Forum sponsored by:

Making a large washer.
| Justin Thyme | 09/06/2023 14:37:55 |
| 72 forum posts | I am needing to form what can best described as a large washer out of 3mm mild steel late.. 39mm dia centre hole, with a 89mm outer edge. Could any of this be done on a lathe or milling machine ? Could I just cut and grind the outer dia and then finish off on a lathe ?
|
| Bill Davies 2 | 09/06/2023 15:10:59 |
| 357 forum posts 13 photos | Justin, depending on your lathe size and accesories, you could do it with a faceplate and clamps. Drill and bore the middle, then clamping off the bore, turn the outside diameter. Lacking a faceplate, a metal plate or even wood atached to a spigot to hold in the chuck would suffice. Bill |
| Justin Thyme | 09/06/2023 15:34:58 |
| 72 forum posts | on turning steel, can you start off with something only vaguely round (or even square) and slowly chip away at the high bits until its round. It is what I would do with wood but not sure what can be done with steel. |
| JasonB | 09/06/2023 15:49:04 |
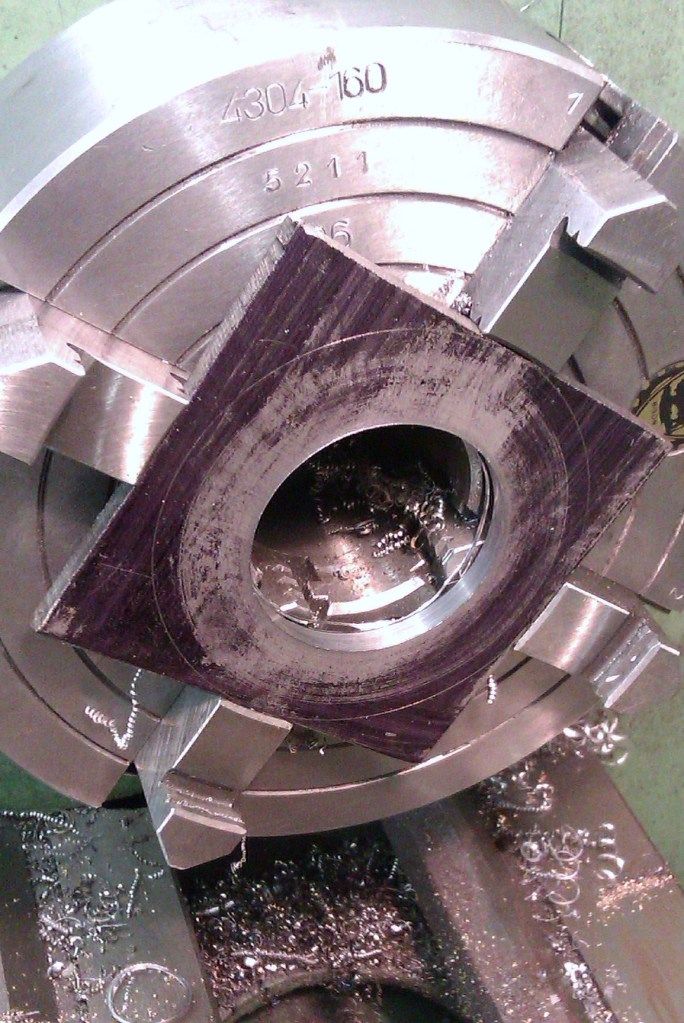
 25215 forum posts 3105 photos 1 articles | If you cut a bit of 3mm plate into a square, then cut the 4 corners off you can hole in the 4-jaw and bore the hole. Then change to 3-jaw with the jaws inside the hole and expand the jaws to hold the work while you turn the OD. Corners can be cut off before or after the hole is done
Edited By JasonB on 09/06/2023 15:53:53 |
| Clive Brown 1 | 09/06/2023 15:53:35 |
| 1050 forum posts 56 photos | Hacksaw an octagon 90+mm AF. Mount in 4 jaw chuck and drill / bore 39mm hole. Then mount in 3 or 4 jaw using this hole and carefully turn the 89mm dia. Edit; Jason beat me to it, can't compete with the pictures either. Edited By Clive Brown 1 on 09/06/2023 16:17:07 |
| noel shelley | 09/06/2023 16:16:14 |
| 2308 forum posts 33 photos | An 1.5" washer may well be about this dimension ? Try a fastener company ! Noel. |
| Justin Thyme | 09/06/2023 16:19:28 |
| 72 forum posts | and if i only have something to make a 36mm hole, can I turn out the rest of it ? |
| Martin Connelly | 09/06/2023 16:54:13 |
 2549 forum posts 235 photos | Hole saw or Rotabroach type annular cutter in a tailstock is a good start to save time drilling and boring. I think this is what you are thinking. A large drill that size in a lathe and in material that is that thin may cause problems. Martin C |
| duncan webster | 09/06/2023 17:57:42 |
| 5307 forum posts 83 photos | Posted by Martin Connelly on 09/06/2023 16:54:13:
Hole saw or Rotabroach type annular cutter in a tailstock is a good start to save time drilling and boring. I think this is what you are thinking. A large drill that size in a lathe and in material that is that thin may cause problems. Martin C Sounds expensive for a one off. I'd use Jason's method |
| old mart | 09/06/2023 18:33:57 |
| 4655 forum posts 304 photos | You could make one on a mill, but having a rotary table would simplify things. The hole could be bored first. If the lathe is big enough, that would be my first choice. |
| Clive Foster | 09/06/2023 18:34:18 |
| 3630 forum posts 128 photos | Having an objectively excessive collection of Starrett hole saws I can generally find one quite close to the needed inside and outside sizes which minimises the amount of lathe work involved. A certain care is needed when doing the lathe work to stop the nascent washer from twisting out of position in the chuck leading, at best, to misshapen inside and outside diameters. At worst the thing pretzelllises before self ejecting from the chuck. Which is annoying. The grooves in the jaws aren't guaranteed top hold the thin part in a secure and stable manner. The job is most at risk when taking the corners off the outside. The more sides you cut initially the lower the knock-knock-knock forces at each corner making it much easier for the chuck to hold properly. Clive Brown advises starting with an octagon rather than square which is what I used to do before getting into hole saw collecting. Trapping a piece of suitably thick wood, MDF, particle board or similar between the embryo washer and the chuck jaws to act as a sacrificial support can help. No need to make it tight on the centre or terribly round. It just needs to sit under where the tool is cutting. As with so many such jobs belt and braces set-up is frequently not needed. The job going fine when just held in the chuck. But taking that extra care costs little time when "thats the way you do it". Clive |
| Milly S | 09/06/2023 20:15:41 |
| 42 forum posts 9 photos | Hi Justin look up trepan it’s the easiest way to cut a large washer out of a flat sheet of metal in the lathe hope this is helpful steve
|
| Milly S | 09/06/2023 20:17:24 |
| 42 forum posts 9 photos | Hi Justin look up trepan it’s the easiest way to cut a large washer out of a flat sheet of metal in the lathe hope this is helpful steve
|
| Howard Lewis | 09/06/2023 20:51:49 |
| 7227 forum posts 21 photos | +1 for Jason's method! Howard |
| Fulmen | 09/06/2023 21:15:52 |
 120 forum posts 11 photos | For holding reasonably thick stock larger than the chuck: Tap it and screw it on a threaded rod or preferably long bolt with the head behind the jaws.
And remember: Usually the most efficient way to remove metal is sawing. Interrupted cuts isn't doing your machine any favors either. Edited By Fulmen on 09/06/2023 21:16:56 |
| Clive Foster | 09/06/2023 21:19:56 |
| 3630 forum posts 128 photos | Effective though trepanning is grinding the tools can be tricky if you've not done it before and don't have a good guide with decent pictures. As ever it gets easier the larger the job is. Grinding a satisfactory tool to handle holes under 400 mm, 1 1/2 inches or so without putting excessive force into the sheet can be quite difficult. It's important to fix the sheet securely to the substrate as there is significant force trying to make things ripple. Worse with thin material. I can, and have, both ground the tool and done the deed successfully but I'd rather not. During my efforts I didn't have that nice warm fuzzy feeling of proper understanding with everything under full control. Clive |
| Howard Lewis | 09/06/2023 21:25:54 |
| 7227 forum posts 21 photos | You could mount the raw material on a relatively small arbor to turn the OD and then make up a beel chuck to bore bthe central hole to size. Deburring may well have to be a manual opoeration. Howard |
| Fulmen | 09/06/2023 21:34:29 |
120 forum posts 11 photos | @Clive: Same here. I recently made a couple of 5mm deep grooves, 23/29mm dia in mild steel. I broke 3 cutters and was sh*tting bricks the whole time. |
| Hopper | 09/06/2023 23:22:03 |
 7881 forum posts 397 photos | Boring bar would be a good way to open the hole up to 39mm from whatever your largest drill size is. The job is only 3mm thick so not a lot of time involved. Saves the expense of buying a hole saw etc. And cutting the corners off as Jason shows above is generally easier than trepanning, which is kind of like parting off on a curve so the tool needs to be ground just right for it to go smoothly. |
| Huub | 09/06/2023 23:31:07 |
| 220 forum posts 20 photos | Posted by Justin Thyme on 09/06/2023 14:37:55:
39mm dia centre hole, with a 89mm outer edge. I would do this on a lathe and start by the making the inner hole using drilling and turning. If the thickness of the washer has tight tolerances, now would be the time to face one side of the washer. For the outer diameter I would clamp the inner hole on the 80 mm 3 jaw chuck from my mini lathe (the faced side towards the chuck). Face the other side of the washer.
|

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > General Questions > Making a large washer.