Forum sponsored by:

Taper attachment capabilities ?
| Siddley | 12/12/2012 18:33:29 |
 150 forum posts 1 photos |
I'm thinking about making a taper turning attachment for my Compact 5 - how acute an angle can you achieve with these things ? I know I'll have to build a topslide anyway, to put the cut on, but it could be a whole lot simpler if it didn't have to swivel as well. |
| Keith Long | 12/12/2012 19:19:57 |
| 883 forum posts 11 photos | Hi Siddley I think 45 deg will be way outside what you'll be able to achieve. You probably need to start by looking at it a different way - how much room have you got at the back of the lathe to accommodate the taper attachment - that will determine what sort of angle you'll be able to swing the adjustable arm through. Also the further the attachment is from the back of the lathe bed, the more difficult it will be to keep rigidity and accuracy. The other problem is that the steeper the angle you're trying to get the more friction will come into play on the head that moves on the adjustable slide. You won't want to slacken the cross-slide gib to allow for that as again accuracy could be compromised, but too tight and you won't be able to move it smoothly either - if at all at steep angles. My guess would be that +/-5 deg should be happily acheivable, +/-10 deg might be and after that - who knows? Keith - who would appreciate some advice form someone whos "been there - done it", or used a taper attachment, as I need to make one for my lathe as well!
Just had another thought that might help - Nobby put up details of a "profile cutting" system that he'd made for his machine - you might adapt that to use with the cross slide to get the 45 deg angle. Edited By Keith Long on 12/12/2012 19:25:24 |
| Siddley | 12/12/2012 19:54:17 |
150 forum posts 1 photos | Thanks Keith, that's pretty helpful. I don't want to be a pain but could you link to the thread for me ? I can't seem to find it. |
| Keith Long | 12/12/2012 21:36:16 |
| 883 forum posts 11 photos | Hi Siddley I can't find the thread but if you go to the photo albums and look for those by "Nobby" you'll see one called "copy attachment". There are about 6 or 8 photos there of his device. To get more info best talk to Nobby direct I suggest either a general call in this thread or send him a personal message. I think the device was covered in a thread about general workshop tooling or techniques but needles and haystacks come to mind! Keith |
| Siddley | 12/12/2012 22:49:23 |
150 forum posts 1 photos |
Ta Keith - I've fired off a PM to Nobby. Having viewed his album I now have to make one of those clever multi position carriage stops as well |
| Nobby | 12/12/2012 22:59:06 |
 587 forum posts 113 photos |
Hi Siddley & Keith Edited By Nobby on 12/12/2012 22:59:41 |
| Nobby | 12/12/2012 23:06:59 |
587 forum posts 113 photos |
Hi Again Guys
|
| Siddley | 12/12/2012 23:45:01 |
150 forum posts 1 photos | Hi Nobby, thanks for replying. I mentioned 45 degrees but that was really off the top off my head - 30 degrees would get me by - although it's not ideal. I never realised how much I used a topslide until I didn't have one. I'm not even sure I'm barking up the correct tree here. It's not that I'm scared of making a topslide, I actually enjoy improving machine tools and making accessories - it's just that the centre height on the Emco is such that I don't have much space to play with in order to make one that isn't compromised in some way. Plus I have a requirement to cut morse tapers 1 through 3. |
| Nobby | 13/12/2012 10:40:29 |
587 forum posts 113 photos |
HI Siddley
S |
| Nobby | 13/12/2012 10:41:33 |
587 forum posts 113 photos |
|
| john jennings 1 | 13/12/2012 12:42:24 |
| 69 forum posts | I would think that a taper turning device wouldd be deployed for shallow tapers (Morse etc), a top slide at an angle for what is essentially bevelling - 45 deg 30 deg etc. The topslide on the Compact 5 has only a short traverse, there comes a point where insuffient dovetail is in contact to give rigididty, hence only short tapers possible. The other problem is of course setting to the required angle. A simple cross slide used as a feed device for the cutting tool while the taper is put on by the taper set on the device is needed Designing a full blown taper turning device for the Compact 5 has also got to cope with the inflexibilty of not having a disconnectable half nut on te lead screw. John |
| Siddley | 13/12/2012 13:11:51 |
150 forum posts 1 photos |
Great stuff Nobby, there are enough ideas there for a couple of years work A simple cross slide used as a feed device for the cutting tool while the taper is put on by the taper set on the device is needed
My thoughts exactly John. I was wondering about the simple cross slide also incorporating a retracting tool holder. Maybe Santa will bring me a brand new Hardinge HLV ? I've been good this year... |
| Keith Long | 13/12/2012 14:03:10 |
| 883 forum posts 11 photos | Hi Siddley "Maybe Santa will bring me a brand new Hardinge HLV ? I've been good this year..." No your in Spain - have to be the Three Kings! Keith
|
| NJH | 13/12/2012 16:05:02 |
 2314 forum posts 139 photos | Hi Guys "A simple cross slide used as a feed device for the cutting tool while the taper is put on by the taper set on the device is needed" Maybe I'm misreading this but, on the Myford taper turning attachment at least, the feedscrew for the cross slide is disconnected and the cross slide is controlled by the taper turning attachment set to the appropriate taper angle. The tool IN FEED is put on by the topslide for each successive pass along the taper. Regards Norman |
| Siddley | 13/12/2012 16:53:30 |
150 forum posts 1 photos |
Posted by Keith Long on 13/12/2012 14:03:10:
Hi Siddley "Maybe Santa will bring me a brand new Hardinge HLV ? I've been good this year..." No your in Spain - have to be the Three Kings! Keith
If there are 3 of them they can help me install it then |
| Brian Wood | 13/12/2012 18:22:55 |
| 2742 forum posts 39 photos | Gentlemen, I made a full length taper turning attachment for my Myford S7 variant using a 20 inch length of 18mm hydraulic ram as a guide. It is hard chrome plated, straight as a die and resistant to bending as well as being on size to within a gnat's whatsit. The bar is carried on two cantilever supports built out from the two ends of the bed; the tailstock end has both fine and coarse adjustments to set the angles. The headstock end is just in steps of 50mm, so by juggling about you can cater for tapers that close up or open out with tool travel towards the headstock. Setting in my case uses the DRO to define the angle over a set length. The slider is a hefty section of aluminium bar bored out to be with a close fit on the guide bar and is closed at the two ends with felt wipers to keep the grot out. The vertical link up to the cross-slide is a sturdy 40mm diameter chunk of bar to resist any side motion flexing. In use you disconnect the cross-slide feed screw and let all the motion come from the guide bar. Angles of +/- 10 degrees are about all you can expect before it gets cranky and moves in jerks.Tool feed is put on by the topslide. My installation is permanent, it is far too fiddly to be putting it on and taking it off and I've cut good Morse tapers with it. In my opinion it has the advantage of quick access and the ability to cut a really long taper that the proper Myford accessory can't do, being limited in length. That is a brief description, I have no drawings since it evolved as it grew, but it should be enough to impart the essential elements.. The vital guide material can be bought as a cut length from hydraulic engineers who offer a repair and overhaul service. I think mine was about £1 an inch at the time [~7years ago] Look them up in Yellow pages. Brian Edited By Brian Wood on 13/12/2012 18:25:53 |
| Siddley | 13/12/2012 21:12:18 |
150 forum posts 1 photos | That's really interesting Brian, thanks for taking the time to reply ( must have taken you ages to write all that ! ) One thing I have got is plenty of silver steel ( my father in law worked for Cromwell Tools and passed his staff discount onto me, so I used to buy loads of the stuff and keep it for a rainy day ) That will make a nice guide rod for a taper attachment. I think I've got some 20mm and I know I have a 20mm reamer. I also scavenge broken printers ( last one cost me a euro ) for the guide rods that they use. The rods are quite accurate in dimension and sometimes come with a couple of nicely fitting sintered bronze bearings that the print head carriage slides on. They aren't thick enough for this job, but they are handy things to have around - they machine nicely too. |
| Keith Long | 13/12/2012 21:29:32 |
| 883 forum posts 11 photos | Nobby - your idea for the copy attachment was too good and useful to forget - filed away for future reference. Thanks from me as well Brian, sounds as though the unit you built is very much along the lines that I was planning. I've got some old car suspension struts with 17mm dia rods that will do nicely for the guide rail. Keith |
| Flying Fifer | 13/12/2012 22:48:52 |
| 180 forum posts | Brian,
Any chance of posting a picture or two?? I always think a photo tends to be better than words. It sounds just the kind of thing I`ve been thinking about for sometime. Regards Alan Edited By Flying Fifer on 13/12/2012 22:49:29 |
| KWIL | 13/12/2012 22:57:08 |
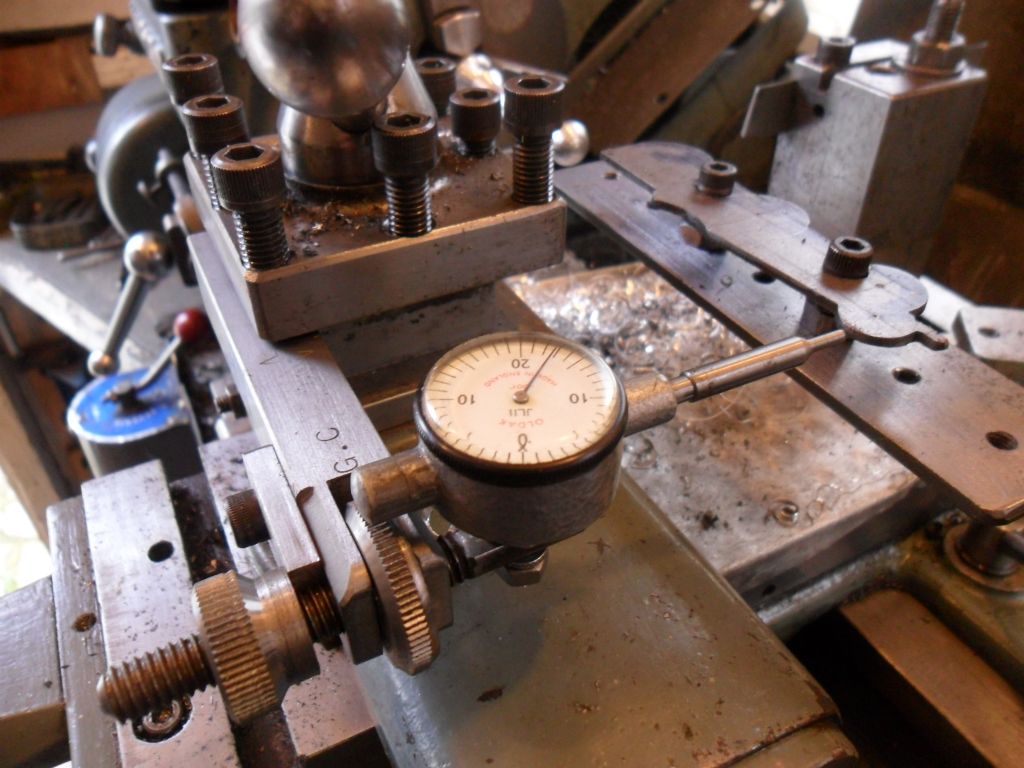
| 3681 forum posts 70 photos |
You mean something like this? Silver Steel guide bar with PB lined slider connected to the cross slide. |





Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Workshop Tools and Tooling > Taper attachment capabilities ?