Forum sponsored by:

Slowing lathe RPM
| Dr. MC Black | 10/01/2022 00:34:55 |
| 334 forum posts 1 photos | I have a small lathe which is powered by a 1400 rpm electric motor and, using a belt between two sets of pulleys can vary the speed between between 435 rpm and 4415 rpm in six steps. A more expert chap has suggested that I need to machine Aluminium at slower speeds. I know nothing about electricity - connecting a plug to the end of a cable is the limit.of my expertise. Is there a "Plug & Play" solution? Can one purchase a ready made unit into which I can plug the lathe which has a dial (preferably calibrated) to vary the speed? With best wishes and thanks MC
|
| John Olsen | 10/01/2022 01:00:48 |
| 1294 forum posts 108 photos 1 articles | It depends on the diameter of the aluminium, but 435 rpm does sound a bit fast for the minimum speed. It would help if we knew what the actual lathe is too. If the existing motor is a single phase induction motor, then you are not going to be able to change the speed of that. You would need a three phase motor with a VFD, or a universal or DC motor with some sort of electronic control. You can buy a plug and play setup for the Myford, for instance from Newton Tesla. It might be easier to do it mechanically, for instance an extra countershaft with stepped pulley to allow lower speeds. For example, the Myford ML7 that I have came with three steps on the spindle and a countershaft, but also had quite a large stepdown between the motor and countershaft. (It also has a back gear.) Bear in mind that just changing speed electronically has its limitations. When you reduce the speed, you will still only get about the same maximum torque. So say you double the diameter of the job, you would halve the speed to get the same cutting speed. To take the same depth of cut, (same force on the tool) you would now need to double the torque, but with an electronic control you can't. Whereas if you halve the speed by changing pulley sizes, halving the speed will double the maximum available torque, so you would be able to take the same depth of cut. This means that you would actually be able to remove the same volume of metal in a given time. John |
| Y C Lui | 10/01/2022 02:35:04 |
| 84 forum posts 35 photos | The range of speed should be good for turning aluminium.on my bench lathe (Emco compact 8) I use 1700 rpm for most of the time. I reduce speed only if the diameter of the stock is on the large side. What is the problem you are having? The set up mentioned in your post uses DC brushless motor. You will need to replace the existing motor which is not a trivial task |
| Paul Lousick | 10/01/2022 03:32:48 |
| 2276 forum posts 801 photos | 4415 RPM The speed of some motors can be reduced but there is also a reduction in output torque. Better to use different size pulleys on the belt drive. |
| Pete Rimmer | 10/01/2022 06:02:23 |
| 1486 forum posts 105 photos | A pic of your lathe and it's setup? Having 6 speed steps suggests you have a countershaft setup. I wonder if all you need is a different pulley combination driving it. |
| Dr. MC Black | 10/01/2022 08:54:35 |
| 334 forum posts 1 photos | Very many thanks for your prompt, helpful and courteous responses. It's a Taig Lathe (marketed as Peatol in the United Kingdom) I attempted to Paste an image with a table of the speeds and a sketch of the set-up but the site tells me my message is too large! I don't know how to include a photograph in a message but a similar arrangement is shown on http://cartertools.blogspot.com/2012/03/10-minute-taig-motor-mount.html I was trying to cut a step in Soft Jaws so that I could mount a steel disk that was too large for the jaws of the 3 jaw chuck as supplied. With best wishes and thanks again. MC
|
| John Haine | 10/01/2022 09:11:19 |
| 5563 forum posts 322 photos | Posted by Y C Lui on 10/01/2022 02:35:04:
... The set up mentioned in your post uses DC brushless motor. ... If only it were! It's clearly a 4 pole single phase induction motor. Probably overkill to convert to 3 phase with vfd if this would be the only job needing the low speed. As Pete mentioned a smaller or larger pulley somewhere in the drive might be the best approach. |
| John Haine | 10/01/2022 09:19:36 |
| 5563 forum posts 322 photos | On looking again at the photos in the link, I see that the 6 speeds are all on one set of pulleys so the simplest solution would be to add a countershaft. I will send you a personal message. |
| Michael Gilligan | 10/01/2022 09:32:00 |
 23121 forum posts 1360 photos | Posted by Dr. MC Black on 10/01/2022 08:54:35:
[…] I don't know how to include a photograph in a message but a similar arrangement is shown on http://cartertools.blogspot.com/2012/03/10-minute-taig-motor-mount.html . I have taken the liberty of grabbing that image [duly credited] for the convenience of those following this thread:
. MichaelG. |
| Andrew Johnston | 10/01/2022 09:34:55 |
 7061 forum posts 719 photos | The range of speeds shouldn't be a problem when turning any diameter of aluminium alloy within the capacity of the lathe. Rather than change the lathe drive system I'd change the "expert". Andrew |
| Brian G | 10/01/2022 09:37:46 |
| 912 forum posts 40 photos | Looking Taig's website, their step pulley sets are less expensive than I imagined. If these are available from Peatol, reversing one of your existing pulleys and inserting a new one on an overhung countershaft seems the simplest answer, as machining new pulleys on the lathe would run straight into the original problem. A Google search for "Taig Countershaft" brings up a few designs. (Assuming that your current setup looks like this picture on the Taig website). Brian G |
| John Haine | 10/01/2022 09:43:00 |
| 5563 forum posts 322 photos | MC, I sent you a PM. |
| Martin Connelly | 10/01/2022 10:02:00 |
 2549 forum posts 235 photos | 435rpm is good for aluminium being cut with HSS at anything up to Ø110mm, you would only need to go slower for a larger diameter or another material. I think Andrew is correct, you need a new expert. There are plenty of feed and speed tables and calculators you can use, it would be a good idea to use one of these and learn from what has already be found by others rather than muddle along, trying and failing and not knowing what is going wrong. A feed and speed calculator will allow you to eliminate one thing from your machining process so if you still have problems it is one less thing to think about. If you look at the top of this page there is a black bar with a link labelled workshop on it. Hover over this and you will see processes. Follow this and you will find amongst them a link to a section on feeds and speeds that would be a good place to look at what has been discussed before on this subject. Martin C PS. When an RPM is given for a milling tool it can also be used for a workpiece in a lathe. The rpm figures for a Ø50 milling tool are the same as the RPM figures for a lathe workpiece. So an rpm given for a Ø50 HSS tool cutting aluminium in a milling process is the same as the rpm for a HSS lathe tool cutting a Ø50 aluminium workpiece in a lathe. Edited By Martin Connelly on 10/01/2022 10:08:12 |
| Michael Gilligan | 10/01/2022 10:11:42 |
23121 forum posts 1360 photos | Posted by Andrew Johnston on 10/01/2022 09:34:55:
The range of speeds shouldn't be a problem when turning any diameter of aluminium alloy within the capacity of the lathe. Rather than change the lathe drive system I'd change the "expert". Andrew . Well-said, Andrew MC tells us: “I was trying to cut a step in Soft Jaws” … and I fee quite sure that Taig’s standard design, and their choice of materials, should make that a relatively simple and ‘expected’ operation. MichaelG. . Edit: __ I can’t be certain, but … Looking at this page : http://www.jeffree.co.uk/Peatol/accessories.html I am reasonably sure that the soft jaws are cut from extruded bar [and as such, I would expect the material to machine very nicely]. Edited By Michael Gilligan on 10/01/2022 10:26:26 |
| SillyOldDuffer | 10/01/2022 10:28:24 |
| 10668 forum posts 2415 photos | Posted by Andrew Johnston on 10/01/2022 09:34:55:
The range of speeds shouldn't be a problem when turning any diameter of aluminium alloy within the capacity of the lathe. Rather than change the lathe drive system I'd change the "expert". Andrew I thought the same, because the range of speeds available is sensible for lathe specialising in small diameters. But DrMC's second post hints at an interrupted cut on a largish diameter: 'I was trying to cut a step in Soft Jaws so that I could mount a steel disk that was too large for the jaws of the 3 jaw chuck as supplied.' Assuming I've understood, which is always doubtful, I would approach this job by making a stub mandrel and supergluing the steel disc to it. The 'stub mandrel' is just a short length of rod that fits into the chuck, and faced off to provide a nice flat surface for the glue. The mandrel is removed by gently heating it with a blowlamp or boiling in water to destroy the bond. An remaining glue is cleaned off with Nail Varnish Remover or Acetone. Clockmakers substitute a hard wax for superglue, and although the bond is weaker, there's an advantage. The wax is melted on the end of the mandrel and the steel disc centred roughly on it, then, with the lathe spinning, the disc can be accurately centred by nudging while the wax is still soft. Never tried wax myself: I suspect the need for speed whilst centring requires skill and practice. Superglue is easy but joints are severely weakened by moving while it sets, and it grabs too quickly to allow nudging. Going back to the 'plug and play' question, how about an industrial sewing machine motor with controller? Something like this JACK JK513A Energy Saving 550W Servo Motor currently on ebay from a UK supplier. Dave |
| JasonB | 10/01/2022 10:52:54 |
 25215 forum posts 3105 photos 1 articles | I'd use my softjaws anytime of the week over glue.
|
| Dr. MC Black | 10/01/2022 10:54:52 |
| 334 forum posts 1 photos | Posted by Andrew Johnston on 10/01/2022 09:34:55:
The range of speeds shouldn't be a problem when turning any diameter of aluminium alloy within the capacity of the lathe. Rather than change the lathe drive system I'd change the "expert". Andrew Thank you for taking the time to respond. I am using a table based on the following cutting speeds: Cast Iron - 20 surface feet per minute Stainless Steel - 40 sf/m Mild Steel - 65 sf/Mother Brass - 117 sf/m Aluminium - 600 sf/m Would anybody care to suggest what values I should be using. I did some research on the www and in Machinery's Handbook and there's a singular lack of agreement. With best wishes and thanks again. MC |
| JasonB | 10/01/2022 11:01:26 |
25215 forum posts 3105 photos 1 articles | taking a 4" disc as an example 4/12 (to get feet) x pi = 0.33333 x 3.142 = 1.047feet circumference 600sf/m divided by 1.047 = 573rpm so your minimum lathe speed is well within that
"Aluminium" is a broad description of many different alloys so you will get a range of speeds, anywhere from 400-1000sf/m so the 600 in your table is in the lower third so will be ok. Edited By JasonB on 10/01/2022 11:04:26 |
| Dr. MC Black | 10/01/2022 11:03:37 |
| 334 forum posts 1 photos | Posted by Brian G on 10/01/2022 09:37:46:
Looking Taig's website, their step pulley sets are less expensive than I imagined. If these are available from Peatol, ... Peatol does sell Taig parts but his prices take account of all sorts of on-costs (carriage US to UK; exchange rates, duty, V. A. T., profit) and are substantially more expensive. With best wishes and thanks MC
|
| Martin of Wick | 10/01/2022 11:22:58 |
| 258 forum posts 11 photos | I generally start with this.... RPM = SFM x12 / d x 4 as a first estimate of starting point for lathe RPM ( in yards feet and inches). So assuming turning a 2 inch billet of Al, something up to around 900 RPM would be OK based on 600 SFM, assuming the material is of a free cutting nature. You can double that RPM with XXGT carbide type tools, but you have to bear in mind the size and power of the OPs lathe, 'cos you cant really go hoofing massive cuts on a Taig. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in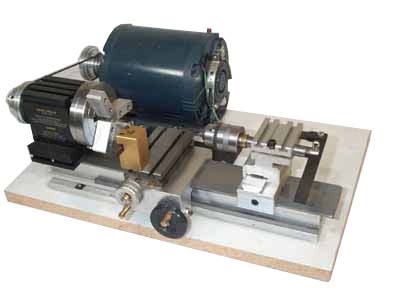{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Slowing lathe RPM