Member postings for Nicholas Farr
Here is a list of all the postings Nicholas Farr has made in our forums. Click on a thread name to jump to the thread.
| Thread: Bought a mill to go with the lathe | |||
| 27/04/2011 09:50:09 | |||
Hi Chippychap, I don't know about the power tool, but a £200.00 gift card to her favorite clothes store and a free hair do might sweeten her up a bit.
Regards Nick. | |||
| Thread: Magnetised tools | |||
| 27/04/2011 09:38:26 | |||
Hi, I think most tools that have any hardness to them will acquire magnetism from the Earths natural magnetic force, especially if they stay in one place for any length of time. Screwdrivers always seem to be prone to it. Don't know if it makes a difference if they happen to be stored in a north/south alignment.
Regards Nick. | |||
| Thread: Indexable toolholder grinding/milling/shaping | |||
| 27/04/2011 09:29:56 | |||
Hi Martin, I agree with Clive's PS, after all what have you got to loose.
Regards Nick. | |||
| Thread: Google Chrome Warning | |||
| 27/04/2011 09:23:45 | |||
Hi Mark, well my Norton 360 hasn't warned me against this forum, and it usually picks up on anything a bit suspect.
Regards Nick. | |||
| Thread: Hobbymat cross slide problem | |||
| 26/04/2011 09:37:54 | |||
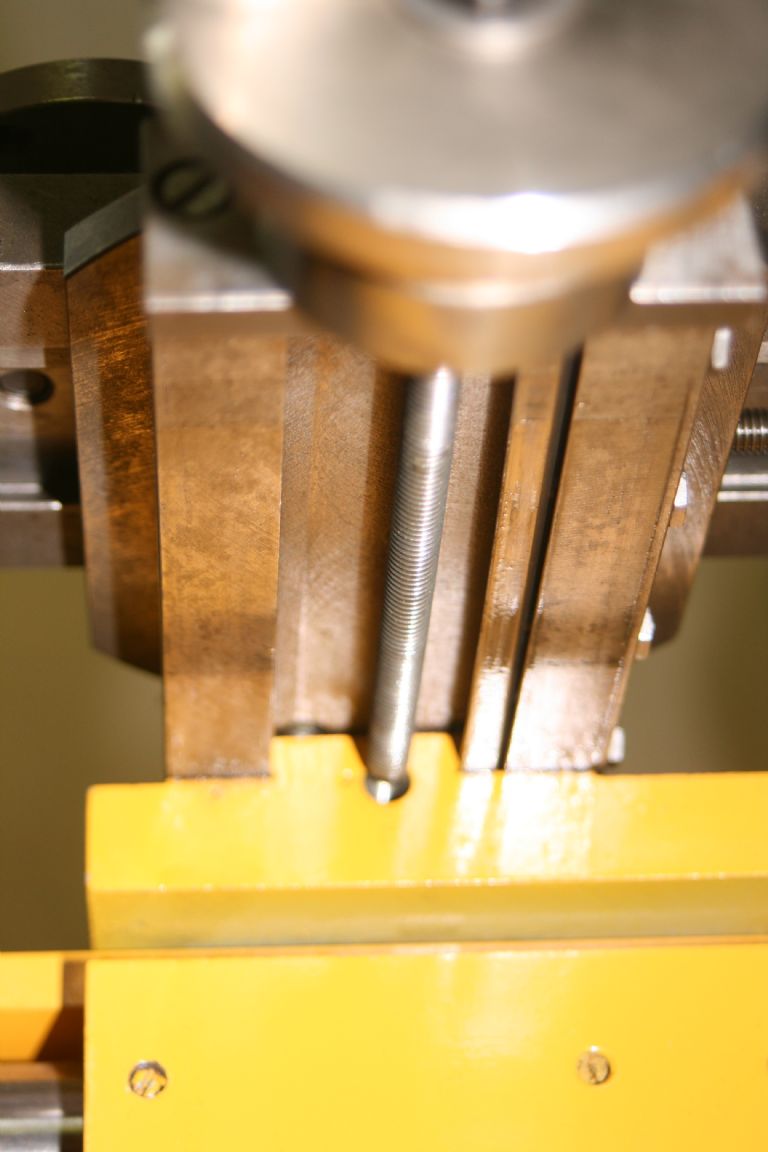
Hi Chippychap, the nut is embeded in the saddle directly in front of the the screw as in the picture above.
Regards Nick. | |||
| Thread: Digital Edition 2 | |||
| 25/04/2011 10:51:56 | |||
Hi David, thanks for letting us know.
Regards Nick. | |||
| Thread: Hobbymat cross slide problem | |||
| 25/04/2011 10:48:47 | |||
Hi Chippychap, below is a view under the cross slide which shows yor situation, and like John and Ady says, you should just be able to push on the cross slide and then reengage the screw into the nut turning it gently untill the thread picks up again.
 Regards Nick. | |||
| Thread: Digital Edition 2 | |||
| 25/04/2011 10:20:13 | |||
Hi David, did your request fall on deaf ears, or are these two issues lost forever.
Regards Nick. | |||
| Thread: Balancing bench grinding wheels | |||
| 23/04/2011 21:22:44 | |||
Posted by David Haynes on 23/04/2011 12:56:49:
Good point about the KE in grinding wheels. At what point is it it time to replace them, what are the safety considerations for use, apart from the obvious - goggles and common sense, when are the tell tale signs that replacement is due. I would suspect a given hour usage may play a part in programme replacement, but I don't know what the figure is. Your thoughts please folks.
Dave Hi David, well apart from the obvious that you have mentioned, you should not put undue pressure on to the wheel in an attempt to grind faster, you should not grind on the side of a straight sided wheel with any amount of force, use wheels that are damaged, e.g. any that have chunks broken out of them, or are cracked in any way.
I am not aware of time of usage limit as far replacing them, however they should be replaced when the workrest can no longer be at a maximum of a 3mm gap, or level or near level with the clamping flanges, or if the side of the wheel is excessively worn which cannot be dressed out.
Wheels should be inspected regularly and dressed accordingly and the whole face of the wheel used, not just the middle bit, and the workrest should be adjusted to the minimum practical gap as long as it is no more than the maximum mentioned above.
Regards Nick. | |||
| Thread: Emergency stop switch | |||
| 23/04/2011 09:45:16 | |||
Hi Paul, yes I can remember having to reset the machines after being activated by the E stop circuit, now that you mention it.
Regards Nick. | |||
| Thread: Balancing bench grinding wheels | |||
| 23/04/2011 08:43:29 | |||
Hi Clive, to be honest I have never had to balance any wheels that I've fitted or serviced, so how to implement lead into a wheel I don't know. The last course I did was 17 years ago and the process was probably described verbally.
On the point of chalk it may have been finely ground sand, all I can remember was a short film about grindstone manufacture on the first course I ever did and that was back in 1978. What I remember seeing is the wheel laying horizontal on a vibrating machine and a small pile of powder piled in one place, the machine was started and the powder just disappeared into the wheel. Maybe lead is made into a powder and put into the wheel the same way. Regads Nick. | |||
| Thread: Emergency stop switch | |||
| 22/04/2011 20:48:35 | |||
Hi, where I used to work a few years back, the bench drills and the radial drill had a magnetic brake to the motor, this had some electrical wizardry which supplied DC into the coils somehow. The stop switches had to be within reach of the operator.
Regards Nick. | |||
| Thread: Balancing bench grinding wheels | |||
| 22/04/2011 20:12:56 | |||
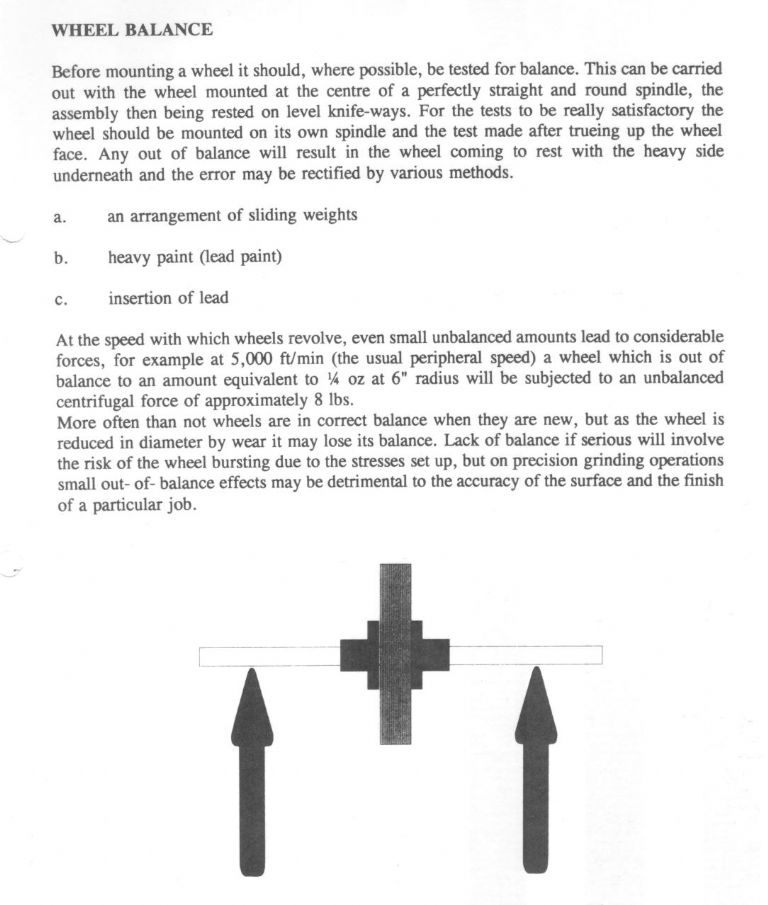
Hi, grinding wheels are porous, and as a result they are normally balanced by the manufacturer by gently vibrating powdered chalk I believe, into the appropriate places. Probably a skilled job that is learnt over many years, but most likely to be automated these days.
Below is an extract from one of my grinding wheel regulations courses I went on, about wheel balance, but the techniques of the methods are not elaborated upon, but I do believe some more elaborate machines have facilities for attaching weights on the clamping rings.
Clive is correct about checking them on knife edges.
 Regards Nick. Edited By Nicholas Farr on 22/04/2011 20:14:44 | |||
| Thread: Safety Shoes | |||
| 21/04/2011 22:12:56 | |||
Hi, I've been wearing safety boots at work for many years. The company that I used to worked for, started supplying us with saftey boots in the secound half of the 70's. At the start they just used to be bog standed quality, but as the years went on they supplied much better ones with all the midsoles oil and chemical resistant, electrostatic resistant, water proof, ect., these type of boots were more expensive of course, but where much easyer on the feet, well when you have them on 8 hours plus and climbing in and out of machinery and paddling on wet floors you realy do appreciate a good boot.
I always wear them when I'm in my garage or working outside, I can't imagine working without them. I currently have a pair of Himalayan ones from Buck and Hickman which cost around £70.00, bit pricey but I believe they are worth it for the comfort and protection they give, I don't think I'd feel protected with anything less. Maybe I was spoilt when working for my old employer.
Regards Nick.
Edited By Nicholas Farr on 21/04/2011 22:17:00 | |||
| Thread: 'New lathe chuck jaw screws' | |||
| 21/04/2011 21:33:17 | |||
Hi Steve, following Keith's suggestion you even be able to silver solder/braze a head with a short section of the shank from a suitable sized hex bolt and then get a socket wrench and weld a T bar into it for the tighening.
Regards Nick. | |||
| Thread: Technical and engineering drawing. | |||
| 21/04/2011 08:33:24 | |||
Hi Sam, no offense taken, but as you say a clear case of understanding drawings. Quite wrongly I based my projection on the two sketches that Steve Granett posted and lost sight of the projection angle. I'm not blaming Steve by the way, but just goes to show we can all go back to school now and then.
So for all those who are now even more confused here it is again in Ist angle projection. (I hope!)
 Regards Nick | |||
| 20/04/2011 22:05:56 | |||
Hi, now that the cat has been let out of the bag for Sam's test, I've drawn it for those who still can't see it.
I must admit I did not get it without the explination that Geoff's gave, although I had the idea that it was half of a sliced cube for the mnin part, it was the little one that stumped me. I should have attempted to draw it in the first place.
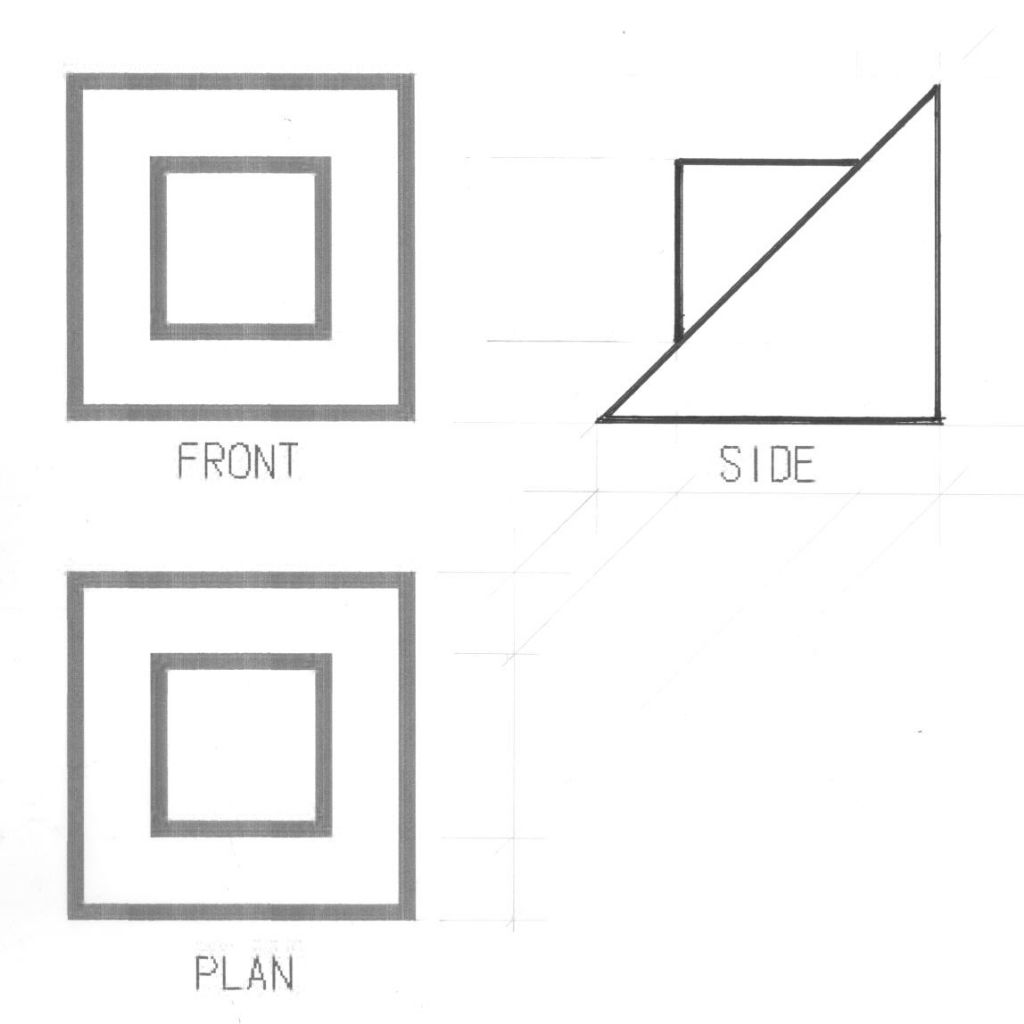 You may be able to see the projection lines which show how it was achieved.
Rgards Nick. | |||
| Thread: Epoxy Bearing Materials and Method | |||
| 20/04/2011 10:48:24 | |||
Hi David, I had exactly the same thing happen, so didn't go there again.
Regards Nick. | |||
| Thread: Technical and engineering drawing. | |||
| 19/04/2011 11:36:38 | |||
Hi, mistakes, who me? Well you must of heard the old saying; "he who has not make a mistake has not made anything"
Well I for one have made a few, both at work and in my own pastimes. many years ago I was called out to a breakdown during the wee hours to fit a new bearing in a machine which took a couple of hours. Later that day about dinner time I think, when I went in, I became aware that the bearing that I had changed, had to be replaced again. Now this bearing was notorious for being a frequent failure until the machine had a modification in that area. (bad manufacture design)
When I examined the failed bearing that I had fitted, I realised to my horror that I had fitted the wrong bearing type, luckily it was not uncommon for this failure to occur within a few hours of it failing, so no real inquiry was made to the cause. But with every bearing that failed so did the shaft and plate that it was mounted on fail also. The shaft and plate were made/repaired in house, but these bearings cost close to £300.00 a go, add that to the down time and the extra man hours to fit another bearing and repair the shaft/plate, makes a pretty expensive mistake.
Regards Nick. Edited By Nicholas Farr on 19/04/2011 11:43:36 | |||
| Thread: Small Steel Boilers | |||
| 19/04/2011 10:36:59 | |||
Hi Dave, as far as costs go, you are not taking all of Jasons points into further consideration. OK to build a boiler out of steel may well be cheaper for the material side of things, but consider the point about having to have a larger section of steel to copper and then heating the same amount of water in it. Firstly you will will find the boiler will have to be bigger and that may well put it out of proportion to the model you are building, and secoundly, you will find the amount of energy to raise the water to boiling point will be getting close to all most double that of a copper boiler, because you will have to put energy into the boiler itself as well as the water and a steel boiler having the same capacity of copper with the added thickness that Jason has pointed out will require more energy input.
Consider (and I'm exaggerating here a bit) you turning up a a club event with your steam model and you all start firing up your boilers of the same size, but yours is the only steel one, and by the time you have raised your steam every body else has started to pack up to go home. So why would a manufacturer produce boilers that nobody had any use for. You need to take running costs into consideration as well as construction cost to evaluate whether it is cheaper or not.
Regards Nick. |

Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!