
The Diamond Tool Holder
| thaiguzzi | 26/01/2019 07:01:31 |
 704 forum posts 131 photos | Posted by Clive Foster on 20/01/2019 13:53:00:
ega If downwards projection of the toolbit is an issue with tangential holders the simple answer is to switch to an Armstrong style! As the video linked in the first post implies, but doesn't actually state, at the cutting edge tangential and armstrong tool holders are functionally identical devices. The only primary difference is that the armstrong bit requires two grinds for most tool shapes whilst the tangential bit gets away with one. If you have the grinding jig. The armstrong bit also consumes its cutting edge at every grind so it gets narrower and shallower over time whilst the tangential tool regenerates the edge in the same place with every grind. Of course an armstrong bit does not need a jig, although a simple angled fence can be helpful, and sharpening on the front of the wheel using the hollow ground method is trivially simple. The real genius behind the Eccentric Engineering tangential toolholder was the realisation that the toolholder and uber simple sharpening jig combination added up to a price / performance / perceived value ratio corresponding to a successfully marketable product. Realising that there was also a touch of "new to this generation" novelty to provide serious marketing impact and keep the idea fresh was important too. Well done that man. Seriously. Heck I almost bought one. Fact is an equivalent simple, one universal angle, sharpening jig can be devised to use with armstong holders. With equally effective results given a simple half page instruction sheet explaining the hollow grind on front of the wheel method and how to hone the tool to keep it sharp. Possibly a footnote on packing up for various rake angles too. Which pretty much don't matter for the home shop guy so long as the thing is sharp and has some clearance. But no one has ever made a go of a lathe tool sharpening jig for home shop guy. Southbend tried but theirs was too clever and too complex. Good tho'. Price / performance / perceived value being all wrong for a commercial product especially with everyone saying its dead easy to grind an ordinary tool. Which it is if you have someone to show you but un-mentored and working from books is a different matter if things don't click quickly. Especially if you don't know how much of a cut you ought to be able to peel off with a sharp tool. I've yet to see a written description of basic lathe tool sharpening that rates better than not very good from the solo novice viewpoint. Doesn't help that the Americans never officially seemed to twig that the rocker in their obnoxious lantern tool posts is unnecessary when an armstrong is used. Simply roughly shim and change the tool bit projection for fine height adjustment. So the poor old armstrong system got tarred with the lantern brush. Clive. Edited By Clive Foster on 20/01/2019 13:54:32 As always, Clive is right on the money. I have a Bison QCTP (Dickson clone with 19 holders) that is on my lathe 96% of the time. I have the original 4 way tool post that is used 1% of the time and a home made lantern tool post sans rocker holding an Armstrong holder for those awkward lack-of-space jobs or one-off tool bits for the other 3%. As you can see, i find the lantern/Armstrong far more useful than the 4 way. |
| I.M. OUTAHERE | 26/01/2019 07:21:35 |
| 1468 forum posts 3 photos | Has anyone tried using the tangential tool with a brazed carbide on a square tool shank ? I have a couple of these tool holders from eccentric but rarely use them as I use carbide insert tooling for the most part but have always wondered if a chunk of carbide brazed onto the end of a piece of square stock then ground the same as the tool steel bit would work . |
| John Haine | 26/01/2019 07:46:59 |
| 5563 forum posts 322 photos | In this thread **LINK** a few years back I gave details on how to work out the angles to get different clearances. Thanks to Michael Gilligan I can now find old posts! |
| Vic | 26/01/2019 09:48:55 |
| 3453 forum posts 23 photos | Posted by XD 351 on 26/01/2019 07:21:35:
Has anyone tried using the tangential tool with a brazed carbide on a square tool shank ? I have a couple of these tool holders from eccentric but rarely use them as I use carbide insert tooling for the most part but have always wondered if a chunk of carbide brazed onto the end of a piece of square stock then ground the same as the tool steel bit would work . Not sure, it might work. Someone gave me several broken 1/4” solid carbide end mills so I tried one of those once ground in the Eccentric tool and it works great on hard stuff. I turned some HSS with it the other week. |
| John P | 26/01/2019 10:25:11 |
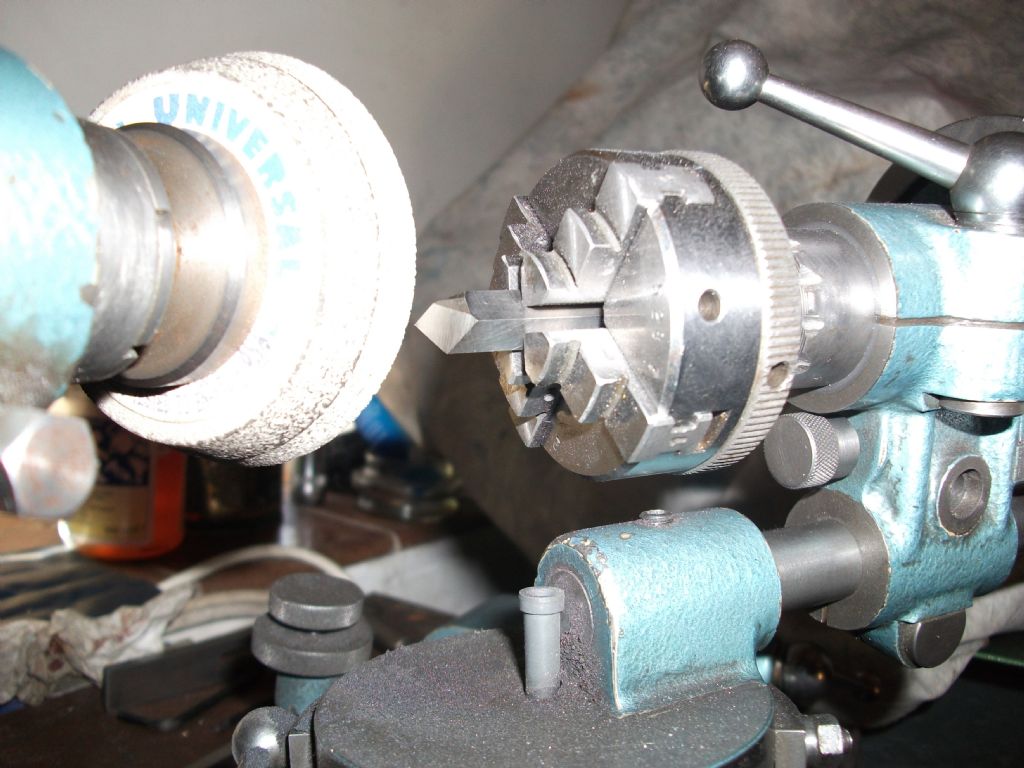
| 451 forum posts 268 photos | I silver soldered this 1/8 inch carbide shank into a suitable size square piece,the edge is milled out about half the diameter and the piece soldered in ,it seems to work best if left as a round shank.The round piece fits neatly between the clamp. The one on the left is ground to conform the the square shank ,because carbide chips easily when ground to the acute angles of the diamond tool a shallower angle is needed at the top and both the sides need a little grinding for clearance. Useful for harder materials and maybe cast iron. John
|
| mark costello 1 | 26/01/2019 19:38:36 |
 800 forum posts 16 photos | I have made a carbide tool bit to use in a tangential tool holder. I have used it on hard plastics. I have not used it on steel yet. |
| John Reese | 27/01/2019 00:06:30 |
 1071 forum posts | With that high rake angle I bet it cuts very well in the beginning but will not last long. Sharp points like that on carbide are prone to chipping. |
| John McNamara | 27/01/2019 13:23:07 |
 1377 forum posts 133 photos | Hi John Pace. |
| John P | 01/02/2019 19:36:01 |
| 451 forum posts 268 photos | Posted by John McNamara 7/01/2019 13:23:07 Hi John Pace. GMTA I made the same toolbit using the carbide shank from a I milled a piece of key steel of the correct size and silver Regards Hi John, I don't use the supplied fixture to sharpen the toolbits,some while ago Having 20 ground ends if one is dulled it goes in the grind box and The carbide tips that are ground similar to a CCMT shape only need regrinding John
|





Please login to post a reply.
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics




- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.





 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!