Forum sponsored by:

2mm endmill help
| Dave S | 24/06/2020 21:30:37 |
| 433 forum posts 95 photos | A few years ago I converted a Proxxon MF-70 to CNC. I never really got in with it, Computers are my day job, so it got packed away and stored in a corner. I have decided that I should join the 21st century, and also that CNC will make a few things I have planned easier than manual setups, so I have recommissioned it. its not going well... I am running GRBL 1.1 and using the UGS code sender. Fusion360 for CAD/CAM. Took a bit of fiddling, but the motion control seems fine now. I need to cut steel with it, so I have bought some (more) small carbide end mills. I thought I’d worked out the kinks, but tonight it again snapped an endmill. Im running about 10-15k rpm on the spindle - hard to be more precise than that with the dial. feed rate of 50mm/min, 0.5mm DOC Dave
|
| old mart | 24/06/2020 21:57:58 |
| 4655 forum posts 304 photos | Will it take larger sizes? 3 and 4mm are much stronger and well able to use the speed of your machine. |
| Emgee | 24/06/2020 22:05:54 |
| 2610 forum posts 312 photos | Dave Perhaps reducing the DOC will help also using a lubricant is another benefit. Emgee |
| Ian Johnson 1 | 24/06/2020 22:17:10 |
| 381 forum posts 102 photos | Hi Dave I've got a Sieg KX1 CNC and tend to cut steel like it's made of kryptonite! So I usually take it easy and slow until I am confident with the progress. For a 2mm cutter I would start out like you, but at 20% or less of 100mm / min at about 3000 rpm, tweaking the feed rate and rpm as the job progresses. Depth of cut sounds about right. The KX1 max speed is 7000 rpm which I very rarely use, 10-15,000 revs seems a bit too high, could be causing vibration. Having said all the above I find recommended feeds and speeds to be totally irrelevant and meaningless, and i ignore them, because in the home workshop it all depends on the machine, rigidity, quality of tooling and material. Just go with what feels and sounds right for you. If it's wrong the machine will quickly tell you! IanJ |
| Andrew Johnston | 24/06/2020 22:43:51 |
 7061 forum posts 719 photos | I looked up a previous CAM file using a 2-flute carbide endmill cutting 316 stainless steel on my CNC mill. I was running at 3500rpm, 70mm/min feed and DOC of 0.425mm. Nothing special about the DOC, it just gave an integer number of steps down for the thickness of material. This was done 10 years ago, now I'd be at 5000+rpm and a commensurate increase in feed. With a 3-flute cutter, full width and DOC of 0.4mm in low carbon steel I'd be running at 7800rpm and 100mm/min. All the above is with quality cutters, Guhring and YG. It's a funny thing, but I find that industrial feeds and speeds (from YG) work very well in my home workshop on my hobby CNC mill. Although of course the cutters don't know what machine or environment they're running in. But with the caveat that it only applies to small cutters. I don't have rigidity or horsepower to drive large (>20mm) cutters at their recommended feeds and speeds. Andrew |
| Bill Phinn | 25/06/2020 00:29:42 |
| 1076 forum posts 129 photos | Dave, I've owned a bog standard MF-70 for around fifteen years. Although your spindle speed sounds about right for mild steel [I'm assuming that's what you're cutting], a 0.5mm DoC at 50mm/min strikes me as a little ambitious, chiefly because the motor has so little power and the machine lacks the mass that helps create the stability/rigidity that carbide calls for. There's a fine line between snapping and rubbing cutters with this machine, I'm afraid. |
| JasonB | 25/06/2020 07:08:40 |
 25215 forum posts 3105 photos 1 articles | Are they coated or uncoated as that can make a difference to the speed, Like Andrew I tend to look at YG's cutting daye if only because I have their thick paper catalogue. 2mm, 2flute, coated in mild steel gives 7850rpm, 160 mm/min feed and max SOC of 0.2 x d so 0.4mm, I'd go less on the feed say 80mm/min to start with and see how it goes from there 2mm 2 flute uncoated in mild steel gives 5500rpm and feed of 80mm/min,
Also like Andrew I tend to use 3 flute and only go down to two flute on aluminium cutters or the odd slot that needs to be precise width Just for comparrison this is a 3-flute HSS cutter at 1500rpm feed approx 100mm/min 0.5 dOC in EN3 |
| Andy Carlson | 25/06/2020 08:10:35 |
| 440 forum posts 132 photos | Your setup is very similar to mine Dave except I use Marlin firmware. I've snapped several 1mm cutters (I use this size more often and it's inherently weaker) but so far (touch wood) the 2mm and 3mm Proxxon cutters have survived OK including several jobs with 3m on steel. As far as the theory of what should work and what should not I have no idea but right now I'm cutting brass at 40mm/min with 0.2mm DOC on a 2mm Proxxon cutter. 0.25 DOC is probably about as far as I've gone with steel and this was before I did CNC but the feed was probably around 40 or 50 mm/min. I have also tried some cheap chinese 3mm cutters. They did OK while I was practicing on Aluminium but the difference between them and the Proxxon ones on steel was like chalk and cheese. For those unfamiliar with the MF70 the collets only go up to 3.2mm and the speed dial covers 5-20K RPM. It is a very small machine and I'm sure would attract scorn from many on here but it fits on a shelf indoors and is fine for what I bought it for (scratchbuilding 2mm scale locos). When I was looking to buy it I really couldn't find anything else at this size and price. Friends have fitted a spindle conversion that allows an ER11 collet holder (from Usovo I think) to their machines. Same friends have also reported broken MF70s on occasions which may be unrelated but I'm not tempted to do this myself. One friend is also in the process of remotoring her MF70 to allow slower speeds - I certainly find the speeds too high when using 2 or 3mm drills. |
| Dave S | 25/06/2020 08:46:05 |
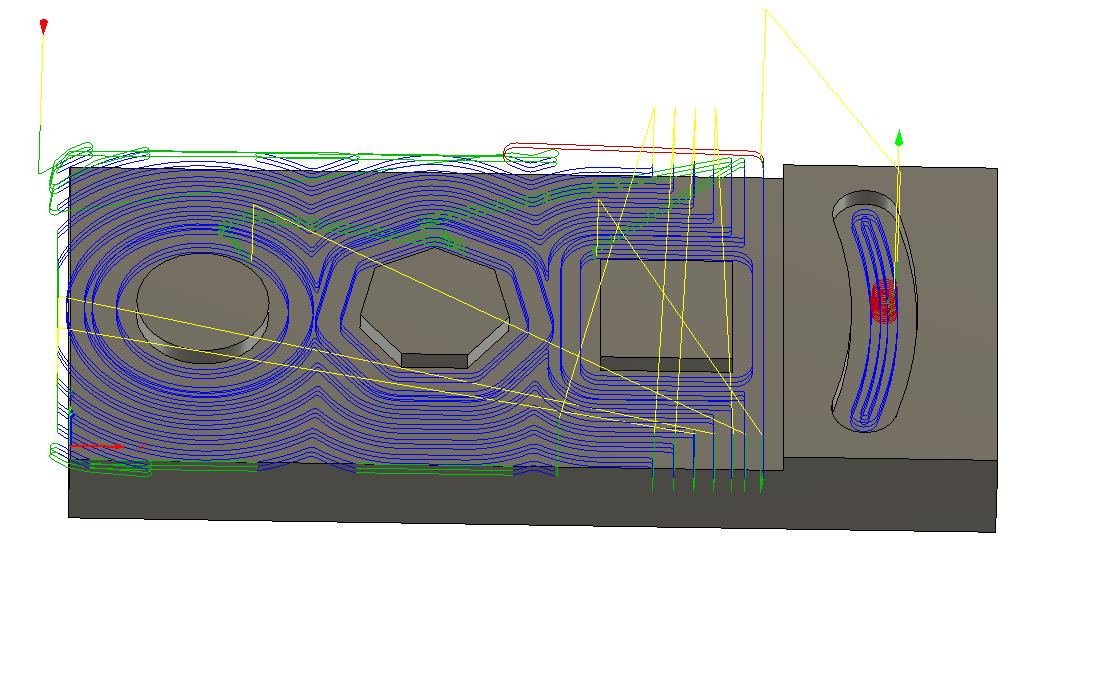
| 433 forum posts 95 photos | Forgot to include cutter details. They are these ones: https://www.mscdirect.co.uk/OJMCL-40513A/SEARCH:KEYWORD/product.html 3 flute, don't claim to be coated, but are a dark purple colour on the flutes and not on the shank. Hertel stuff seems reasonable quality from the lathe inserts I've had in the past. Seems my numbers are not a long way off. This is the tool path in the CAD:
A variation on the Circle / Triangle / Square as a test piece to make sure the Mill cuts to size and make any backlash visible. Its roughly 30mmx70mm The cutter last night failed to get through the first 0.5mm layer. It had done most of it, then snapped as it started to do the square section. The surface finish was quite good, but there are burrs thrown up.
I cant get any less stick out - the shank is as far into the chuck as possible, and the flutes are quite long. Heres the snapped cutter:
It snapped in the little 'notch' as it began the next pass around the square. I did notice that it seemed to be mostly taking full width cuts - on a manual I'd usually avoid that - is that a parameter somewhere and should I change it?
Dave |
| Martin Connelly | 25/06/2020 09:05:38 |
 2549 forum posts 235 photos | Here's the calculation for your chip load (advance of the tool per pass of the cutter tooth). Chip load is travel speed/flutes x rpm. Taking the possible top speed of 15000rpm and travel speed of 50mm/minute and assuming a 3 flute cutter that gives 50/(3 x 15000) = 0.00125mm per tooth per pass. That is definitely rubbing territory. Let's go for 10000rpm and 2 flutes and you get 0.0025mm per tooth per pass. Still in rubbing territory. So babying the feed but too aggressive on the depth of cut seems like the summary from previous posts and this calculation. Does the supplier or manufacturer of the cutter have data for it? It would help avoid breakages. If not then the Little Machine Shop feeds and speeds calculator would be worth checking out. Martin C Little Machine Shop calculator Link added
Edited By Martin Connelly on 25/06/2020 09:08:29 |
| Andrew Johnston | 25/06/2020 09:16:43 |
7061 forum posts 719 photos | There's no polite way of saying this, but the finish shown is awful. The pocketing on both sides of this steel part was done with a 3mm cutter - no deburring needed:
However, the reason that the cutters are snapping is waaaaaaaaay too much stick out of the cutter. Looking at the finish on the flat parts there appears to be chatter, caused by the excessive stick out. In due course I'll take a picture of one of my 2mm cutters for comparison. Andrew |
| Ro | 25/06/2020 09:18:20 |
| 31 forum posts 35 photos | Hi Dave, I regularly cut brass and steel on my 3040 CNC router with 1 and 1.5mm end mills. I hope you don't mind me making some observations: 1) your end mills seem to have really long flute sections and stick out from the chuck a fair way. This will increase chatter and increase the risk of them breaking. Unless you need the increased flute length, I'd suggest something with shorter flutes and a thicker shank. I've had good luck with these 2) You seem to be taking full width cuts. If I do this with small end mills, it tends to be because I am cutting out something like a clock wheel and want to use the CNC as a kind of scroll saw. In this case I find that a depth of cut of 0.2mm is all I can handle before tool breakage. For facing and adaptive clearing operations I tend to run with a width of cut at just under 1/2 the diameter of the end mill I'm using.The setting for this is under the "passes" tab in the toolpath in fusion 360 and will be called "stepover" or "optimal load" depending on which type of operation you are doing. 3) assuming you are running a 2mm, 2 flute end mill at 0.9mm stepover and 15k rpm the minimum feed rate you should use (according to g-wizard) is 107mm/min. Any less than that may give rubbing. for a 3 flute this goes up to 161mm/min. Personally I'd be tempted to back the speed down to 10k rpm and use 70mm/min for 2 flutes and 107mm/min for 3 flute. once you have settings that work, you can then play with increasing feeds and rpms!
good luck
ro Edited By Ro on 25/06/2020 09:19:17 |
| Steve Withnell | 25/06/2020 09:24:26 |
 858 forum posts 215 photos | When I started out wth the KX1, I downloaded an 'app' onto my phone called speeds and feeds. If I bang in Andrew's numbers for an uncoated 3 flute HSS cutter, 0.4 DOC, then it gives a feedrate of 130mm/min roughing and 65mm/min finishing. In practice what I do for a first time cutter/material is to load the finishing number, then wind up the feedrate overide keeping an eye on finish. I find that I don't break cutters (I've been using 0.5mm - 3mm in the last round of jobs) with this approach. Once I've 'learned' a good number, I then bake that number into future jobs for that cutter/material combination.
Steve |
| Circlip | 25/06/2020 09:43:56 |
| 1723 forum posts | The late great Sir John made "Carriers" to allow the minimal amount of cutting length to be presented to the material to be cut. Even with super sharp cutters, long wobbly flutes bode for tears before bedtime.
Regards Ian. |
| Andrew Johnston | 25/06/2020 09:54:08 |
7061 forum posts 719 photos | Here's a picture of a 2mm diameter 2-flute uncoated slotdrill:
Note that the working length of the cutter is quite short. I'd be running this with the collet closing at the top of the flutes, so less than 10mm stick out. I used this style of cutter to form a series of fins on a liquid cooled heatsink for an experimental high power inverter. The gap between each fin was 2mm and they were 4mm deep. I ran at 4000rpm, full width, 1mm stepdown and 150mm/min feed in 6082 aluminium. Each heatsink had 18 gaps and I machined 8 heatsinks, all with the same cutter. Andrew Andrew |
| JasonB | 25/06/2020 10:33:13 |
25215 forum posts 3105 photos 1 articles | You can always cut the end off the shank with something like a Dremel cut off tool so you can just have the flutes exposed. I'd also go for a short or standard series cutter so you should be able to get a 5-6mm flute length no problem. I think F360 defaults to 90% cutter width, I tend to use 60-65% on a surfacing cut but on your test piece would more likely go full height but 10% of cutter width on a small cutter like that. Definately would not be wanting burrs like that which usually indicates a cutter that has become blunt or is otherwise not cutting as iy should. F360 allows the file to be shared, if you post a like I'll set it as if I were cutting than you can look at that to compare. If you go to top left Icon, select "Share" and then "public link" |
| Dave S | 25/06/2020 12:48:08 |
| 433 forum posts 95 photos | Fusion link: https://a360.co/2YuDK6X I've added another setup with smaller stepover, and DoC. It was doing 1.9mm stepover. Hopefully I can try it tonight when I get in from work I thought the surface wasn't that bad, but if it can get much better I'll be very happy Ill take a Dremel to the shank and choke down on the tool as much as possible. I'll also get some smaller flute length mills. Didn't really think much about that aspect when I ordered them. My other mill is 1.7 tonnes, but I don't really use less than 6mm in that. This is one of those times I miss the clumsy bstard, with a wealth of helpful knowledge 5 mins up the road. Still this forum has given me lots to try, and some encouragement that I should persevere - Thank you all.
Dave
|
| Andy Carlson | 25/06/2020 13:19:55 |
| 440 forum posts 132 photos | I've definitely found that DOC makes the difference between horrid burrs and virtually no burrs so hopefully that will be true for you too. I'll be interested to know your plans regarding backlash compensation. This was the reason I switched from GRBL to Marlin. Marlin is in many ways an odd choice for milling but it did allow me to do backlash compensation and stay with the Arduino CNC shield that I already had. FWIW the Marlin backlash compensation setup for my MF70 that I reached after experimentation is... M425 X0.094 M425 Y0.085 (backlash comp) I also compensate by using a fudged cutter diameter (typically 0.1mm higher give or take a bit) when generating the G code - the cutter seems to cut slightly bigger than its nominal diameter. This is unrelated to backlash - my best theory is that it is down to flexing. |
| old mart | 25/06/2020 13:32:14 |
| 4655 forum posts 304 photos | A J, your picture shows a 2mm slot drill, but the shank is al least 4mm. I had already asked whether larger size cutters would solve the problem, and there was no answer, so I assume that the chuck is too small. Perhaps a more capable machine rather than a router is required. |
| Andy Carlson | 25/06/2020 13:39:58 |
| 440 forum posts 132 photos | Posted by old mart on 25/06/2020 13:32:14:
A J, your picture shows a 2mm slot drill, but the shank is al least 4mm. I had already asked whether larger size cutters would solve the problem, and there was no answer, so I assume that the chuck is too small. Perhaps a more capable machine rather than a router is required. 3.2mm max shank size in the standard Proxxon collet. |



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!