Forum sponsored by:

My James Coombes
| lancelot | 19/07/2014 21:35:03 |
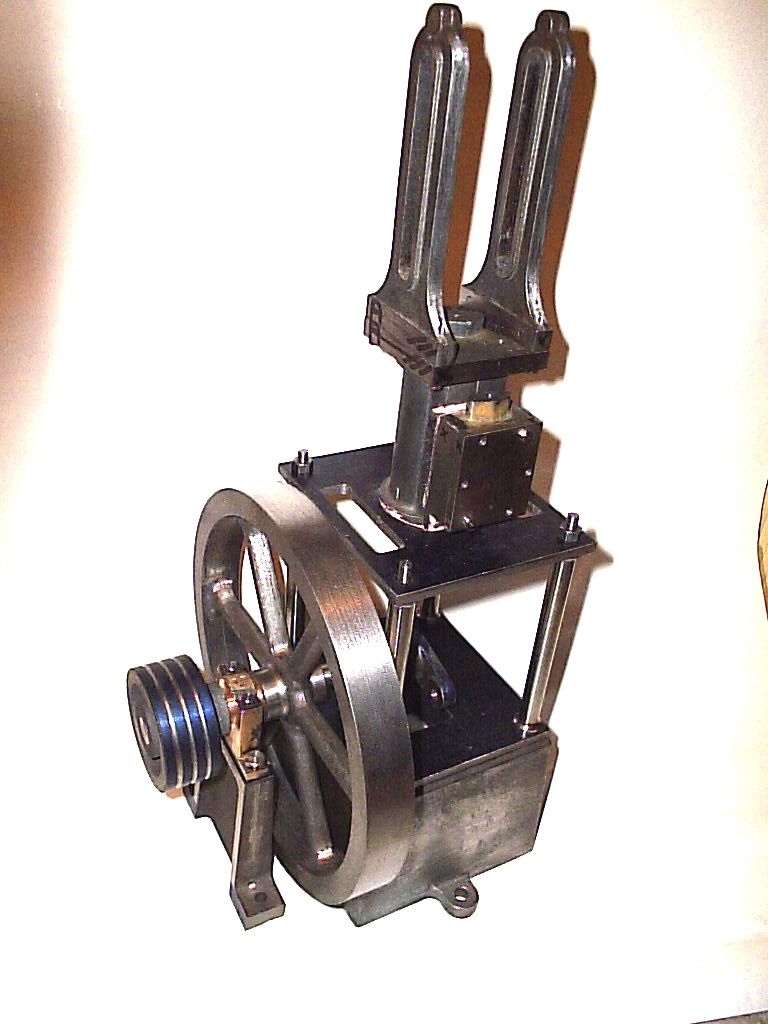
 63 forum posts 4 photos | This is what I am building at present...thanks guys for the info on the chuck I will have to stick a notice on the wall beside the lathe Cheers, John. |
| lancelot | 20/07/2014 10:09:21 |
63 forum posts 4 photos | Got the drawing for the Coombes on Saturday a/m...spent some time checking all the bits and pieces that I have made to the drawing (new) [which now takes precedence over all earlier drawings...including those in the book.]Also bearing in mind what Peter Southworth the Corliss Guru who knew a lot about those engines...when I asked him once about a possible problem with a casting set up...his answer was ''the drawings are only a Guide, Make the parts Fit'' an interesting if not unique reply.As you may have surmised from this there is a slight difference of opinion in a measurement but some careful forward planning should sort any potential probs... all the best for now John.
|
| lancelot | 23/07/2014 15:38:24 |
63 forum posts 4 photos | Having a bit of trouble with the Cross head frame slot ...found it to be well chilled,milling cutters ,no way...So I set up a Diamond router (for C/F use)..Clocked in each end of slide and let rip with the cutter very S L O W but a great job on the first slide frame There was a little warming up of the mill head bearing so closed down for a while...back later. John |
| Steve Withnell | 23/07/2014 19:55:03 |
 858 forum posts 215 photos | Hi John, I was planning to clamp the frames together and mill both slots at one setting. The outer edges were very easy with a file not hard at all. The overall finish of the raw castings was about as smooth as a bear's bum. When did Stuarts ship your castings? In any event they should replace them if they will not machine nicely, they have always had a good rep for replacing any dodgy castings. I was going to send mine back, but given they seem easy to work, it's simpler to put a but of extra effort in to cleaning them up.
Steve
|
| lancelot | 23/07/2014 20:31:10 |
63 forum posts 4 photos | Hi Steve, I swapped them on ebay ...I got a set of Coombes castings and other bits and bobs ...He got a Tich loco at about 50% build stage (still have the Kennions Large 3 1/2 '' copper boiler)... I found no problems with the castings ...the valve chest and cylinder boring quite straight forwards cutting the slot with the Diamond tooling leaves a great finish ,but it is very slow and I do not want to strain the wee cowells overly much. I intend to leave the castings in the sandpaper finish they are in, when sprayed with etching primer the finish looks really good.. All the best for now, John. |
| lancelot | 25/07/2014 20:24:26 |
63 forum posts 4 photos | Finished grinding the slots now working on the sliding bearings that fit them...noticed a bit of heating up in the machine spindle bearing area also in the motor ...had a talk with Colin Childs describing the areas and heat intensity...No need to worry,the wee machine performed brilliantly...Job Done. John. |
| lancelot | 14/06/2015 17:32:34 |
63 forum posts 4 photos | Hi folks... back again to say the Coombes is completed........But....It will not start....She tries with approx. 50 lbs pressure kicking over almost 70% of a rev...with speed and power I have checked all linkages for looseness the timing has been reset umpteen times ......no joy....I started this build way back ,with a 2 year break then had to obtain new drawings issued 1993...which show the offset for the occilator sheave as 9/64'' this drawing supercedes all the others and the book which shows it as 11/64'' ...I have made mine at 9/64''.........I have found that this does not allow for the inlet valves to open to their full capacity and are only opening part way top and bottom this makes trying to set the timing very difficult... Would certainly appreciate your comments and ideas on this on... All the best for now ... John lancelot |
| JasonB | 14/06/2015 19:01:20 |
 25215 forum posts 3105 photos 1 articles | What spacings have you used for the valve ports? |
| lancelot | 14/06/2015 20:15:38 |
63 forum posts 4 photos | Hi Jason...if I am reading your question correctly drawing 1993 issue shows dimens ..(.on my cylinder holes for ports were already in p;ace ) inlet ports 3/32'' top and bottom exhaust port 3/16'' the exhaust port just happens to be exactly in line with the outlet on the side of the cylinder which gives a chance of running into on of the 7 ba stud holes ...I user a DENTAL drill point to drill a sort of curved connecting hole and still managed to just touch on the stud hole..... the distance between the top and bottom inlet ports is 3/8''the centre line of the exhaust port lies on two middle valve chest stud holes cheers John......lancelot. |
| JasonB | 14/06/2015 20:48:55 |
25215 forum posts 3105 photos 1 articles | Should work OK with thoise spacings and the 9/32" throw, thats what I used on my beam engine which has a lot of similar parts.
J |
| Nick_G | 14/06/2015 21:41:20 |
 1808 forum posts 744 photos | . Is the slide valve 'free floating' so that it mates with the inlets on the cylinder when pressure is introduced into the valve chest.? And have you got the slide valve in the correct orientation.? - There are 2 possibilities for this 1 right and 1 wrong and could cause problems with setting up the timings. I asked the same question here :- **LINK**
Nick |
| lancelot | 15/06/2015 11:03:10 |
63 forum posts 4 photos | Hi folks...just off phone with Stuarts their guy said allseems right in my build 9/64'' should let it run but same as you Nick check inlet ports for sand blockage which would give it that back pressure ''thump'' back soon... John. |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Work In Progress and completed items > My James Coombes