Forum sponsored by:

20mm concave radius
| garrygun | 06/02/2013 23:43:26 |
| 70 forum posts | I have a chester vertical mill and need to mill a 20mm concave radius x150mm long, material is mild steel, 18mm x 20mm.. radius needs to be on the 18mm. What would be the best way to do this? Garry.. |
| woody1 | 06/02/2013 23:57:05 |
 91 forum posts 21 photos |
I have made a fly cutter wich works a treat. Used in correct way it can be used to machine concave (as I have learn't |
| woody1 | 07/02/2013 00:02:22 |
91 forum posts 21 photos | I see my error vertical machine. Feasible as I said but hey horizotal set up or lathe for the fly cutter. What abot boring a hole, cutting and final machining? I see a problem if the radius is required on a complicated dimensioned piece of work. ATB. David. Edited By woody1 on 07/02/2013 00:05:15 Edited By woody1 on 07/02/2013 00:06:22 Edited By woody1 on 07/02/2013 00:07:18 |
| Jon | 07/02/2013 02:16:03 |
| 1001 forum posts 49 photos | Theres a few ways to do it think i know what it is, done a fair few either way. Bore it in lathe between centres. Just need to make up a boring bar and set the offset of cutter. Make a cutter easier than you think or buy one. If bought chances are it will have too large a shank. Could use TCT router bits certainly on aluminium, steel be careful. Remove some material with milling cutter first. Its a valid way David but never done it by angling the mill head to achieve a near on radius. Still in this case need a pretty large diameter cutter to begin with approaching 40mm diameter. Woodruff cutter may be worth a try.
|
| Styx | 07/02/2013 08:02:40 |
 34 forum posts 42 photos | Hi Gary, There is a book that used to be available from Camden by Guy Lautard called Tables & Instructions for Ball and Radius Generation. It is a set of tables that enables you to machine what you are describing with a small Ball nose cutter. I have used this method myself and it does work although having a digital readout does help but I am sure a couple of well placed DTI's will do the same job. You can also machine balls in the lathe as well. Hope this helps. Steve.... |
| JasonB | 07/02/2013 08:58:41 |
 25215 forum posts 3105 photos 1 articles | Clamp the bar to the cross slide on the lathe with packing to bring it upto height and use a between ctrs bar to cut the concave.
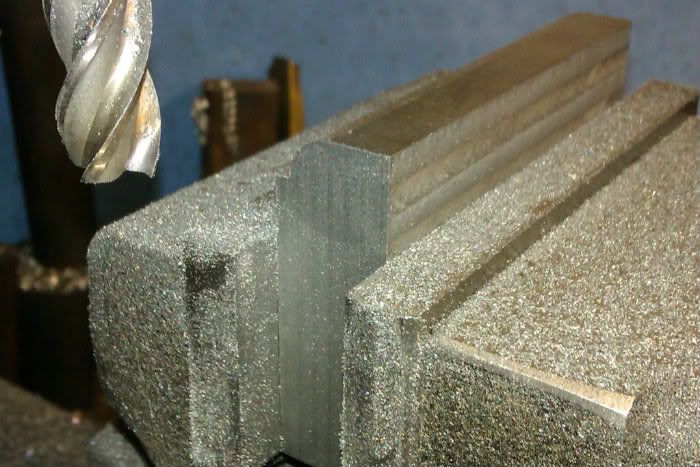
If you only have a mill then a boring bar in a boring head and plunge down, come at it from both ends to avoid an overlong tool. Bit like this but with a tool in the end of the head not the side. Edited By JasonB on 07/02/2013 08:59:23 |
| John Stevenson | 07/02/2013 09:10:29 |
 5068 forum posts 3 photos | For a 20mm radius and 150 mm long piece of work and a Chester mill Jason's method whilst good and workable won't work in this case.
How accurate does the radius have to be ?
Reason I ask is if you use a fly cutter in a boring head, with the head tilted at an angle you can get a very close approximation to an arc, in fact it will be part of an ellipse.
The more you tilt the head, the smaller the radius, same applies to the flycutter, smaller offset in the boring head, smaller radius. As an indication the rad in the picture was to fit a 1.2 metre long rack to a 3" tube. |
| JasonB | 07/02/2013 13:18:53 |
25215 forum posts 3105 photos 1 articles | Any specific reason why it won't work John? I've done 16mm rad 65mm long in that way here so comming from both ends is almost the same. Don't know what the mill is so can't tell if there is enough travel. And the lathe method certainly works as I have made replacements for tube benders with a 11mm rad 200mm long. T
Edited By JasonB on 07/02/2013 13:19:11 |
| garrygun | 07/02/2013 21:45:16 |
| 70 forum posts | thanks for your replys, Jasons idea is good with the boring head, but i only have 130mm depth on chester eagle mill, if i used a bullnose endmill do you think i would get a good enough finish. garry |
| John Stevenson | 07/02/2013 21:54:19 |
5068 forum posts 3 photos | Jason, only commenting on the mill method in that the Chester doesn't have the required stroke and using the side of a boring head you will start off greater than 20mm, probably closer to 40 or 50mm.
Shorter length and bigger radius will work fine. |
| JasonB | 07/02/2013 22:16:06 |
25215 forum posts 3105 photos 1 articles | JS you must be telepathic to have known it was only a small Chester mill and I did say with the bar in the end of the head not the side as my photo showed. Gary will you be able to hold such a big bull nose mill in you're Eagle? If you have a full blown DRO it can be done with a small bull nose using the ARC function but it's a long tedious job so I would still suggest the lathe method if you have one. This is the method Steve suggests but the DRO works out the cutter position but for a smooth curve you will want to have maybe 0.1mm step so 180+ passes
Edited By JasonB on 07/02/2013 22:34:32 |
| garrygun | 07/02/2013 22:42:49 |
| 70 forum posts |
Posted by JasonB on 07/02/2013 22:16:06:
JS you must be telepathic to have known it was only a small Chester mill and I did say with the bar in the end of the head not the side as my photo showed. Gary will you be able to hold such a big bull nose mill in you're Eagle? If you have a full blown DRO it can be done using the ARC function but it's a long tedious job so I would still suggest the lathe method if you have one the maximum in my collets is 20mm ,any bigger i would have to get a stepped bullnose. |
| JasonB | 07/02/2013 22:47:59 |
25215 forum posts 3105 photos 1 articles | Garry you may hav miss my edit, yes it can be done with say a 6mm ball nose but you will need in the region of 180passes depending on the uality of the curve you want. When I'm on the PC in the morning I'll post some examples of convex curves done that way, concave are just the the same with a slight change to the calculations. |
| John Stevenson | 07/02/2013 23:03:10 |
5068 forum posts 3 photos |
Posted by JasonB on 07/02/2013 22:16:06:
JS you must be telepathic to have known it was only a small Chester mill and I did say with the bar in the end of the head not the side as my photo showed. . I think I must be !! I'm sure I read Chester Eagle but going back he did say just Chester.
Gotta run and buy a lottery ticket |
| JasonB | 08/02/2013 08:28:13 |
25215 forum posts 3105 photos 1 articles | Here you go garry, these convex curves were done as described above using the DRO to work out the positions but they can be worked out long hand. Your concave can be done in just the same way as the convex Due to wanting a tight internal corner where the curve meets the flat I used the edge of a standard milling cutter so the finish was a bit rougher than you could get with a 6mm bullnose cutter. The long edges took something like 80 passes per quater circle 160 fror the half circle and a similar method was used for the tops Bit of a clean up and paint and they look like smooth curves when complete |
| garrygun | 08/02/2013 20:29:45 |
| 70 forum posts |
Posted by JasonB on 08/02/2013 08:28:13:
Here you go garry, these convex curves were done as described above using the DRO to work out the positions but they can be worked out long hand. Your concave can be done in just the same way as the convex Due to wanting a tight internal corner where the curve meets the flat I used the edge of a standard milling cutter so the finish was a bit rougher than you could get with a 6mm bullnose cutter. The long edges took something like 80 passes per quater circle 160 fror the half circle and a similar method was used for the tops Bit of a clean up and paint and they look like smooth curves when complete Hi jason, marvelous work there, this is far from my capabilities, i thought about the 20mm bullnose but concerned about the finish, looks like i will be machining it on the lathe |
 ) Novice myself but I think its feasible.
) Novice myself but I think its feasible. 
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > 20mm concave radius