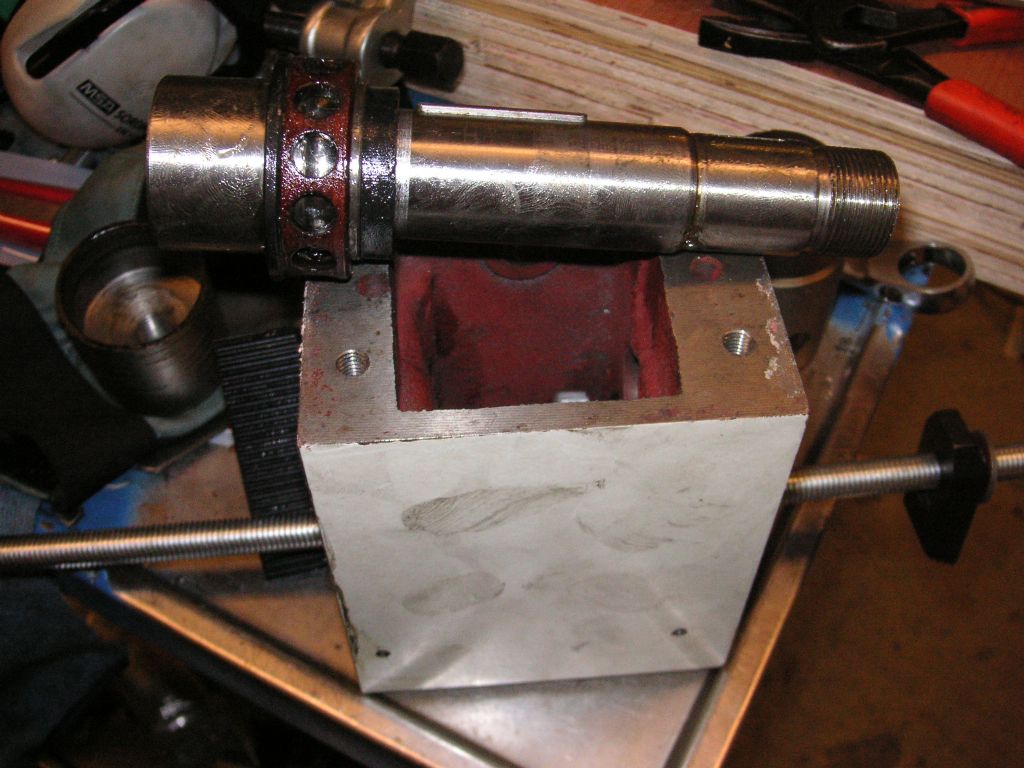 Spindle out.  Last ballbearing part removed.  This is what i got for about 2 hours of work. My first reflection is that the manual say the bearings should be : 2 pieces of 6206-RS and 2 smaller 6001-z But what i got was : 6206RZ upper left on picture. 7206AC upper right on picture. 2 smaller 6001 2RS. This was what Peter G. Shaw told us in my other thread about the Minimill / X2-clone , so my question is what should i exchange this with ? I think some sort of taper roller bearing should be quite good. Someone else here who has already changed to taper rolling bearings and think it was good ? The 6001 2RS I will change to the same but of better quality, probably SKF and with one or more ceramic balls if they are not to expensive. For you who has not striped down minimill and think it would be a lot of work i can only say it went faster than i thought and it is easy. Edited By MarcuSweden on 15/04/2010 22:11:12 |
| Peter G. Shaw | 16/04/2010 20:38:37 |
 1531 forum posts 44 photos | Hi Marcus, Not necessarily in the same order that you put... My machine had exactly the same bearings as yours, not as in the manual. I haven't looked into it, but I have a suspicion that headstock bearings for the C3 lathe may be the same - see Arc Euro Trade website. If I am correct, then I seem to recall Dave Fenner changing them (on the C3 that is) and describing it in MEW somewhere. Now, I notice from your photos that the bottom bearing (7206AC) has come apart during the disassembly. Mine did not, ie the complete bearing came out with the shaft. However, a friend of mine has the same mill, Warco MiniMill, and only last week had to replace his gears. Just like you, his bottom bearing came apart. Now, I am not an expert, but it doesn't seem right to me that these bearings should come apart like this. They are, after all ball bearings and I thought that once assembled they should stay assembled. I am aware though, that on bicycles that various ball bearings do in fact dismantle quite easily, but I think these of ours are meant to be sealed. Anyway, if you do succeed in changing to taper rollers then please let us, especially me, know because when my gears next break, I will wish to change them. You comment on a lack of grease. This is exactly what my friend found, but I do not remember on mine. Stripping the machine down is reasonably easy, even without the gear puller as you have. We changed my friends gears for metal ones that I had in stock ready, and reassembled in less than one day. It's just a case of being logical. Now onto the fine feed mechanism. Your message above leads me to suspect that you do not know how it is meant to work. Please forgive me if this is wrong. The finefeed knob via the long shaft turns the worm wheel inside the support block, item 159. This in turn rotates the bevel gear, item 155. This is shown in your photograph. The drive from the bevel gear is via the dog teeth onto the triple hand lever, item 154 which slides backwards and forwards along the pinion shaft item 157. The hand lever item 154 remains in either of two positions by means of a ball bearing item 149 (held by spring 150 and screw 151), there being two indentations in the end of the pinion shaft 157. Drive between the hand lever and the pinion shaft is by means of the keyway item 156. So, to engage fine feed, the triple hand lever is pushed in towards the headstock to engage the dogteeth. The fine feed knob thus turns the triple lever slowly. To disengage finefeed, the triple hand lever is pulled out. On both my mill, and my friends mill, the fine feed did not work. The manual did not even mention it, and it wasn't until I downloaded a document from the Little Machine Shop in America that I found out how to make it work. What my friend and I discovered is that there is a gross misalignment between the the support block and the bracket adjacent to the fine feed knob such that the support block requires shimming out along its front edge (as you look at it from the front). Furthermore, the support block housing is too short for the actual worm itself, causing binding of the worm inside the block. This is cured by, in my case, adding washers between the end cover plate and the support block thus giving clearance for the worm to rotate. In addition, my friend discovered that his was seized up due to gunge. Regards, Peter |
| MarcuSweden | 18/04/2010 21:43:57 |
29 forum posts 20 photos | Hi Peter ! "Now, I notice from your photos that the bottom bearing (7206AC) has come apart during the disassembly." The 7206AC is a angular contact ball bearing , they are "open" , a little bit like taper rolling bearing. "Anyway, if you do succeed in changing to taper rollers then please let us, especially me, know because when my gears next break, I will wish to change them." I have ordered the following bearings which i hope will work fine : 2x 30206 J2/Q SKF 2x 32206 BJ/QCL7 SKF 2x 6001 2RS SKF The 30206 will probably work , the 32206 with BJ/QCL7 surface might be a little bit to large but it is a bearing often used in small machine spindles and takes more load and is better suited so i took two of theese to to evaluate what works the best. Maybe the 32206 will fit as lower bearing , i think i must try and evalute becouse no one ansvered this thread telling what bearing is most suited and known to fit. Ofcourse I will show photos and tell how this works out, as long as anyone is intrested  " We changed my friends gears for metal ones that I had in stock ready, and reassembled in less than one day." The smartest thing for me now when the mill is dissassembled would be to change the gears to metal ? Where can i buy them in metal ? "Now onto the fine feed mechanism.Your message above leads me to suspect that you do not know how it is meant to work. Please forgive me if this is wrong." After reading your text and looking on the schematic of the mill i think You are right, I have not understood how it was meant to be working. I will continue with this issue later on when the bearing change is done and the time come for reassembling. Is there a link to the file on Little Machine Shop ? One other thing i think of when dissassemblinbg the head gear house is that after reassembling of the head the whole mill must be set up again so that the column is 100% in line against the milling table . Best regards and thanks for all help. |
| Stub Mandrel | 18/04/2010 21:49:59 |
 4318 forum posts 291 photos 1 articles | Changing to roller bearings on the C3 type mini lathe is straightforward if you take it step by step. I wrote it up for ME a few years ago and the article has pics of my improvised pullers in it. Changing them in the mill should be no harder. Arc should be able to advise on the right rollers. The effect on the lathe was remarkable -I was able to duplicate feats of turning and parting that have been held up as examples of a well set up Myford in the past - parting tool at 2" diameter, cuts 1/8" or more deep. I don't know if the mill will improve so much - I think it's main problem is rigidity. You can greatly improve this by scraping the joint between the base and the pillar bracket. On mine it was very roughly flycut  Neil Edited By Stub Mandrel on 18/04/2010 21:50:33 |
| MarcuSweden | 18/04/2010 23:43:26 |
29 forum posts 20 photos | I also changed the bearings on my Chinalathe to SKF taper roller bearings , I dont know the difference between the new and old bearings becouse changing bearings was the first thing i did.  "Changing them in the mill should be no harder. Arc should be able to advise on the right rollers." I have choosen the bearings that have the same dimensions as the original ones , besides that the taper rolling bearings is a little bit higher. http://www.skf.com/portal/skf/home/products?maincatalogue=1&lang=en&newlink=1_14_7 Here list of SKFs dimension on single row taper rolling bearings. "You can greatly improve this by scraping the joint between the base and the pillar bracket." Ok i will try this later on, maybe a fixed more rigid column would also help , I have seen that for the X1 micro mill but not for the X2. |
| Stub Mandrel | 19/04/2010 22:23:42 |
4318 forum posts 291 photos 1 articles | Marcus Lying awake worrying about your mill last night (not really!) I figured out why your fine feed doesn't work! You have to slide the boss of the big wheel with three handles on it across so the castellated dogs on it engage with the dogs on the worm wheel (you can see them in your photo!) Yes, the system is so crude the fine feed wheel just turns the big one slowly so LOADS of backlash and you need a lot of steady pressure to turn it, but surprisingly repeatable (about a thou). If you fix the wheel to the spindle, then you won't be able to use the lever wheel to raise and lower the head! Neil |
| Peter G. Shaw | 20/04/2010 15:17:27 |
1531 forum posts 44 photos | Hi Marcus, You should find the MiniMill users guide here: http://littlemachineshop.com/Info/MiniMillUsersGuide.pdf. Thanks for the info re the angular contact bearings. This suggests that perhaps my outer ring is not tight enough! I look forward to your final results with interest. Metal gears are available from ArcEuroTrade. They are also used in the C3 lathe and that is where you will find them, ie under C3 lathe spares. In fact the designation shows, I think, C3/X2. If you search using X2 or MiniMill or something similar, you will find somewhere that there are various suggestions for stiffening the column. I would have to do a search to find them again, but they are there somewhere. Basically, it seems that one way is to clamp a large steel plate on the back. Similarly, you will find information of how to accurately set the mill by using shims in various places. Again, I can't tell you where because I would have to search again. I perhaps should explain that when I come across some of these things, I make a mental note that it does exist, and then some time later search again when I'm ready to use that information, hence my lack of assistence here. Regards, Peter G. Shaw |
| MarcuSweden | 23/04/2010 00:26:22 |
29 forum posts 20 photos | Stub Mandrel : I think You might be right here , i will look more at this when the minimill is reassembled, as You might be reading below i now got myself more work before Im even close to reassembly. Peter : Today i got my bearings, but now I focus on a belt drive instead, it must be better than metal gears , So i will leave my internal gears out when reassembling. http://littlemachineshop.com/products/product_view.php?ProductID=2560&category=879658189 might be good but the problem is the price when buying from outside EU. , I have bought some small things from US before and it gets realy expensive from none EU countries. ( Yes i woted NO , atleast we dont got the Euro - yet. ) So maybe make an own belt drive , how hard can it be ? My biggest problem is lack of knowledge when it comes to belts . Someone in here converted to belt drive ? any thoughts ? Edit : After 30 seconds on google , there seem to be no need to reinvent the wheel..... many people has converted their minimills with a lot of intresting solutions. like : http://madmodder.net/index.php?topic=1245.0 Edited By MarcuSweden on 23/04/2010 00:41:08 |
| John Rudd | 23/04/2010 12:08:37 |
| 1479 forum posts 1 photos | The first job I did on my minimill when the gears broke was to add a belt drive...
I also changed the bearings to taper rollers. Never looked back since doing the conversion.
BTW, the kit from LMS does not necessarily fit all the clones. I followed Jerry Rollet's conversion but had to make some changes to the dimensions...nothing too onerous. |
| Peter G. Shaw | 23/04/2010 21:48:14 |
1531 forum posts 44 photos | I too had heard that some of the belt conversions don't necessarily fit the Warco/Amadeal MiniMills. This was why when mine broke, I got replacement plastic ones from Warco under warranty, then, when I found out about them, I bought the metal gears in readiness for the next breakage. John, Which version of the mill have you got, and what were the bearings you used? Regards, Peter G. Shaw |
| MarcuSweden | 24/04/2010 21:35:39 |
29 forum posts 20 photos | Today I mounted the new bearigns the postie got me some days ago , i mounted the SKF 30206 Q taper rolling bearings , they fit perfect. It is possible to use the little higher 32206 Q , but then the spindle comes a few millimeters lower and the uper bearing dont get more than 70% contact with the spindle on the upside. The 32206 can handle more load than 30206 but 30206 is way better than thoose bearings the mill came with from the factory. It is very easy to mount 30206 bearings on the minimill / X2 clones , 30206 has the same inner and outer diameter as the factory mounted bearings. Now i must start making some kind of belt drive, i dont know exactly where to start but there are som designs available on internet and thoose can be easily modified to fit the minimill. I think the design i want demands one working mill - which i dont got. Or i can make a CAD drawing and leave that drawing to the local WaterJet and get the beltdrive stuff cutted out in 30 seconds , so Il start with learning some CAD-program so i can make a drawing and get the parts cutted out. |
| MarcuSweden | 02/05/2010 00:13:45 |
29 forum posts 20 photos | This is how much is left of the spindle with the SKF 30206Q Taper roller bearings mounted. 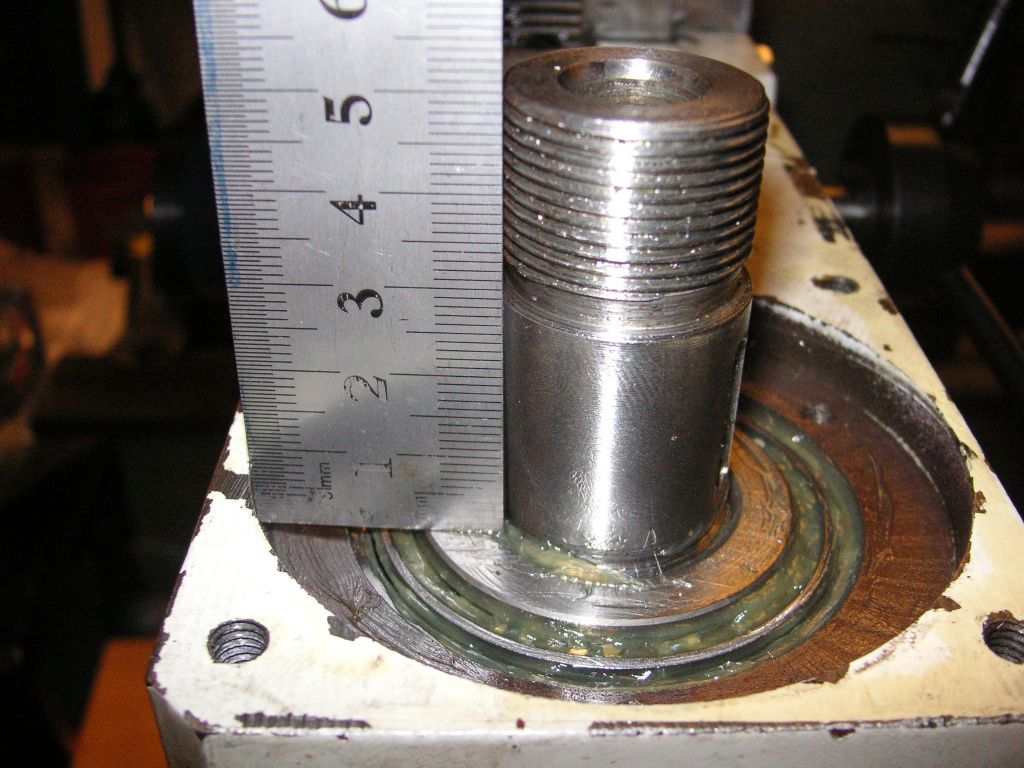 I have tried to learn a CAD program for making schematics , have tested about 10 different programs and the most simple ones are to simple - almost like paint or something and absolutely not usable for making schematics. The other ones have way to much funtions and takes wery long time to learn ( for me ) so i decided that any CAD program is fine fot making simple schematics as long as there is a lot of manuals available , the manuals and availability of howtos is more important than the CAD-program itself as I se it. So for me I ended up with AutoCAD light 2010 and a thick book , bull by the horn... Edited By MarcuSweden on 02/05/2010 00:21:28 |
| Terryd | 02/05/2010 05:41:46 |
 1946 forum posts 179 photos | Hi Marcus. there are some good CAD tutorials here: They are in English but I'm sure that you'll manage. Best regards Terry |
| MarcuSweden | 02/05/2010 22:47:51 |
29 forum posts 20 photos | Oh thanks ! But now I just bought this thick book about AutoCAD that im reading one hour every night Edit : Think I´l use that page to , very good ! The tutorials is great. Edited By MarcuSweden on 02/05/2010 22:50:18 |
| Roberto dasso | 04/06/2010 20:05:10 |
| 8 forum posts | Hello my name is Roberto, i am from Italy I just bought the same machine..i will get it next week i think. I have a question: is it necessary to change the ball bearings? because i have a mini lathe of the same producer (real bull) and the spindle is no too bad ( i measured 0.005 mm runout on the spindle without the chuck) Thanks Roberto |
| Stub Mandrel | 04/06/2010 21:20:26 |
4318 forum posts 291 photos 1 articles | Hi Roberto, I changed the bearings on my mini lathe not expecting much change but it made a BIG difference. One of these days I will do the same for the mill - probably along with a belt drive conversion. But I'd say try with standard bearings and it will probably be OK, but consider upgrading in the future. Neil |
| Roberto dasso | 05/06/2010 06:21:46 |
| 8 forum posts | Hello Neil Thank you for your reply About the belt conversion for the mini mill: yes, i think it is a much better solution than the gear drive, i will do that in the future. Edited By Roberto dasso on 05/06/2010 06:29:40 |
| John Shepherd | 05/06/2010 07:36:24 |
| 222 forum posts 7 photos | You mentioned the need to realign the head on re assembly. I found the following small modification useful when I did mine: Edited By Kelvin Barber on 07/06/2010 11:37:07 |
| Roberto dasso | 05/06/2010 11:12:25 |
| 8 forum posts | Very good link, John... Thanks! |
Please login to post a reply.
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics




- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.





 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!