Forum sponsored by:

The dreaded drilling job!
| Tony Martyr | 20/02/2012 16:16:05 |
 226 forum posts 45 photos | I have spent many hours machining the cylinder blocks of my Bolton design TE engine (see album) and I am very pleased with the valve ports and the through drilling of the exhausts. But I now have to drill the inlet holes from cylinder rebate into the base of the inlet ports. 5 x 6 chances to get the (different) angles wrong, break a drill in cast bronze etc. I hate this job - my loco cylinders were OK but I am glad the holes aren't on show since they all break-through into the valve ports at slightly different heights. I can't see any other way to do it rather than setting the cylinders at an angle in the machine vice 'by sight' and starting the holes with a very small slot drill or centre-drill - any tricks of the trade of which I am unaware? Tony |
| GoCreate | 20/02/2012 16:44:53 |
 387 forum posts 119 photos | Tony I cannot remember the exact arrangement but there was a method given in ME similar to that shown below. This arrangement allows you to position the drill and determine the drill exit point.
maybe others have used this method? Nigel |
| JasonB | 20/02/2012 17:08:59 |
 25215 forum posts 3105 photos 1 articles | On my Fowler traction engine there are six holes from each end to the valve slots, they start placed around a PCD and end up in a straight line. I used trig to work out the angles and set the cylinder to suit using one of the little digital angle boxes, started the hole with a slot drill and then drilled through, turnd out OK as you can see here and here J Edited By JasonB on 20/02/2012 17:09:59 |
| fizzy | 20/02/2012 18:15:38 |
 1860 forum posts 121 photos | I just did mine..this way is very easy: I marked the exact route the drill needed to take on the outside of the casting. Put a 2mm dia lengtht of bar in the 2mm collet and lined the line on the casting up with the edge of the vertical bar, as in previous post. Swap bar for cutter and slightly relieve are where holes are to go - so the drill will now be cutting perpendicular to the face (square in other words, this way the drill goes in straight and true and comes out exactly where you expect it to!). Remark and pop the hole centres and drill away - near perfect results! I dont wurry about the holes being at slightly different heights in the ports (a result of the holes being druilled in parallel to the bore), never been a problem. |
| fizzy | 20/02/2012 18:15:40 |
1860 forum posts 121 photos | I just did mine..this way is very easy: I marked the exact route the drill needed to take on the outside of the casting. Put a 2mm dia lengtht of bar in the 2mm collet and lined the line on the casting up with the edge of the vertical bar, as in previous post. Swap bar for cutter and slightly relieve are where holes are to go - so the drill will now be cutting perpendicular to the face (square in other words, this way the drill goes in straight and true and comes out exactly where you expect it to!). Remark and pop the hole centres and drill away - near perfect results! I dont wurry about the holes being at slightly different heights in the ports (a result of the holes being druilled in parallel to the bore), never been a problem. |
| Tel | 20/02/2012 20:07:14 |
 157 forum posts 28 photos |
Posted by nigel jones 2 on 20/02/2012 18:15:40:
I just did mine..this way is very easy: I marked the exact route the drill needed to take on the outside of the casting. Put a 2mm dia lengtht of bar in the 2mm collet and lined the line on the casting up with the edge of the vertical bar, as in previous post. Swap bar for cutter and slightly relieve are where holes are to go - so the drill will now be cutting perpendicular to the face (square in other words, this way the drill goes in straight and true and comes out exactly where you expect it to!). Remark and pop the hole centres and drill away - near perfect results! I dont wurry about the holes being at slightly different heights in the ports (a result of the holes being druilled in parallel to the bore), never been a problem. As often as not I do 'em this way as well, tho the only marking I usually do is the starting point and the bottom of the port with a 'Sharpie' magic marker. |
| Stub Mandrel | 20/02/2012 21:41:32 |
 4318 forum posts 291 photos 1 articles | If you use a cheap tilting vice (they do have uses) hold the casting so the port is against the lower jaw and level with the top of it, you can set the angle and then wind the drill down and see that it is sufficiently far back from the jaw before bolting down the vice and replacing the casting. Mark teh depth of the hole on the drill too!
Neil |

Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-in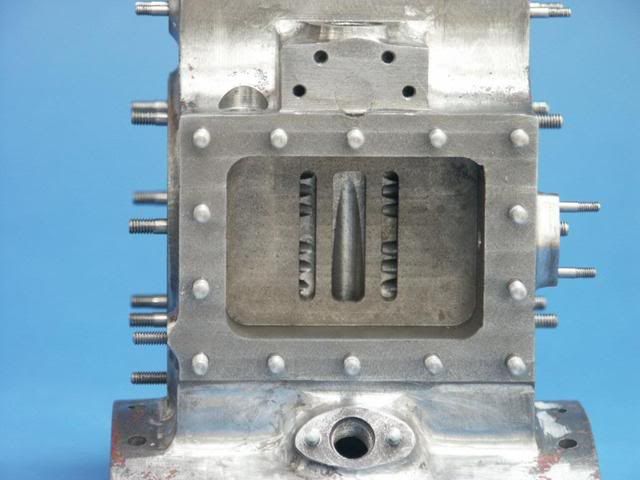{kind=link}
{kind=link}
Model Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > The dreaded drilling job!