Forum sponsored by:

Warco mini lathe handwheel fettling?
| Chris Veitch | 15/12/2013 10:17:01 |
| 14 forum posts |
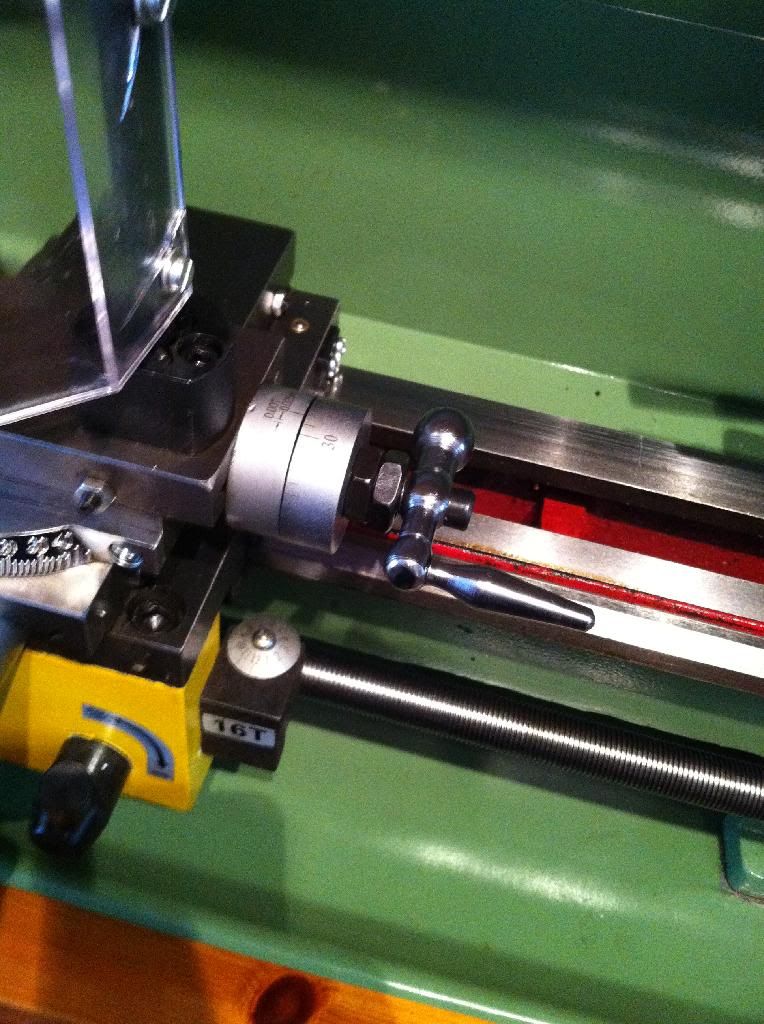
I wasn't sure whether to post this in Beginner's Questions as I've just bought the lathe and I'm just moving up form a Unimat so I am a beginner in model engineering terms, but since it doesn't really seem to be a beginner's issue it's going in here. Can someone please let me know if it's considered bad form...? My new Warco Mini Lathe has all the rough edges common to the breed, but the compound slide (not even sure if it's the right term) hand wheel is particularly rough. It has around 0.6mm backlash as delivered and is secured with the two fairly rough lock nuts shown in the photo below.
I have the David Fenner mini lathe book and I've read the ARC guide on stripping and refining it, but neither seem to show such an arrangement. Does anyone have any tips or references on refining this arrangement? Curiously, the very similar cross slide hand wheel has very little play in it and is well assembled. In addition to that, the hand wheel isn't drilled at 90 degrees but that could be redrilled and bushed. I'd also be interested to know if there is a possibility of converting these fixed dials to indexed? Edited By Chris Veitch on 15/12/2013 10:18:48 Edited By John Stevenson on 15/12/2013 10:37:09 |
| Ady1 | 15/12/2013 12:15:27 |
 6137 forum posts 893 photos | If you want to save yourself a LOAD of "backlash issues" then fit a cross slide DRO as your first project 10 quid for a vernier and it's one of the most useful mods you will ever make It was 1-2 years before I did mine and I wish I'd done it on day 1 Try and get exactly the same vernier, different models have different functions BTW you only really need the compound slide for tapers, putting a toolpost on the cross slide makes things much stiffer Edited By Ady1 on 15/12/2013 12:19:05 |
| Bazyle | 15/12/2013 12:34:08 |
 6956 forum posts 229 photos | 2 nuts is actually a step up from some quite reputable lathes which just expect the handwheel grub screw to do the job. |
| Martin W | 15/12/2013 14:11:36 |
| 940 forum posts 30 photos | Post not applicable to this lathe so removed. Martin Edited By Martin W on 15/12/2013 14:31:16 |
| Chris Veitch | 15/12/2013 14:42:01 |
| 14 forum posts | Thanks for the ideas so far, guys. I can see I'm for an Interesting Journey with this machine - although I still think they're great value for less that £500. An hour or so's fiddling this afternoon has the backlash down to a reasonable 0.07mm although the compound slide screw action is still very uneven. I suspect this might be to do with the way I've remounted the "bracket" (as it's know in the Warco parts list - it's the component which forms the end bearing for the compound slide screw) onto the end of the slide - it's attached by a couple of M3 cap nuts to a fairly small area on the end of the slide, so I'm dubious about its squareness. I guess there's some clever trick to tightening the screws holding this correctly - which I haven't got, and it seems to be throwing up some eccentricity in the screw which wasn't there before. |
| Gordon W | 15/12/2013 14:58:32 |
| 2011 forum posts | Does not seem like to much backlash to me. The two thin locknuts can be tricky to set just right. May be worth taking the gib strip out and cleaning up if needed. I only use the topslide for tapers, most of the time it's locked solid, nearly as good as a cross slide toolpost, helps with parting off also. |
| Chris Veitch | 15/12/2013 15:20:21 |
| 14 forum posts | No, I can definitely live with 0.07mm and probably a bit more. My current concern is the binding on the compound slide screw but a bit of further investigation reveals that this is due to the index wheel (correct term? - the stainless collar on which the index divisions are marked) binding against the bracket. It's secured with an M3 grub screw which isn't midway along the collar, and the collar itself isn't a good fit on the plain machined section of the screw. Consequently everything runs OK when the collar is loose, but when the grub is tightened it exerts and uneven pressure on a loose fit and pulls over and binds at that point, giving a very uneven action. My workaround for the moment it so leave the collar loose and carefully set the locknuts, which gives a bit more backlash but the motion is now smooth. Unfortunately the Warco doesn't give the option to lock in this axis, other than over-tightening the gib screws. A long term option would be to bush the collar and maybe secure with a pin rather than a screw, but it looks like fairly tough stainless and there's plenty more to do yet... |
| Bazyle | 15/12/2013 15:52:15 |
6956 forum posts 229 photos | Do the nuts bear on a sleeve and the index collar run on that or is the index like a big washer in the set up? So will the set up will go together without the index? If so you can just skim a bit off it in your own lathe. Otherwise anyway you need to make a sleeve and bore out the index to fit over it. If you are feeling clever you can build in a ball thrust bearing while you are at it. Don't be afraid to take the slide apart and drill & tap an extra hole to use for a lock. While you are there if the gib has dimples for each screw research how to do it better - there is stuff on the net about that poor practice. |
| Chris Veitch | 15/12/2013 16:00:02 |
| 14 forum posts | Posted by Bazyle on 15/12/2013 15:52:15:
Do the nuts bear on a sleeve and the index collar run on that or is the index like a big washer in the set up? So will the set up will go together without the index? If so you can just skim a bit off it in your own lathe. Otherwise anyway you need to make a sleeve and bore out the index to fit over it. If you are feeling clever you can build in a ball thrust bearing while you are at it. Don't be afraid to take the slide apart and drill & tap an extra hole to use for a lock. While you are there if the gib has dimples for each screw research how to do it better - there is stuff on the net about that poor practice. No, there's no sleeve - the index is like a big washer. Therefore it's possible to think things are going OK when tightening the index and then to foul it all up by slightly over-tightening the nuts, which obviously have a much greater force than the little grub on the index can hold if you overdo it. I take your point about sleeving it and it's definitely a job for the future, although I'm not too confident about boring the stainless collar accurately. My only previous experience of cutting stainless is with a plasma cutter, and that definitely wasn't in the spare bedroom... I'd agree that a lock is a useful addition - once I get things working satisfactorily it will be one of my first mods. And yes, the gib strip has already been out and it has dimples - I'll investigate. |
| frank brown | 30/12/2013 22:36:37 |
| 436 forum posts 5 photos | can you insert a thin (and narrow) shim between the shaft and the collar , aligned with the rubbing edge. I think that tightening the grub screw will lever the collar the other way if the shim does not run from the back to the front (knob end)? Frank |
| Chris Veitch | 31/12/2013 10:23:19 |
| 14 forum posts | Posted by frank brown on 30/12/2013 22:36:37:
can you insert a thin (and narrow) shim between the shaft and the collar , aligned with the rubbing edge. I think that tightening the grub screw will lever the collar the other way if the shim does not run from the back to the front (knob end)? Frank I don't know, Frank - but I'll give it a try. Edited By Chris Veitch on 31/12/2013 10:23:48 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > Warco mini lathe handwheel fettling?