Member postings for John Stevenson
Here is a list of all the postings John Stevenson has made in our forums. Click on a thread name to jump to the thread.
| Thread: Soft Jaws |
| 29/08/2010 22:44:23 |
Gordon, I use soft jaws quite a bit, not so much for production where they are mostly used but for special applications. A while ago I made a set up to hold thin items such as washers and small gear blanks. Because you either need a lot of special jaws or continually having to remachine them I came up with loose jaws on top of soft jaws.  These consisted of three hexagonal blocks bolted to a set of plain soft jaws. this pic shows better the build up. 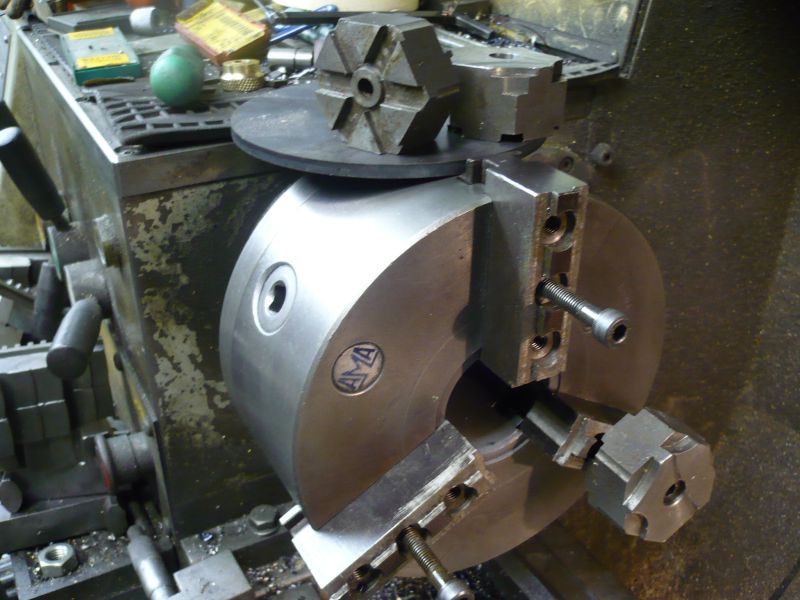 A set of soft jaws had a tenon machined on and then all at the same setting with all three held in a vise on the mill the counter-bored holes and threads were put in so they were all in line. Each hex piece had three slots machined in to match the tenon and a spigot pressed in to match the counterbore. This gives you 6 corners to machine away and three different diameters to work at depending on which hole. I numbered the jaws and I keep a list of regular jobs / diameters with the jaw number and bolt position. John S. |
| 29/08/2010 12:27:38 |
No Ian, The 'thread' on the back of jaws isn't a spiral because the diameter of the scroll changes towards the outside, i.e. get bigger - larger radius. To get by this each tooth is boat shaped. Add to this the tooth form isn't central on the jaw but offset to one side. I did read up on this in a very good article in MEW, around #155 - 120 I think on why they were like this and how to set out jaws. John S. |
| Thread: ER32 etc collets |
| 29/08/2010 11:43:12 |
Posted by ady on 29/08/2010 00:45:50: There's a boring job in one of the newnes books which took at least two days to complete, and that was on the best gear available in the 1950s, when Merlin engines were becoming obsolete. . Well thank Christ it took less than two days on 1940's equipment when we had our arses to the wall. Couldn't have been that hard because we let the yanks build them as well ! John S. |
| 29/08/2010 10:13:02 |
Posted by ady on 29/08/2010 00:45:50: As far as micro runout is concerned, as soon as the bar heats up or you put cutting pressure on the workpiece that 0.001 runout becomes irrelevant...actually it's pretty horrible how much that metal actually moves when you poke it gently with a forefinger... I'm currently cutting a collet chuck for a huge pile of hardinge collets I got from ebay for a tenner...and it's going to take a while. If all it takes is a collet and a bit of roundbar to make an accurate part then the British car industry should still be thriving! Edited By ady on 29/08/2010 01:14:30 . So you are saying we should throw all the lathes away and just grind and lap everything ? Whatever.............. John S. |
| 28/08/2010 14:28:17 |
Why not just tap it true and tighten up ? Cylindrical grinders are made with an undersized spigot just so the chuck can be tapped true with a lead block. John S. |
| Thread: Copyright |
| 27/08/2010 23:18:48 |
Posted by KWIL on 27/08/2010 10:19:50: The Copyright, Designs and Patents Act 1988 says it all. . But it was after this was produced that Nation Geographic had that test case that proved once and for all that if a magazine is copied electronically IN IT'S ENTIRETY then it is not breaking any law. John S. |
| Thread: Undersize Taps |
| 27/08/2010 21:00:45 |
The taps sold by ARC are serial taps, they need to be used in order. They are brilliant in stainless especially when you want a 75 % to 80% depth. John S. |
| Thread: Phase Converter Which Type? |
| 26/08/2010 00:24:18 |
Posted by John Olsen on 25/08/2010 23:03:09: The 1425 RPM speed means that it is a two pole motor. If you put on a two pole three phase motor, you will get essentially the same range of speeds with a controller, although the controller can run the motor faster if you wish. . . A 1425 motor is a 4 pole motor, 2 pole motors run at 2850 revs here in the Uk on 50 cycles. John S. |
| 24/08/2010 20:46:03 |
They are an "own fix" and as such because many of the components were never intended for 440 v operation they can never be CE approved. This is not my take on it but from a drives technician who has works for many of the large manufacturers. When you get one of these guys on-site to sort a problem out and they can clearly explain what EVERY one of the 400 odd parameters does and how to set up for the optimum result they are worth every penny. John S. |
| Thread: Myford Motors |
| 23/08/2010 20:17:24 |
Len, My ML7 bought new from the factory in 1969 was supplied with a 1/3 HP motor as standard, it was later they upped them to 1/2 HP. It ran for years like that until I fitted a two speed 3 phase motor. John S. |
| Thread: Gear cutters |
| 23/08/2010 08:47:53 |
An alternative is to use a boring head and dial in the correct diameter. This will also cover for the larger pitches and hight count teeth that need large diameter cutters. John S. |
| Thread: C3 Purchased |
| 20/08/2010 22:34:07 |
The "heat in an engine room" posting has probably been corrupted because the poster copied and pasted from word into the reply to box. This was explained to me in an email by David Clark the other day. Rather ironic as were were told to copy / paste to prevent the frequent log out issues some some having. This reply will have to be relayed by David as none of my posts show up either like Stub Mandrels, probably because the web master thinks I'm a naughty boy for waking the moderator up the other day with the heads up on two corrupted posts. John S. |
| Thread: Loco lift table |
| 18/08/2010 21:40:00 |
You have too many L's at the start. Are you Welsh ?  http://www.jblifttablekits.co.uk/ John S. |
| Thread: 3MT quill |
| 18/08/2010 21:11:58 |
Is this an Arboga mill, they had a MT3 quill that takes tang tooling but the collet holders had a screwed ring that fitted over the chuck onto the spindle to stop it walking out. These have a hardened spindle and can't be drilled though because the gearbox is in the way. John S. |
| Thread: Rotary table stops |
| 15/08/2010 22:47:12 |
Pete, May I offer this highly detailed CAD drawing of a stop that utilises only the parallel sided slot you already have ?  Basically it's a tee shaped tenon that fits your slot in the side, the tenon has a saw cut and a hole drilled thru it then opened out and tapped. A tapered grub screw is then inserted and this will force the tenon apart and so grip the sides of the original slot. John S. |
| Thread: DRO for Myford ML7 |
| 11/08/2010 23:23:45 |
Well my two axis Sino lathe DRO has a tool memory for 200 tools. Only problem is after 3 years I still can't use it, I follow the destructions in the book but get different readings / menu's to what they do so i can't follow thru. It's now not that critical anyway as I have broken 199 of the tools. John S. |
| Thread: Miniature Depth Gauge MEW # 166 |
| 08/08/2010 12:31:51 |
Posted by Michael Ryan 1 on 08/08/2010 05:40:45: Thanks for the reply John, but even the drawing with the article shows it as a depression. Rgds Michael Sorry, wasn't looking at the drawing. Alternate way would be a few concentric rings to form vees to prevent slipping. John S. |
| Thread: Jacobs Gear Hobber |
| 08/08/2010 12:00:23 |
Richard, drop me an email to [email protected] and I'll forward a copy of Brian's article on with added extras. I can do this as I was involved in the project to the point of getting a dedicated circuit board made up and have Brian's full permission to share anything so copyright doesn't come into this. Brian transposed the circuit to veroboard so it would be easier to build and there was a mistake in MEW108 which didn't get corrected until MEW110 if I remember for anyone using the original articles. I have this setup on a Victoria U2 and it runs as a dedicated hobber, it's probably done over a 1,000 gears to date as most of them done are in sticks of 10. John S. |
| Thread: Miniature Depth Gauge MEW # 166 |
| 08/08/2010 04:43:55 |
I think that's a misprint and should read convex for a push button. In which case putting the radius on free hand, filing or a form tool are the easiest options. John S. |
| Thread: What price frustration? |
| 07/08/2010 00:22:20 |
I bought a new Myford ML7 in 1969, brand new so the profits went to the factory as opposed to buying second hand. I bought a brand new C7 Capstan Tri-lever in about 1985, again profits going to the factory, just to point out that I have supported them directly. My ML7 and C7 had their beds ground on their slideway grinding machine, I have no idea what age it is but it is still the same machine they use today. Last time I was over in China at the Canton show I made a point of asking on the various stands how old their slideway grinders were. It was an interesting exercise getting this across. The answers ranged from don't know to 1 year old, 6 months old and we are waiting a new CNC grinder from Switzerland. The reason I asked this was that 3 years ago now I was getting some tooling reground and asked the guy at the tooling place if they were busy. He said they were but they could be busier if they could get the new machinery they needed. Turned out that that years total production and most of the coming years production was going to China. His comment was they are making tooling we can't and not only that they are making it on machinery we have never even seen. I don't want to bash British engineering but why should we pay thru the nose for a 60 year old design produced on outdated machinery, that's their problem, not ours. The basic Myford lathe is a very simple design and cannot warrant a price tag of £7,000. John S. |
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in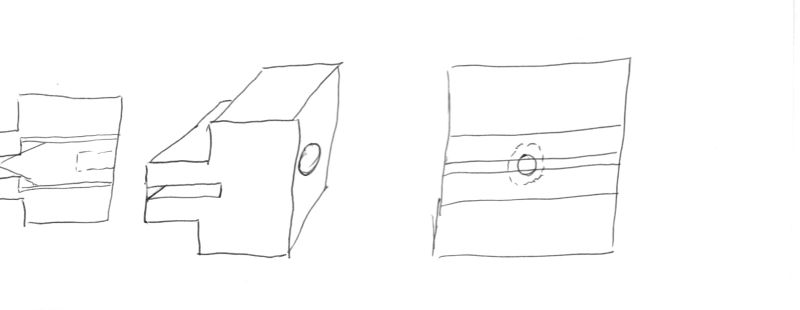{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!