Forum sponsored by:

screwcutting guide
| jonathon cary | 01/08/2014 16:10:04 |
| 44 forum posts | I eonder if anyone can guide me in the direction of simple explanations for imperial screwcutting on a hobbymat md65 please..I have a handbook /parts book but it doesnt give much away! Thank you |
| jonathon cary | 01/08/2014 16:35:57 |
| 44 forum posts | Ie-- If I want 32 tpi what gears go on which shaft..That simple! Another day passes and I didnt need algebra  |
| Thor 🇳🇴 | 01/08/2014 17:01:36 |
 1766 forum posts 46 photos | Hi Jonathon, Isn't there a table on front of the hedstock explaining the change gear setup? I don't have a Hobbymat lathe but this picture shows such a table, although it seems to not show the 32 TPI you want. So you may have to calculate the gear setup yourself. Martin Cleeve explains how in his book: Screwcutting in the Lathe (Workshop Practoce Series #3), have you read it? Thor |
| Bazyle | 01/08/2014 17:26:56 |
 6956 forum posts 229 photos | Jonathan,. This is a metric lathe, ie metric leadscrew, but that doesn't matter. The threads will be approximate but near enough for all practical purposes where it is only a few turns for fixing something. Don't worry about accurate conversions using 127 tooth gears which are not appropriate in this context and on this lathe. Also you will not be screwcutting under power. Initially you will have to turn the chuck by hand but you should make a mandrel handle (look that up seperately) fairly soon. You first need to look at the table on the front of the headstock or page 18 - top right section where it says "n/1" " which is number fo turns per inch. Now there isn't an entry for 32 so lets do 16 first of all. Row 16 column L is 40 so you need to put a 40 tooth gear on the end of the leadscrew. I think you can see what needs to be moved for that to happen, starting with the dog clutch assembly. Observe the movement of the dog clutch engagement lever. It moves up to unlock it. You need to set its position so it can move the dog in and out of mesh. I will continue later but must go out now. |
| jonathon cary | 01/08/2014 17:34:09 |
| 44 forum posts | Actully Thor the plate on thr front was the biggest proplem! Thankfully Bazyle must be a teacher! |
| Neil Wyatt | 01/08/2014 18:09:21 |
 19226 forum posts 749 photos 86 articles | Do you know the pitch of your leadscrew, and what change wheels do you have? Neil Edited By Neil Wyatt on 01/08/2014 18:09:49 |
| jonathon cary | 01/08/2014 18:20:33 |
| 44 forum posts | I will know when I get home tonight Neil |
| Les Jones 1 | 01/08/2014 18:50:19 |
| 2292 forum posts 159 photos | Hi Jonathon, Les. |
| Bazyle | 01/08/2014 21:23:05 |
6956 forum posts 229 photos | Part 2
|
| Bazyle | 01/08/2014 22:20:55 |
6956 forum posts 229 photos | Part 3 Now we have set up for 16tpi using the train 55/65 75/40 on the 1mm leadscrew but you wanted 32 tpi. That means getting the leadscrew to turn half as fast per turn othe chuck. Simple - put an 80 tooth in instead of the 40, except there isn't one in the set. While there are programs to help if you set up the equations in excel and fiddle around you can soon find something suitable. eg 55/60 65/75 Another set model engineers need is 40tpi - 55/65 75/100 |
| jonathon cary | 01/08/2014 22:25:03 |
| 44 forum posts | Thank s Bazyle..I understand that..I ll look upNeil , Thor and Les s tmrw.. |
| Bazyle | 01/08/2014 23:09:00 |
6956 forum posts 229 photos | You don't need the 63 tooth gear in practice although it is a nice idea. With the invention of computers it is easy to work out combinations that are near enought for all fastener applications and you are unlikely to need ot make a precision thread in the opposite measurement base to your lathe . The steps of 5 in the gear set is used by a number of other lathe sets and is able to produce all imperial and BA screws - it was a fun excercise way back with my BBC computer but rarely needed. I sent the tables to both ME and the importer of Hobbymats back in 1983 but neither were interested |
| jonathon cary | 02/08/2014 07:23:24 |
| 44 forum posts | And 31 years its still causing problems(for me) why dont people listen?! |
| Neil Wyatt | 02/08/2014 10:39:49 |
19226 forum posts 749 photos 86 articles | I think Bazyle has it nailed for you Jonathan. Note for Bazyle; When playing with manually selecting change gears, I noticed that when approaching a 'good' selection for an odd pitch it was helpful to have large gears with small differences in tooth number. The 63 is handy for metric/imperial conversion but if you can select a train that has the option of one of 55-57-60-63-65 in it, then you have three pitches with a maximum 'error' of about 2 1/2%, which is an acceptable error for small fixings (e.g. BA screws). (2 1/2% is half the relative difference between 57 and 60, the biggest proportional gap). That run of five gears in the middle of the size range is very handy. Neil
|
| Russell Eberhardt | 02/08/2014 11:08:24 |
 2785 forum posts 87 photos | Have a look at the program NthreadsP available for free here. You can put in your leadscrew pitch and a list of the changewheels ytou have and it will come up with the best combinations. Russell. |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in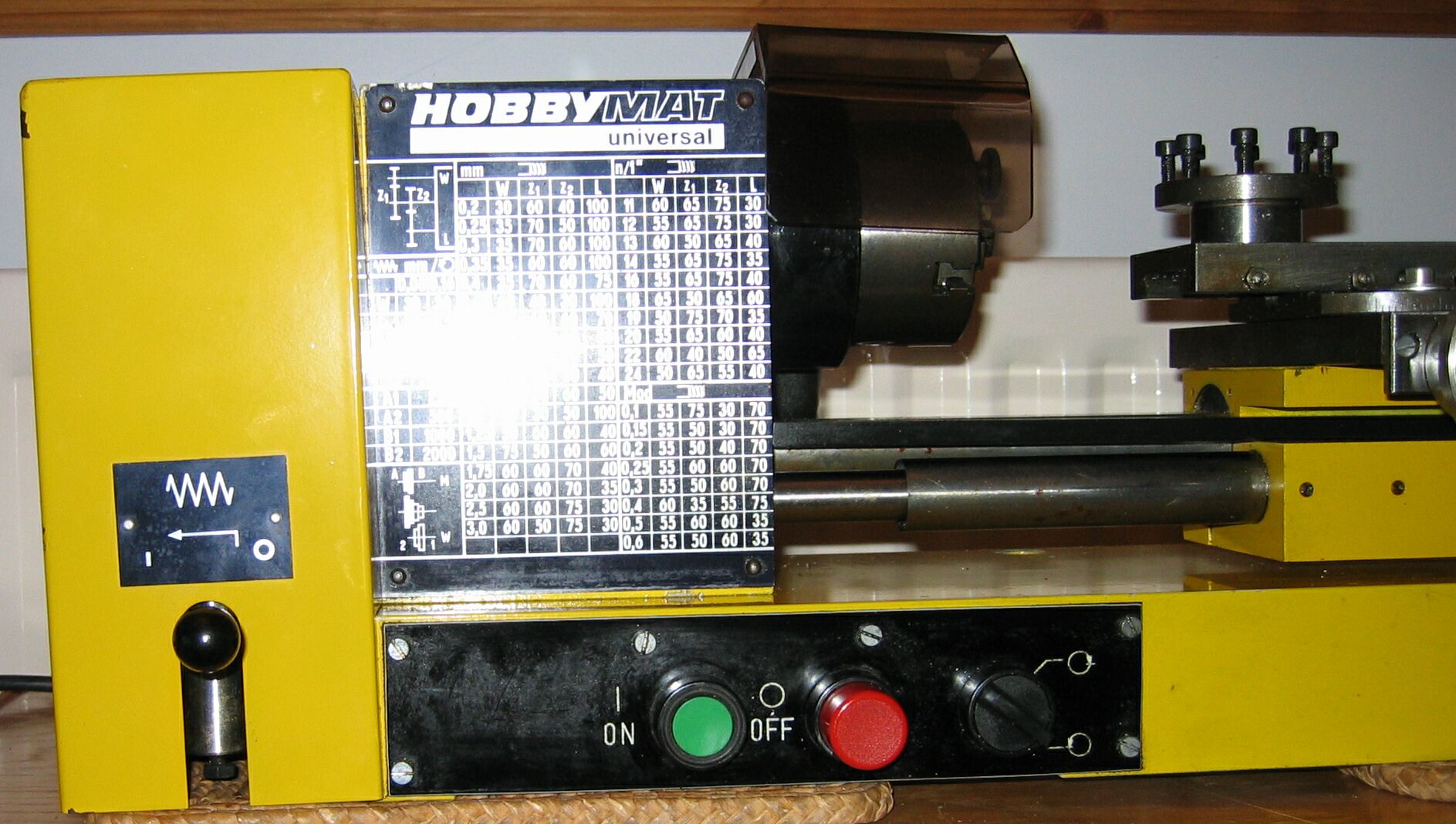{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > screwcutting guide