Forum sponsored by:

CLARKSON AUTOLOCK CHUCKS
| RICHARD GREEN 2 | 30/06/2013 16:35:52 |
| 329 forum posts 193 photos | A while back I bought a TOS universal mill, and with it came loads of spindle tooling, all 40 INT taper, including 2 large Clarkson Autolock , and 1 large Osborn Titanic collet chucks. all with 1" and 1 1/4" collets, The Osborn chuck body runs true, also any cutter I put in runs true, But the 2 Clarkson chucks both run out of true by about 2 thou on the chuck body, and any cutters I put in run out even more , the longer the cutter the worse it is, These chucks are a " chunky " lump of steel, but could they have been strained at some point during use ? There is a centre point inside each chuck body, I have removed one to check for any damage, the point looks "used" but not too bad, I have a new ish Vertex ER40 collet chuck which runs "spot on " in the TOS mill, so the machine and spindle are OK. Has anyone got any ideas , or should I scrap the Clarksons and move on ? Richard. |
| Steamer1915 | 30/06/2013 18:39:57 |
 171 forum posts 42 photos | Hello Richard, How are you tightening the Autolock? There is a common mis-conception that there must be a small gap between the nose piece and the body. This is incorrect. Steve.
|
| john kennedy 1 | 01/07/2013 07:30:29 |
 214 forum posts 24 photos | Steve, can you please elaborate on this. I have 2 Autolocks and I am labouring under this misconception,I allways leave a small gap,believing that if the nut 'bottoms' the collet wont close.Everything runs true though..John |
| Michael Gilligan | 01/07/2013 08:06:49 |
 23121 forum posts 1360 photos | Andrew Johnston kindly posted Clarkson's assembly instructions, on this earlier thread. MichaelG. |
| Bazyle | 01/07/2013 09:05:17 |
 6956 forum posts 229 photos |
The critical point is to understand that if the chuck is assembled tight with a collet but without a tool in it then it will not be tight enough to close down say on a bar of the appropriate size. It takes the thread on the tool interacting with the collet and the centre point to push the collet up into the nose. |
| RICHARD GREEN 2 | 01/07/2013 09:17:27 |
| 329 forum posts 193 photos | I've now tightened the chuck as Clarksons suggest and the cutters now run straighter than they did, but the shanks are still running 2 thou out on a dial gauge, I've tried a 1" collet also 3/4" and 32mm, all about the same, am I being too fussy ? Richard. |
| John Stevenson | 01/07/2013 09:27:06 |
 5068 forum posts 3 photos | Clarkson is old hat nowadays, for a start many cutters are made with the shank size the same as cutting size like 5mm No collets exist for this size in Clarkson and you will always be paying a premium for the threaded shank, more so if using carbide.
Industry has moved onto ER's you never see Clarksons used in production these days.
One reason is the way they tighten. Yes I know this is going agaist how Clarkson say but they never had the machinery then we have today.
Put a cutter in like Clarson says, put it on a jig to measure the tool length offset and enter this into the tool table.
Now run the chuck and the fact the cutter tightens it's self up then makes any measurements in the tool table useless.
The ONLY way on a CNC to keep the correct length off set is the tighten the cutter into the collet, then tighten the bnut so you have a small gap showing.
Totally against what they say but the only practical way to do this. |
| Steamer1915 | 01/07/2013 12:40:28 |
171 forum posts 42 photos | John, I'm struggling to see how the cutter moves out of position when it tightens itself. Isn't this the whole point of the Autolock chuck? i.e. It can't go any further in than the centre point will let it? Steve. |
| Another JohnS | 01/07/2013 15:29:19 |
| 842 forum posts 56 photos |
Posted by John Stevenson on 01/07/2013 09:27:06:
...Industry has moved onto ER's you never see Clarksons used in production these days. I gave away my clarkson autolock, it came with my mill and I had never used it. As the other JohnS says, metric and clarkson are difficult, and the ER collet holder is what is on my mill 99% of the time. I know, not very helpful... The across the pond JohnS. |
| Michael Gilligan | 01/07/2013 15:57:29 |
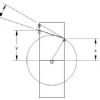
23121 forum posts 1360 photos | For info: Here is how they explained the locking action, in 1942 MichaelG. |
| RICHARD GREEN 2 | 01/07/2013 16:35:12 |
| 329 forum posts 193 photos | I've been playing with these chucks this afternoon, and have come to the conclusion that the tightening procedure is quite inportant to maintain any sort of accuracy, I now screw the nut up by hand , until it touches the main chuck body, then screw the cutter in until it contacts the centre, then gently tighten with the spanner, They seem to run quite nicely using this method, perhaps Clarksons knew what they were talking about, I always used to leave the nut uncsrewed about 1/4 turn and then tighten, but when you think about it all you are doing is squeezing the hardened cutter even harder against the centre, doing it as Clarksons suggest is less damaging to the centre, Richard. |
| Steamer1915 | 01/07/2013 18:42:45 |
171 forum posts 42 photos | Hello Richard This was my point exactly. I was taught the "incorrect way" in the mid 70's at an engineering training centre where all the local companies sent their first year apprentices. Despite breaking out the centre of a 1/4" dia end mill, I carried on in this manner until there was an exchange of letters in the Model Engineer magazine in the 90's (I think) and only then did the penny drop. I have discussed this point with many people and the general concensus is that most of us were taught incorrectly. At the risk of incurring John's wrath, I would still say that if the cutter was inserted correctly i.e. hard up against the centre, then it shouldn't be able to move "a few thou" when it is used for a heavy cut. All that should happen when the cutter rotates under cutting torque, is that the collet will be pushed down into the taper within the nose piece and grip the cutter more tightly, therefore preventing further rotation. This is surely the ideal situation - the cutter will only be (self) tightened as much as it needs to be. Despite being in the Autolock wilderness for too many years, I now firmly believe the Clarkson people had it right all the time. Steve. |
| Mike Poole | 01/07/2013 19:04:28 |
 3676 forum posts 82 photos | I was taught the Clarkson recommended method. It now becomes clear how the small 1/4" 6mm cutters get their centre ends broken, following the Clarkson procedure this has never happened to me. Mike |
| Michael Gilligan | 01/07/2013 20:12:13 |
23121 forum posts 1360 photos | For anyone who cares ... Here is the Patent MichaelG. |
| RICHARD GREEN 2 | 01/07/2013 21:54:00 |
| 329 forum posts 193 photos | Steve, I fully agree. Richard. |
| Steamer1915 | 19/10/2015 12:15:10 |
171 forum posts 42 photos | Wrong thread - sorry.
Edited By Steamer1915 on 19/10/2015 12:16:05 Edited By Steamer1915 on 19/10/2015 12:24:19 |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Manual machine tools > CLARKSON AUTOLOCK CHUCKS