Forum sponsored by:

Machining castings in the 4-jaw - knocking?
| William Ayerst | 17/05/2021 20:34:58 |
 264 forum posts | Right, so I tried a few things - using a bench grinder to get through the scale, nipping up all gibs and locking what can be locked, different speeds, etc. I couldn't find a way to hold the castings parallel firmly enough in the vertical slide + vice. I tried and got a decent enough finish, but I found myself with various fault lines where the casting shifted/etc. Since I don't have any kind of clamping to clamp it directly to the cross slide, faceplate or vertical slide, I went back to using the 4-jaw. What made a HUGE different was re-grinding my HSS tool to have a wider radius (it was an off-the-shelf jobby from RDG with a knife edge) and tucked it right up into the toolpost - and it was like another world. Here's the result vs. my previous attempt on the baseplate:
|
| William Ayerst | 17/05/2021 20:43:10 |
264 forum posts | Just to be clear I obviously do need to start using my faceplate, get an angle plate and using my vertical slide with clamps. What size swan neck clamps and bolts should I be using? 3/8" BSW? I may as well sort out tee nuts and strip wihle I'm at it... |
| Howard Lewis | 17/05/2021 21:07:12 |
| 7227 forum posts 21 photos | The more rigid you can make the work holding, and the tooling, the better things will be. A tool with a long overhang will be more likely to chatter, and a sharp tool dead on centre height will cut at its best. Always a good idea to get a the datum surface as flat as possible, and then work the other surfaces off that. Be careful that clamping does not distort the casting. It will machine flat but won't be when unclamped. (I've known 40 Kg flywheel housings go 0.004" out of round when unclamped. Howard |
| Hopper | 18/05/2021 04:46:59 |
 7881 forum posts 397 photos | Good result!. Well done. Looks like chalk and cheese on the finish there. I use a box of 5/16 and 3/8 BSW bolts, nuts and washers of varying lengths from the local hardware store for all clamping to faceplate and vertical slide. Plus some T nuts for the vertical slide. These take either 5/16 or 8mm studs. No need for T nuts on the faceplate. Just nuts and washers work ok. Also some bits and pieces of flat bar with various holes drilled in them to suit the need of the day and act as clamps. Handiest thing I have is a few pieces of flat bar with two holes drilled in each. One hole is tapped to take a 5/16 bolt that becomes the adjustable packing piece. The other hole is 3/8 clearance for the clamping bolt. Can be seen in this pic, albeit using longer than normal bolts for a special job. I like not having loose packing pieces that could fly out if the clamp comes loose, so the bolt screwed into the clamping piece is nice and secure.
But you will often have to make special clamps and jigs to suit the job in hand, such as this piece of aluminium plate with the job screwed to it then the plate bolted to the faceplate. Works a treat for fiddly little stuff.
I have also resorted to using 3/8" coach bolts on the vertical slide. Had to grind two flats on the heads on the bench grinder and thin the dome of thehead down on the lathe to fit the T slots. Also coach bolts work well on the faceplate as the square shank part holds them while being tightened. Do not overtighten 3/8 bolts or they WILL distort your flimsy Myford slides etc. Hold your spanner up close to the nut being tightened and use restraint. 5/16" is plenty big enough if you are buying a formal set of clamps and bolts. Mostly it depends on what T nuts you can get to fit the Myford slots. I think you have to buy them from Myford as nothing else fits. Not sure what size studs their T nuts are made for these days.
Never mind the Heath Robinson contraption to mount the lathe's fixed steady to itself for machining! Needs must. Edited By Hopper on 18/05/2021 05:07:40 |
| Buffer | 18/05/2021 07:40:22 |
| 430 forum posts 171 photos | I understand you want to get the best finish but remember those areas wont show at all on the finished engine.
|
| old mart | 18/05/2021 14:38:58 |
| 4655 forum posts 304 photos | It is a good idea to keep a box of mixed nuts, bolts, washers and metal offcuts ready for when you use a faceplate. Having a mill to make custom clamps and brackets helps too. As Howard mentions, it is easy to distort things when clamping, faceplates are not very stiff. Also, be very careful to keep spindle speed low when things are out of balance, even when counterweights are used. Edited By old mart on 18/05/2021 14:43:24 |
| Hopper | 19/05/2021 10:51:26 |
7881 forum posts 397 photos | And keep your fingers well away from the faceplate/toolpost area when it's in motion. The ends of those clamping bolts stick out a long way and are invisible in motion. A real trap. If you need to clear swarf or feel the sharpness of your tool cutting edge, stop the lathe first. Don't put your hands anywhere near that mangle. A tip for mounting things on the faceplate initially: Lie the faceplate down on the bench and mount up your job and position the clamps and bolts etc and nip it all up before standing the faceplate up vertical and screwing it on to the lathe spindle. This saves having to fight the job and clamps all wanting to fall off the faceplate if you do it in situ on the lathe. Final adjustments can be made easily once the faceplate is on the lathe as long clamp bolts are just loosened off enough to allow movement and that's all. |
| Andrew Johnston | 19/05/2021 11:19:12 |
 7061 forum posts 719 photos | Posted by Hopper on 19/05/2021 10:51:26:
And keep your fingers well away from the faceplate/toolpost area when it's in motion. The ends of those clamping bolts stick out a long way and are invisible in motion. Too right, and triple check clearances at all positions of the saddle and slides before starting the spindle. Faceplates are really good for castings. In some cases mounting is simple:
But in other cases some ingenuity is needed, plus change gears for balance:
I'd agree with Hopper that it's a lot easier to initially mount the work with the faceplate horizontal. But I'd add a caveat. Make sure you know how you're going to lift the faceplate/work onto the spindle. The flywheel in the first picture was mounted with the faceplate horizontal on a wooden board on the lathe bed next to the spindle. But it was still an awkward lift onto the Camlock spindle. To the extent that I did myself a mischief resulting in one side of my body going numb and losing all feeling. Fortunately it went off after an hour or two. In retrospect I should have thought more carefully about the lifting. The faceplate is 18" diameter so the whole caboodle weighed 30kg or more. Andrew Edited By Andrew Johnston on 19/05/2021 11:19:30 |
| Howard Lewis | 19/05/2021 11:20:59 |
| 7227 forum posts 21 photos | As Hopper says, don't overtighten the clamp screws. Sufficient to prevent movement but not a lot more. A screw thread can deliver a LOT of force. (We use them to jack up our cars to change wheels; or even to remove ball races requiring several tons load. Ford Cortina half shaft bearings come to mind! ) A 1/2 UNF bolt in W range steel, tightened to yield, will provide a load of 9 tons To my shame, I once cracked the Cross Slide on my ML7 by overtightening a 1/4 BSF clamp screw! Howard
|
| William Ayerst | 19/05/2021 12:05:35 |
264 forum posts | Thank you all - looks like I need to get some bolts - I'm starting more or less from scratch, and trying to stick with imperial - so 5/16" and 3/8" bolts sounds good. While I'm at it, I may as well sort out my t-nut/strip situation - RDG has some aluminium T-strip on eBay which should be enough, right? If as you've all said that the clamping force is quite high, if I'm in a position where the fact it's aluminum is a problem (vs. steel strip) then surely I'm doing something wrong already? Should I be looking at BSW or BSF? I'm guessing BSW to reduce the max possible clamping pressure in the event of a senior moment? |
| William Ayerst | 19/05/2021 12:13:05 |
264 forum posts | Oh, also meant to ask - for the vice on my vertical slide I guess I should also be looking for some parallels to ensure things are seated flat if they're not thick enough to protrude through the jaws when backed up against the back of the vice? Is that right? |
| Hopper | 19/05/2021 12:49:43 |
7881 forum posts 397 photos | My clamping bolts are all BSW, common hardware store fare. (Bizarrely, Australia went metric 40 years ago and BSW etc are almost unobtainable, except at the nation's largest hardware chain who seem to sell them as standard builders' and renovators items.) Works fine. And if drilling and tapping aluminium T strip, BSW will work better than BSF in the softer material. The vice hold-down bolts from Myford are stepped down to 1/4" BSF so the nuts do not get in the way of the job held in the vice. You might need to buy or make something similar there. For parallels in that tiny Myford vice I use exclusively pieces of HSS lathe toolbit blanks in 3/16 and 1/8" sizes. Also some various bits of small key steel. And even round bolt shanks can be used in a pinch. Or strips of flat bar. @ Andrew J yes an 18" faceplate plus large wheel like that is a bit much of a lift for sure. No such problems on the baby Myford fortunately. Often a good idea to rig a swinging arm from the wall etc with chain block etc for lifting heavy larger chucks into place. A heavy job can then be hung from the chain block while being attached to the faceplate as it sits in place on the lathe. |
| Perko7 | 20/05/2021 13:00:36 |
| 452 forum posts 35 photos | In my limited experience I have found I get a better finish on interrupted cuts running at higher speeds, not lower, and with nice sharp tools and light cuts. I've done this on castings in CI, aluminium and zinc, and on various shapes of brass and mild steel with acceptable outcomes in each case. In some cases I also found it better to turn the toolpost around and start from the centre of the piece and work to the outside instead of from the outside to the centre. Don't know why but it seemed to help. |
| JasonB | 20/05/2021 13:37:28 |
 25215 forum posts 3105 photos 1 articles | Same here, this one for example would be about 9" across the corners so a good interrupted cut, also a long way from the chuck and a lot of tailstock extension but an acceptable finish. Probably equal to about 400rpm on that small stuart casting. 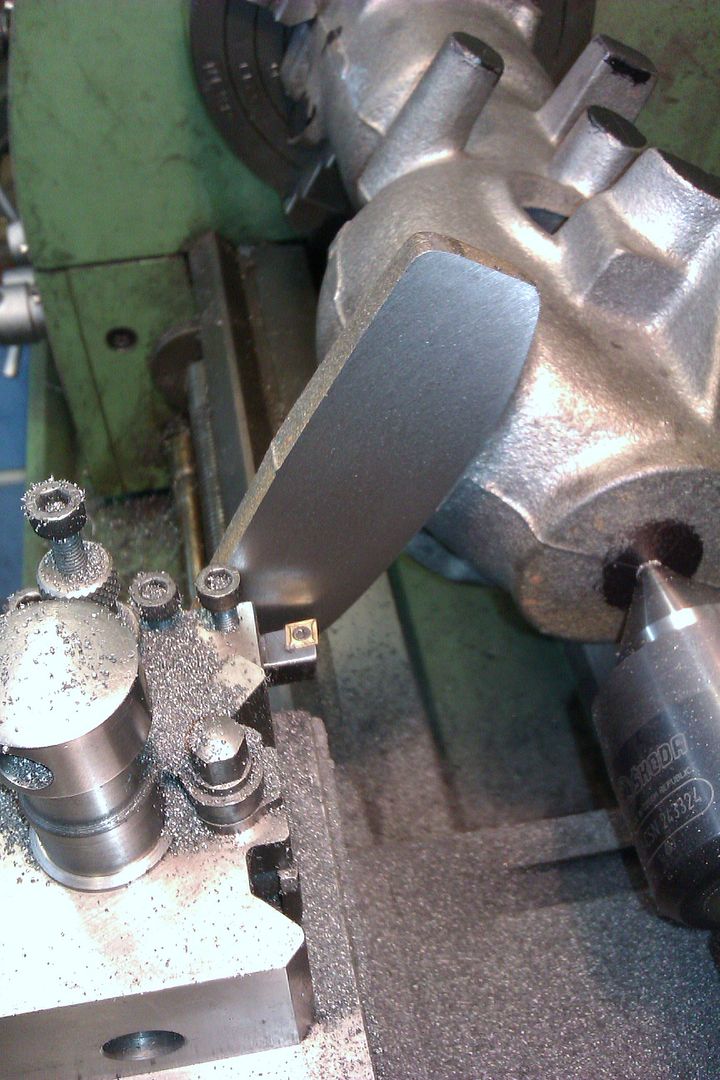
|
| Hopper | 21/05/2021 06:42:42 |
7881 forum posts 397 photos | Posted by JasonB on 20/05/2021 13:37:28:
Same here, this one for example would be about 9" across the corners so a good interrupted cut, also a long way from the chuck and a lot of tailstock extension but an acceptable finish. Probably equal to about 400rpm on that small stuart casting.
Although, that is with carbide insert tooling, not HSS that the OP used. So you can use triple the cutting speed right there. And carbide stands up much better to the hard skin on cast iron where it will tear the edge off HSS if run too fast. And somewhat counterintuitively, smaller castings can have a harder skin because they chill off faster out of the mould. I've used higher rpm on bigger jobs in the Myford with interrupted cuts too, but on plain mild steel not hard casting skins. Another trick is to use a block of wood against the chuck to help even out the shock loadings from the interrupted cut, most helpful on old lathes like the Drummond that have a bit of slack in the back gear drive pin/dog. (I haven't needed it since i got dragged kicking and screaming into the modern era with the ML7.)
Probably would not pass modern WHS standards so use your own common sense before trying to imitate my bad habits. (Well, LH Sparey's bad habits imitated by me.) Edited By Hopper on 21/05/2021 06:47:36 Edited By Hopper on 21/05/2021 06:49:07 |
| John Reese | 22/05/2021 01:32:24 |
 1071 forum posts | I find negative rake tools give the best finish on cast iron especially on interrupted cuts. If you are close to finished height on the base it would be unwise to take another cut to get a better finish. I suggest working the casting on a sheet of abrasive paper on a flat surface to improve the surface finish. |
| not done it yet | 22/05/2021 08:25:14 |
| 7517 forum posts 20 photos | William, A few comments re fixing to faceplate etc. Some might be useful, some not. Try to use one thread for fixings. Mixed imperial and metric is a bear. My main machinery is imperial (it’s all ‘old iron&rsquo Soft bolts are the order of the day if screwing against your nice flat face plate surface. Alternatives are packing behind the bolt heads to protect the surface. I prefer jacking away from the faceplate by a nut (plus a lock nut, if space allows) behind the clamp - it allows plain holes rather than threaded ones in at least most of the fixings (much faster to ‘knock up&rsquo Use lots of plain washers - either as spacers or under all nuts The more supports/hold-downs that can be used, the better it is - usually. It is better to have too many - and need to remove the odd one for access than not have enough - btdt. While good, the hold-down kits seem to have generously-sized clamps (they will certainly not bend) for many jobs. Look forward to the day you take possession of a mill. It makes a great number of machining operations so much easier.🙂 Parallels: Good to have at least one decent set, but can be substituted for ‘almost parallel’ strips plus appropriate shims where necessary. Strips of key steel sufficed, for me, for some time.🙂 My wife eventually persuaded me to buy a good set. They do get a lot of use, but I still occasionally ‘need’ thin ones or wavy ones but I get by. Where do you stop? I’ve had the set for some years but only unwrapped the last pair (of twenty) this last week (and still didn’t choose to use that pair, for the job in hand!). Don’t buy from ban good - they will likely be not quite square, not quite parallel or not quite the width you expect, or a combination of discrepancies (check out ‘Emmas Spareroom Workshop’ video on a review of angle plates she was supplied with). Close enough for a beginner but probably a PITA when more experienced and expecting good accuracy. Buy cheap, buy twice comes to mind.🙂 |
| Mike Poole | 22/05/2021 09:23:14 |
 3676 forum posts 82 photos | +1 for Hopper’s drag brake, sometimes the lathe just seems to get into an oscillation when the speed, and frequency of interruption combine into a perfect storm to get the drivetrain banging around. Even just using your hand to apply a light drag can help but be very careful that you are not putting yourself at risk, no jaws proud of chuck body or loose clothing. Probably best to keep hands well away from any faceplate setup. Mike |
| William Ayerst | 26/05/2021 22:09:04 |
264 forum posts | Clamps, bar stock to make t-bars and handfuls of 5/16" BSW bolts, washers, taps and dies sorted - thank you! |
| Hopper | 27/05/2021 03:50:32 |
7881 forum posts 397 photos | Posted by William Ayerst on 26/05/2021 22:09:04:
Clamps, bar stock to make t-bars and handfuls of 5/16" BSW bolts, washers, taps and dies sorted - thank you! You're welcome. More fun than a new Meccano set now. |









 so I stayed imperial with hold-downs, but one should not ignore the change to metric. Metric is generally cap screws and imperial is hex, for mine Painted bolts (and nuts) for colour differentiation is a good idea if using mixed thread fixings. If you could, avoid imperial, is what I would recommend you do.
so I stayed imperial with hold-downs, but one should not ignore the change to metric. Metric is generally cap screws and imperial is hex, for mine Painted bolts (and nuts) for colour differentiation is a good idea if using mixed thread fixings. If you could, avoid imperial, is what I would recommend you do.Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Machining castings in the 4-jaw - knocking?