Forum sponsored by:

EMG-12 Endmill Re-sharpening module
| John Stevenson | 13/04/2015 21:32:27 |
 5068 forum posts 3 photos | No it's not a stupid question and yes Duncan and Jim are both right - to an extent. Because of the range of cutters this machine does the cutters are limited to reasonable light work.
Start hogging and you want the big ripper cutters that Bogs has mentioned.
In most cases and we will take a say 8mm cutter it's plunging and then making a groove, be it open sided or closed. In steel which is liable to wear the cutter most max depth will probably be about 4mm deep so we have the end flutes, corners and 4mm of the side doing the work. The majority of this work is done by the ends and corners as they take most load. The sides will wear to an extent but it's easier to waste 4mm off the end and finish up with a cutter that's a standard size than keep taking all the flute down as you even have to remove unused side flute to keep parallel. That is both wasteful and time consuming doing side flutes.
In practice that side wear isn't such a problem unless you are working on something like carbon fibre, tufnol or glass fibre which are very, very abrasive.
Worst case scenario is you chop the worn end part off and start again, in some ways this is also useful as you end up after a while with short dumpy cutters which are brilliant for doing things like keyways as being short on the flutes they are very rigid and forgiving. Makes you wonder if all beginners should start off with stubby cutters? and this isn't being derogatory.
I grind brand new centre drill back so the small diameter is only half of what it was when new. Sounds wasteful reducing the life of a tool but it stands more chance on ending it's life after a few regrinds than getting killed early on when it breaks.
The long pip is a throw back to when we used to use dead centres, the hole produced was a reservoir for the white lead lubricant. Now we are onto revolting centres we only need enough of a hole lead so the tip doesn't bottom and that isn't a lot.
|
| Ketan Swali | 21/04/2015 12:52:12 |
| 1481 forum posts 149 photos | Posted by Michael Gilligan on 13/04/2015 10:35:38:
Posted by Bogstandard2 on 13/04/2015 10:02:01:
But just as a teaser, what is shown on the outside is nothing compared to the inside working bit. . I'm perfectly happy to wait for the review ... but I do hope it includes some explanation of the inner-workings. MichaelG. Now that the MEW 228 is out on digital and print, I believe that most of the questions on here have been answered. With regards to MichaelGs question, here are two pictures from the manual: This is the inside of the top part of the housing:
This is a picture of the top part removed, exposing the grinding wheel fitted to the motor which is fitted inside the bottom part of the housing.
Unfortunately I do not have more detailed drawings for the inside, but hope this gives the idea. Ketan at ARC. |
| Michael Gilligan | 21/04/2015 14:02:37 |
 23121 forum posts 1360 photos | Thanks, Ketan ... Much appreciated. MichaelG. |
| John Stevenson | 22/04/2015 09:25:56 |
5068 forum posts 3 photos | Michael, Although Ketan has posted pics of the inside I don't think other than curiosity it would be much help.
When using a proper conventional Tool and Cutter grinder such as the Clarkson etc., they are very versatile but take a lot of setting up and using. That is where the skill is involved and the time taken to set up.
This little Module can only do the ends of cutters, which in all fairness is the most common wear point but it does it exceeding fast, with next to no skill.
The skill level has been removed from the operator and built into the machine.
I would hate to have to try to reverse engineer one. The design changes from size to size and even flute to flute are very subtle. Take say the cam for a 3 flute cutter which has 3 lobes on it, not all the lobes are the same, they are to look at them but one is subtly different so it allows a longer cutting edge for over centre cutting. Same on the 2 and 4 flute cams.
The second hole that grinds the primary cutting edge, isn't a hole if you study it well, it's a slot but very slightly curved. On a 3 flute two of the cutting edges are ground normal but the slight difference in the other cam lobe means one tooth, the master, describes a curved path which throws the edge over centre.
A lot of work and design has gone into this so it can be operated very quickly by an unskilled person. Edited By John Stevenson on 22/04/2015 09:28:00 |
| Michael Gilligan | 22/04/2015 10:35:43 |
23121 forum posts 1360 photos | Posted by John Stevenson on 22/04/2015 09:25:56:
Michael, Although Ketan has posted pics of the inside I don't think other than curiosity it would be much help. ... A lot of work and design has gone into this so it can be operated very quickly by an unskilled person. . Thanks for the info. John As you will know from my interest in old patents, etc. It's largely curiosity on my part; I just like to understand how things are done. ... Most unlikely to ever try building one of these though. MichaelG. |
| Circlip | 22/04/2015 11:06:18 |
| 1723 forum posts | Posted by John Stevenson on 22/04/2015 09:25:56
Take say the cam for a 3 flute cutter which has 3 lobes on it, not all the lobes are the same, they are to look at them but one is subtly different so it allows a longer cutting edge for over centre cutting. Same on the 2 and 4 flute cams.
The second hole that grinds the primary cutting edge, isn't a hole if you study it well, it's a slot but very slightly curved. On a 3 flute two of the cutting edges are ground normal but the slight difference in the other cam lobe means one tooth, the master, describes a curved path which throws the edge over centre.
Hmmmmmm I just might then
Regards Ian. |
| Neil Wyatt | 22/04/2015 12:53:37 |
 19226 forum posts 749 photos 86 articles | I got rung up by a reader today who asked a very valid question - where does the grinding dust go?* He feared it would gum up the delicate mechanism inside. I explained there was noting inside but a specially shaped grinding wheel BUT where does the dust go? Do you just lift the lid off at the end of a session and vacuum it out/brush it on the floor? Neil *It's a very good question. Back in the 80s a friend of mine worked at a place that serviced BBC computers. They took the lid off a Master and found the space below the spring-loaded hatch for the ROM cartridges full of fag ash and dog-ends. |
| John Stevenson | 22/04/2015 13:04:16 |
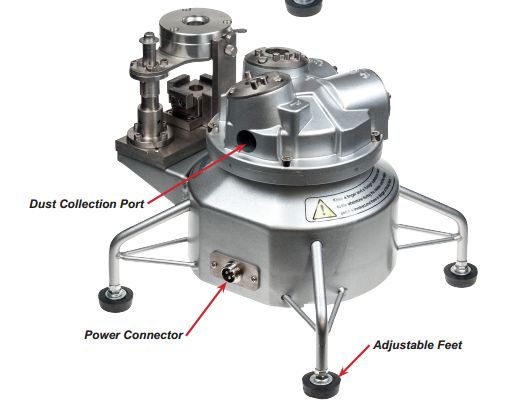
5068 forum posts 3 photos | Yes good question Neil and because there hasn't been a picture of the rear then it isn't obvious.
That port is 20mm diameter and I just push a 20mm plastic conduit elbow into it, nice snug fit, and a pipe going down into a bean can.
For the show I'll bring the de-luxe model which has a small computer fan as on extractor and a chilli con carne tin for added flavour The machine also comes with a 1" paint brush to brush the crap out. Edited By John Stevenson on 22/04/2015 13:06:22 |
| Neil Wyatt | 22/04/2015 15:43:11 |
19226 forum posts 749 photos 86 articles | I might stick those pics in the next issue, Neil |
| Karl Langshaw | 27/04/2015 09:20:42 |
| 1 forum posts | Moved to this thread to keep things together. Karl have a read of what Ketan and John S have to say and then maybe it won't see as expensive.
Please tell me that I am not the only one who was left picking my lower jaw off the floor when I saw the price of this item from arc eurotrade. £800 quid for a device that can ONLY sharpen end mills, they have got to be having a laugh???? I think I will be sticking to my homemade device which cost a few quid and does a perfectly good job. Edited By JasonB on 27/04/2015 09:56:57 Edited By JasonB on 27/04/2015 09:58:38 |
| John Stevenson | 27/04/2015 11:20:03 |
5068 forum posts 3 photos | Posted by Karl Langshaw on 27/04/2015 09:20:42:
for a device that can ONLY sharpen end mills,
.
Karl, with a slight modification it can be altered to sharpen a pencil...................... |
| Another JohnS | 27/04/2015 13:03:23 |
| 842 forum posts 56 photos | Regarding the price - I think that this is a great machine, and a boon to those who focus on construction speed over costs. There are many ways to view costs; say if you: - Divide the cost of the machine over the lifetime in years; it'll most likely be quite low; - Compare the costs to the cost of the end mills that get used at work - it would pay for itself in a few months if not less; - Compare the costs to lost time waiting for end mills to come in from a supplier; - Add the cost in to the cost of building say a large traction engine or a large locomotive - it would get lost in the pocket change if one kept an accurate record of building and fitting out all the tackle for a large locomotive. Me? I've completed a Worden for my sharpening needs, but I can certainly see the utility of this machine. Also, I'm focusing on 3-1/2" gauge, so material and tooling costs are much lower. Just some random thoughts whilst waiting for the bus to take me to work... John A. Stewart. |
| Neil Wyatt | 27/04/2015 14:46:16 |
19226 forum posts 749 photos 86 articles | You could make all the same arguments about a drill press - it only does one job, you can make do with a hand drill, lathe or a mill instead, or you can buy a cheap one (as many of us do) yet there are still plenty of people willing to spend the thick end of a grand on a drill press - because it suits their needs and their way of working. Neil |
| Involute Curve | 27/04/2015 17:04:37 |
 337 forum posts 107 photos | I have a Clarkson with most of the bells and whistles, when I first got it I used to regrind all my cutters inc the sides, however I quickly got bored with that, and now only sharpen the ends which is much easier and quicker, and to be honest most of the time its all that's required.
Shaun |
| JasonB | 27/04/2015 17:15:29 |
 25215 forum posts 3105 photos 1 articles | JS will be demonstrating it at the show, take along a few blunt cutters and have a go yourself. £60 for a new wheel Think JS has done over 1000 cutters with his original wheel. If you say £5 a cutter minimum that little machine has certainly paid for itself Edited By JasonB on 27/04/2015 17:15:53 |
| Michael Gilligan | 27/04/2015 19:23:12 |
23121 forum posts 1360 photos | Of course it's not equivalent, but this little carbide wheel makes an interesting price comparison. Don't be misled by the price on the page [that's for a copy of the articles for the build project] ... go to the drop-down list. MichaelG.
|
| Neil Wyatt | 28/04/2015 08:19:21 |
19226 forum posts 749 photos 86 articles | But you get £2.50 off if you buy them as a pair Neil |
| EVid | 08/05/2015 20:26:36 |
| 2 forum posts | Simular machines are available from Vertex and Earth-Chain for End Mill Re-Sharpening even in the 4-13mm range. They cost however double or more. This machine is "just" another copy of a know design. I have a Worden and a Deckel copy and would love to have this one for its instand ready setup.
|
| EVid | 09/05/2015 07:37:24 |
| 2 forum posts | Posted by EVid on 08/05/2015 20:26:36:
Simular machines are available from Vertex and
Have found another 4 chinese manufactors of machines alike. |
| JasonB | 09/05/2015 07:48:18 |
25215 forum posts 3105 photos 1 articles | Yes if you read the Review of the grinder in MEW it mentions these larger more industrial versions that are well beyond the pocket of a small machine shop or individual that is why ARC have gone for this version.
J |



Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > EMG-12 Endmill Re-sharpening module