
Milling Advice
| Justin Thyme | 20/09/2023 08:55:37 |
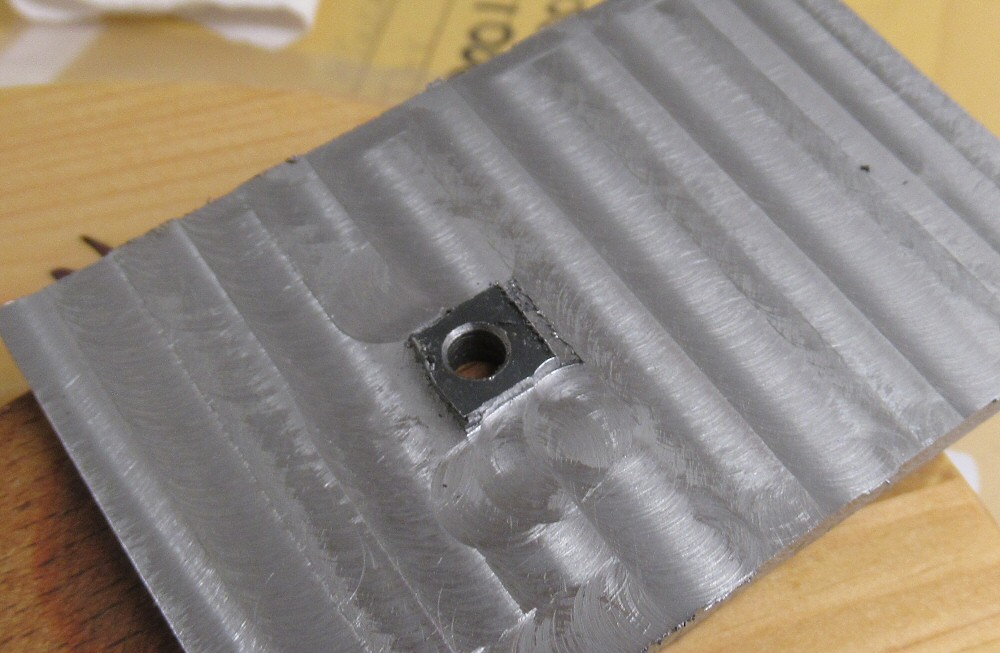
| 72 forum posts | Could anyone offer some advice on how to improve the finish, it isn't too rough, you couldn't peel tatties with it but I would have hoped for a better finish (i still thing it will polish up ok with some wet and dry) speed 2000 rpm, 10mm 4 flute, used cutting oil.
|
| Benedict White | 20/09/2023 08:59:10 |
| 113 forum posts 1 photos | You ill get the up/down lines you have, that is the nature of a mill. I note that you have an island in the middle. If you did not have that island you could skim the top with a fly cutter or if you have a face mill wider than the part use that. Are there ridges between the lines? If so your mill might not be trammed, if it isn't I did a video of tramming my Naerok mill. |
| Benedict White | 20/09/2023 08:59:47 |
| 113 forum posts 1 photos | Also, lock the quill. If you don't it will move under load. |
| JasonB | 20/09/2023 09:11:19 |
 25215 forum posts 3105 photos 1 articles | Check the tran and nod as the ridges are often due to the cutter leaning sideways. Lock evey way that is not moving but I suspect it is about a sgood as you will get with that combi machine. Also half the speed if that was with a HSS cutter you may not blunt it as fast then. You want a speed of no more that 30m/min, at 2000rpm you were doing 62m/min (200ft/min) |
| Justin Thyme | 20/09/2023 09:19:50 |
| 72 forum posts | I think it is a tungstan carbide cutter, but will check (how would I know, I don't see how all those flutes could be?) Yes the quill is locked. but I was not locking the x axis hen moving the Y. would that make a difference ?
not sure waht you mean about ridges between the lines - it is mainly visual, although I can feel a roughness with my fingernail.
Edited By Justin Thyme on 20/09/2023 09:36:41 |
| Benedict White | 20/09/2023 09:58:49 |
| 113 forum posts 1 photos | The quill lock is the important thing. Other locks other than the one you are moving can help in some circumstances (stopping sideways drift) but if there are no ridges, that is what a milled finish looks like, though I can't comment on how rough it is without holding it. |
| JasonB | 20/09/2023 10:05:28 |
25215 forum posts 3105 photos 1 articles | If it is just visual than the mill is OK but often if tram is out eg the spindle is not vertical above the work you can get a saw tooth effect, even if very small you can usually feel it with a finger nail, this is an exaggerated sketch.
Just noticed you have the work screwed to a block of wood. This will likely be allowing the work to be pushed away from the cutter as the setup is not totally rigid and that won't be doing anything to help the finish. |
| Justin Thyme | 20/09/2023 10:07:48 |
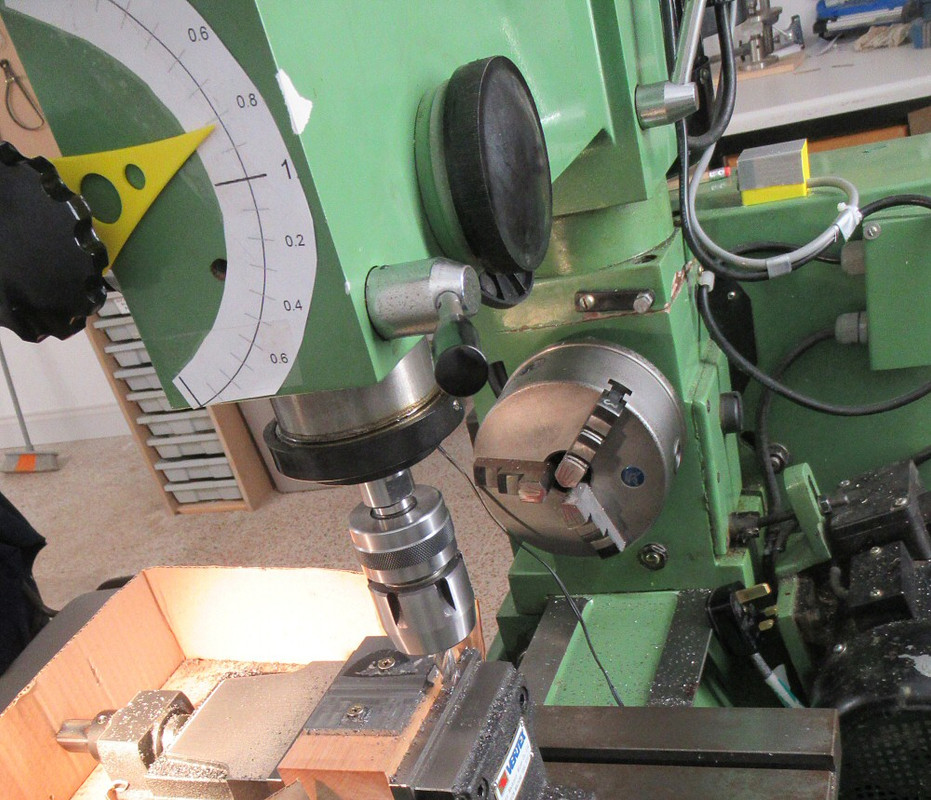
| 72 forum posts | What about depth of cut? I used 0.2mm for each pass, is this about right? And on the subject of depth, this machine does not seem to give any real means of adjust depth accurately - hence the print out and dial that I have stuck on the end |
| JasonB | 20/09/2023 10:09:59 |
25215 forum posts 3105 photos 1 articles | 0.2mm is a bit shallow and will tend to just wear the very corners of the cutter, What was the total depth you wanted to remove? |
| Mike Hurley | 20/09/2023 10:15:50 |
| 530 forum posts 89 photos | Unless working with toolroom quality equipment, you must accept that often the results you get with hobby machines will often be only 'adequate' . You are probably doing all the right things anyway - sharp tools , suitable speed / feed etc etc and you still won't get that 'mirror' like finish we would all like. The roughness you feel with your fingernail can be caused by many things ( such as suggested above ) or the material itself - some steels simply will not finish well no matter what! As for ridges, this is normally as a result of the cutting face not being absolutely level and every pass on the Y axis creates a sort of slightly angled path with each adjacent cut creating a minute step. See diagram below (Obviously VERY exaggerated ) of a work section to try and show the principle. This is normally a result of the head to table alignment. Hope that clarifies things a bit. regards Mike
Jason beat me to it !
Edited By Mike Hurley on 20/09/2023 10:16:54 |
| Andrew Skinner | 20/09/2023 10:34:06 |
| 21 forum posts 6 photos | This is more question than answer, but I read somewhere that you can stone the sharp corners of the endmill to improve the finish, obviously keeping that one just for facing cuts. Is this advisable? I haven’t tried it. |
| Benedict White | 20/09/2023 10:51:47 |
| 113 forum posts 1 photos | Jason and Mike, you have forgotten the other issue you can get with inadequate tram, where the tool cuts at 90 degrees to the one implied in your diagrams where you get a dip in the middle. In any case, here is a link of me checking and adjusting the tram on my Naerok mill: Naerok Round Column Mill Drill Initial setup and first cut
|
| Justin Thyme | 20/09/2023 11:05:52 |
| 72 forum posts | Posted by JasonB on 20/09/2023 10:09:59:
0.2mm is a bit shallow and will tend to just wear the very corners of the cutter, What was the total depth you wanted to remove? it is a wedge shape, so 0.5 off one end and 2.5 off the other. at 0.2mm it seems to cut with consummate ease. at 0.3mm there seemed to be a bit of viabration, it all seemed a little less happy. |
| Andrew Johnston | 20/09/2023 11:07:09 |
 7061 forum posts 719 photos | Posted by Andrew Skinner on 20/09/2023 10:34:06:
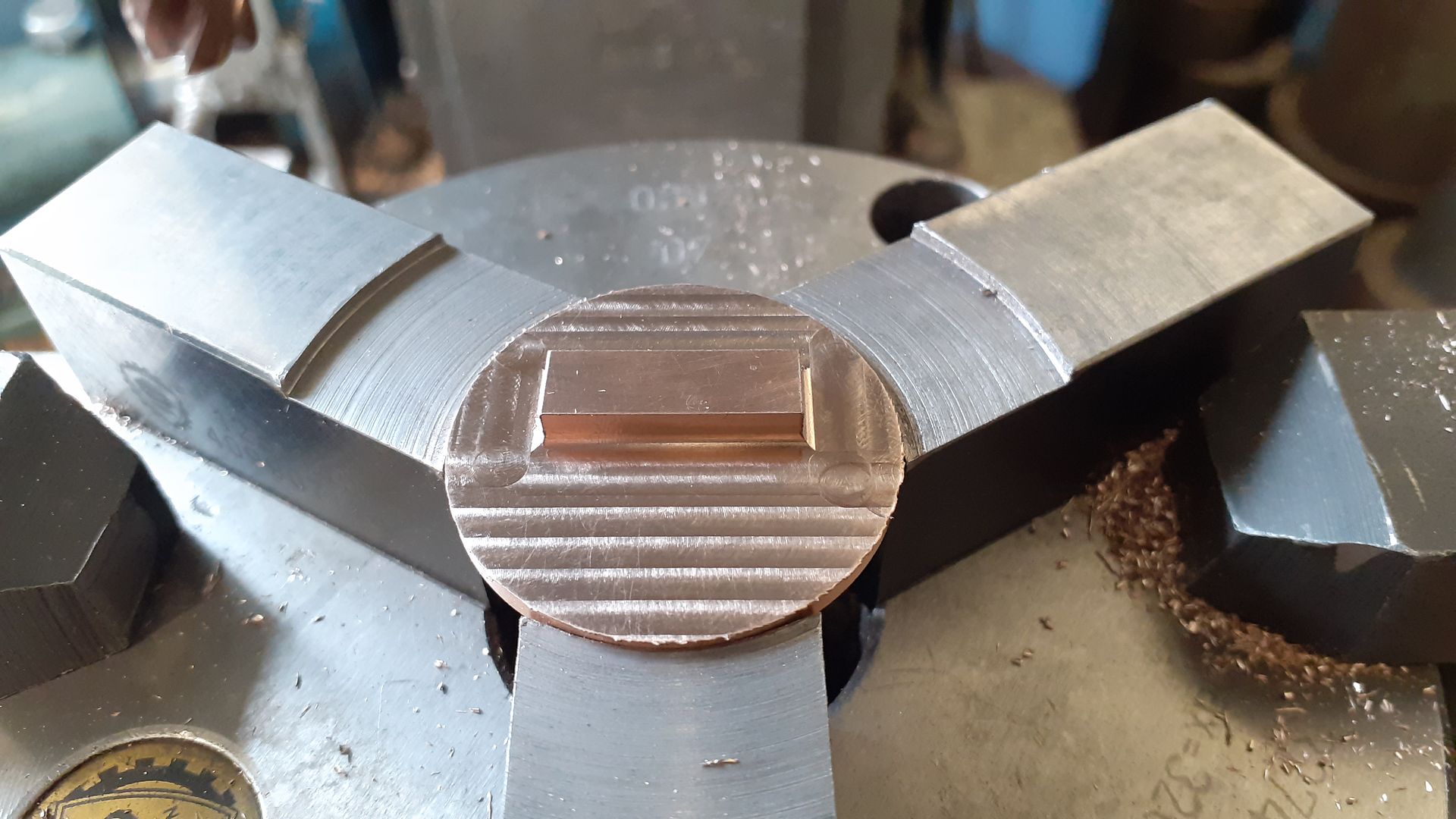
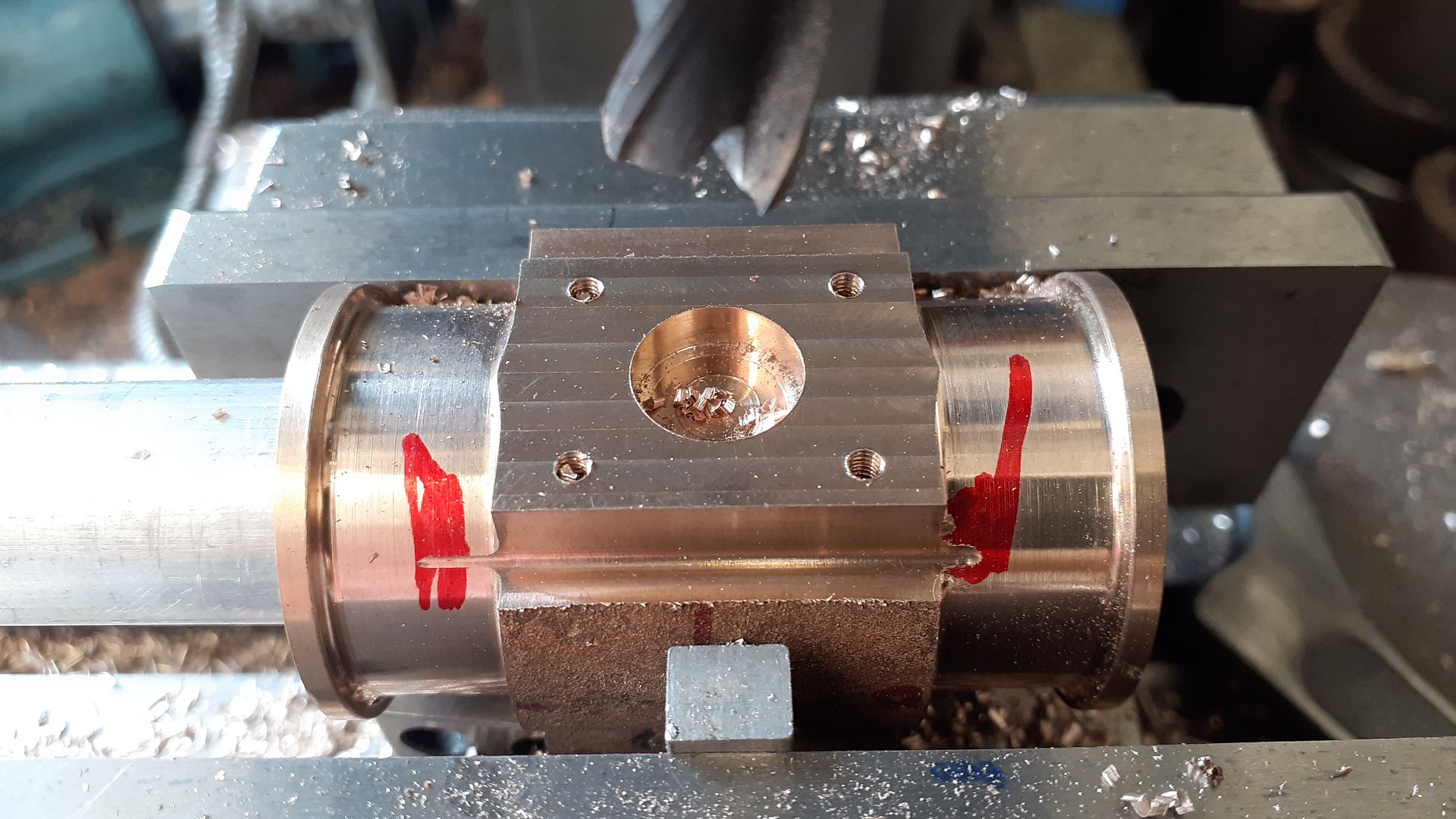
...I read somewhere that you can stone the sharp corners of the endmill to improve the finish, obviously keeping that one just for facing cuts. Is this advisable? It's an old school trick that should work, although I haven't tried it. The modern equivalent is a cutter with a radius (less than 1mm) ground on the corners. These cutters are expensive, circa £45 for a 10mm diameter one. I reserve them for final cuts when I need a good finish and a flat surface. I used one to finish the valve chest faces on my traction engine cylinders. This shows the sort of finish that can be achieved:
The part is a heat spreader, in copper, for an experimental high power inverter using silicon carbide power devices. Andrew |
| JasonB | 20/09/2023 11:19:58 |
25215 forum posts 3105 photos 1 articles | Andrew must be buying his cutters from an upmarket supplier, 10mm carbide with 1.0mm radius can be had for just over £20 from the likes of APT and they work for me, even cheaper from other sources. I use them a lot when I want internal fullets to replicate castings and sometimes for flat surfaces
As for the depth of cut question it sounds like the cutter is past its best or the machine not that able. maybe try 0.5mm and less stepover between passes combined with the slower speed and rigidly mounting the work. Edited By JasonB on 20/09/2023 11:23:15 |
| Benedict White | 20/09/2023 11:26:24 |
| 113 forum posts 1 photos | Thanks for the buying tip, I had not checked if APT did anything other than inserts Jason. |
| Andrew Johnston | 20/09/2023 11:37:52 |
7061 forum posts 719 photos | Posted by JasonB on 20/09/2023 11:19:58:
Andrew must be buying his cutters from an upmarket supplier... My standard cutters are the YG K2 range from Cutwel, they last very well despite being driven hard. Andrew |
| Andrew Skinner | 20/09/2023 11:41:35 |
| 21 forum posts 6 photos | Posted by Andrew Johnston on 20/09/2023 11:07:09:
Posted by Andrew Skinner on 20/09/2023 10:34:06:
...I read somewhere that you can stone the sharp corners of the endmill to improve the finish, obviously keeping that one just for facing cuts. Is this advisable? It's an old school trick that should work, although I haven't tried it. The modern equivalent is a cutter with a radius (less than 1mm) ground on the corners. These cutters are expensive, circa £45 for a 10mm diameter one. I reserve them for final cuts when I need a good finish and a flat surface. I used one to finish the valve chest faces on my traction engine cylinders. Andrew Thanks, I’ll try that. I inherited lots of Clarkson cutters with my TS mill, many with chipped edges so might as well grind them off and use for facing. |
| Chris Mate | 20/09/2023 16:35:13 |
| 325 forum posts 52 photos | So far till further experiments I got the best milling finish with a Walter 6x insert shoulder mill with the head roughtly tilting 2 degrees left accidently. I then mill conventional milling using the X-Axis from right far to left, then I go back without adjusting the Y-axis on same pathe instead of going horizontally...I then adjust the Y-Axis on, and repeat. |
| Pete | 23/09/2023 03:58:24 |
| 128 forum posts | If you still have enough material left Justin, you could still fly cut that surface even with the raised area just by working to known coordinates from each part edge and using the hand wheel divisions. Trying to sand and polish all that out is going to take a very long time. I consider end mills as a material removal tool much like a drill is. For larger and flat areas and whenever possible before I bought my face mills, I'd then use a fly cutter as that's what they were always intended for as a tool to remove tool marks while roughing the part out. But I should also mention they are certainly not intended for nor should they ever be used to make large depths of cut. Yes the tool itself can do so, our mill spindle bearings and splines will get damaged after enough of that. Decent face mills can do both roughing and finishing. And the difference between them and a fly cutter, as long as you have at least 2 cutting teeth removing material at the same time during the full rotation, the cutting forces are then loaded against one side of the spindle splines. So they can take those larger depths of cut to the limits of what your mill can do. Just like a two tooth slot mill, it's still a good practice to slow a face mills entry and exit points at each end of the part. But it's the intermittent cutting loads a single tooth cutter produces that starts hammering those spindle splines and bearings to an early death. Watch any Youtube video where there taking large depths of cut with a fly cutter and you can plainly hear that high speed hammering effect if you know what to listen for. I've set my mill up with a fair amount of tooling to also precision machine hardwoods to closely match metal parts when I need that option. As a test, I spent an extra hour or so one day and got the head on my BP clone trammed in to within .0001" over a 9" circle. Very time consuming, tough and frustrating to accomplish. I then used what's really a 3 tooth 3" diameter face mill for wood. Mine were sold by Wagner in the U.S. at one time and called a Safe T Planer that was originally designed for drill press use. There light years better on a mill and the wood locked in a vise. I made one clean up cut and then a fine finishing pass of .005" depth. Even with that light depth of cut on wood with a Bridgeport clone in almost brand new condition and properly adjusted, there was still clear evidence of the tool taking probably a couple of 10ths off the back side of it's rotation. It's the stack up up all the tiny deflections and clearances within the whole assembly that prevent a clean cut with no back cutting. And the harder the material your cutting and duller the tool, the deeper those back cuts will be. Yes tilting the head a tiny amount can eliminate those back cutting swirls or even slight grooves if chip gets between a tooth and the part face. But your part faces then aren't flat, there slightly dished. That may or may not matter in some cases. While I still get some of that back cutting with my face mills, most times it's happening on a much less used and sharper portion of the cutting tips. If I speed the rotation up a bit and slow the feed rate for those light finishing cuts to dimension. Most times those face mills will still provide a more than acceptable surface finish. I even use my fly cutters sometimes, the sanding and polishing hours they've saved trying to remove any minor tool marks still make them a worth while tool to have. |



Please login to post a reply.
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics




- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.





 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!