Forum sponsored by:

Machining Crankshaft
| JOHN BRIDGE 1 | 05/02/2012 15:20:15 |
| 104 forum posts 11 photos | I am attempting to build a Stuart Twin Launch engine and so far so good, I now want to machine the crankshaft what sort of cutting tool do I need to machine the center main bearing there is about 500 thou. between the two big end webs should the tool look something like a parting off tool. To machine the big end jounals do I need to level the shaft up in a four jaw or should it be machined between centers by making some sort of offset for the big end to rotate on the Lathe center. |
| Kevin Bennett | 05/02/2012 16:02:36 |
 193 forum posts 56 photos | Hi I had several attempts to make my Stuart twin crankshaft from solid in the end I fabricated it with gauge plate and silver steel.
i have 2 scrap ones i can send you good luck Kevin |
| Speedy Builder5 | 05/02/2012 16:45:44 |
| 2878 forum posts 248 photos | When I made a 5" twin, I was advised to leave each end of the bar on at full diameter, and mark and centre drill the centers for each journal and the centre of the main journal. Then you just turn each journal between centres. You will need a great big lump of lead to balance the setup - make this out of folded lead sheet so you can easily chop off a bit to get the balance and hold it onto the chuck with some long jubilee clips - or two or three joined together(get biguns from a logstove centre or boat shop). You end up with a crankshaft with a big washer at each end which can be used for the output shaft(s) once the big ends were finished. Another tip was to remove as much material by milling it away, but I didn't do this.
Mind you it did make the Boxford rattle a bit. I was using normalised En8 and carbide tooling. Between the webs, I made an extra long tool and mounted a carbide tip on the end of it.
Plenty of coolant and elastoplast for the burns on your hands. Good luck Edited By Robert Humphrey on 05/02/2012 16:50:37 |
| JasonB | 05/02/2012 16:48:33 |
 25215 forum posts 3105 photos 1 articles | Yes something like a parting tool with the outer corners radiused and the middle of the cutting edge hollowed out to reduce the amount of chatter.
J |
| Richard Parsons | 05/02/2012 17:22:36 |
 645 forum posts 33 photos | John do a search on this site for V12 as the keyword. Pick Mr Worland’s post and follow the link. At about 1minute in you will see just how the builder did it more than once. You see the the tools used etc. Good Luck Dick |
| JasonB | 05/02/2012 19:56:39 |
25215 forum posts 3105 photos 1 articles | This is a good detailed post of machining a stuart double throw crank, he also has details of the rest of the engine. While you are there check out his "Golden No1"
J |
| John Bentley | 05/02/2012 21:19:52 |
 3 forum posts | Hi John - I'd vote for making simple fixtures and turning between centres. I did one Twin Launch and one Compound that way, using a round-ended version of a parting tool. Keeping the tool razor sharp, setting the height precisely and taking light cuts are probably the key to a trouble-free job. I might suggest that you don't take a cavalier attitude toward the dimensions of the crankshaft (the journal and web widths and locations). Obviously the sides of the webs are used as the thrust portions of the main bearings in this engine, so the shaft fits into the base like the last piece of a jigsaw puzzle. A flexible overhead lamp is the most important tool - you need good light coming from the correct angle for each surface as you are cutting. It really isn't a difficult task... looking back it was much easier than milling the top surface flat on the gunmetal soleplate (I didn't like that job too much!).
Best of luck - I hope we will get to see a picture of your finished crank. -John
|
| JOHN BRIDGE 1 | 05/02/2012 21:22:19 |
| 104 forum posts 11 photos |  Thanks for all your help the pic shows what I am trying to do, I have done the bit shown and removed the part where the two halves where joined together. I now want to machine the this part of the shaft to the correct diameter but cannot see how to do it with the tool shown. It seems the tool has not enough sideways movement before contacting the webs. |
| JOHN BRIDGE 1 | 05/02/2012 21:38:16 |
| 104 forum posts 11 photos | Hi John, Sorry I? did not read your post before I posted my pic. your referance to the parting tool is what I am after, I do realise the importance of getting the shaft spot on.
John |
| Ady1 | 05/02/2012 21:57:36 |
 6137 forum posts 893 photos | If I get a situation like that I just bring the tool in at an angle, sideyways. Nice light cuts with a well honed tool You won't get a perfect square edge but you can always finish off with a file For all that there is left to do, doing it all with a file would be a lot safer. Edited By Ady1 on 05/02/2012 22:01:22 |
| John Olsen | 05/02/2012 22:14:06 |
| 1294 forum posts 108 photos 1 articles | Hi john, Apart for the general problem of machining a crankshaft, you are also up against a possible specific problem here with the actual part that Stuarts supplied. As can be seen in your picture, the crankshaft supplied is actually two forgings which have been welded together in the middle with the throws at right angles. The problem that I had with this with a Stuart Double Ten was that the weld material was harder than high speed steel, and even carbide did not seem happy trying to cut it. So what I did in that case was put the Stuart one aside and make another from a big piece of free cutting bar. Yours may not have this problem...mine was too old for me to consider returning it to Stuarts, someone had had the set of castings for years. Another point is that the parting tool you show does not have enough reach. Rather than being a piece of square HSS with the parting too ground on the end, it wants to be a blade type of parting tool, so that you can extend the tool far enough to reach into the journal and be able to traverse across without fouling on the webs at either side. It also wants to be very narrow, eg 3/32 rather than 1/8. I also grind a little V down the tip for this job, so that the corners do most of the cutting. Next, a crankshaft like this is very springy, and the pressure from the centres is trying to collapse it. So you want to provide support at the webs where you are not machining, eg in this case at the crank throws. A good way to do this is to clean up the web a little with a file and put a short bolt through with a washer on each side. need a picture for this really...the bolt will be in the gap where the shaft is interrupted so that it can help take the endload from the centres. Finally, the way I do crankshafts like this is to do as much roughing out as possible between centres in the mill. To do this you need a vertical mill (of course) plus some way of supporting the job between centres on the mill. I have a Vertex dividing head and tailstock now, which is ideal, but I have done small shafts on the Unimat 3 using the milling attachment. Using a slot drill, long series if necessary, you can rough out most of the material without the cutting loads being anything like as high as they will be with turning. You still need to finish the journals in the lathe as the milling will not give a wonderful finish. (Grinding would be nice but I am not set up for that!) I did an article on this back when I used to write for Model Engineer, you would be welcome to a copy. regards John |
| John Bentley | 05/02/2012 22:15:36 |
3 forum posts | Hi John - What I forgot to mention was that I used two tools - a left hand and right hand version. However a tool like the one in the picture, but ground back a bit farther looks like it would clear the webs for the entire job. As far as the shaft dimensions are concerned, you can absorb a little error if you haven't machined the bearing sides yet - I was only advising against wanton disregard for the numbers.
John
|
| Ady1 | 05/02/2012 22:43:16 |
6137 forum posts 893 photos | If it's harder than hss maybe a small grinding tool would get in there, would be better for the finish too I got a load of small cheap ones from fleabay years ago Look at "assorted grinding wheels" on fleabay, the thinner ones are usually 50mm or 65mm by 6mm but you can always dress one with an old carbide tool. |
| JOHN BRIDGE 1 | 05/02/2012 22:45:09 |
| 104 forum posts 11 photos | John Olson, Hi John Thanks for your reply, the picture is not of my crankshaft but it is the same as mine and the tool I am using is narrower but I am still having problems, my casting kit was bought by a dear friend in 1975 he is no longer with us so I would not have much success at getting it replaced I think, I would like a copy of your article please.
John Edited By JOHN BRIDGE 1 on 05/02/2012 22:46:32 |
| JOHN BRIDGE 1 | 05/02/2012 22:50:02 |
| 104 forum posts 11 photos | John Bently, Hi John, Thanks for your reply, I was thinking along those lines of the two tools and also about the bearing sides which I have left for this reason, I think I know what I have to do now.
John |
| JOHN BRIDGE 1 | 05/02/2012 23:00:39 |
| 104 forum posts 11 photos | Ady1, Thanks for your reply, how would I use a grinding wheel in my lathe a ML7.
John |
| Ady1 | 06/02/2012 00:50:18 |
6137 forum posts 893 photos | I actually had a go at a small 4way crankshaft in steel tonight...what a nightmare on a lathe. ding ding ding...na...there's got to be a better system. I'm going to have a go on a shaper, with a strong dividing head system via my vice, a baby crankshaft is small enough to fit into it. ...an intruiging problem. With teeny stuff there would be problems presenting the grinding wheel into the crankpin and maintaining good stiffness for either the crank or the grinding wheel...you can't scale nature... So maybe an hour or so with a diamond grit file to clear the rough crankpin bits, then a final cut with a decent parting tool on the lathe would be a better idea...it's not like you're doing a lot of them, you're just finishing one off. Or invest in a carbide parting tool, and use gentle cuts. Carbide would probbly solve all your problems, it's amazing stuff, and you would find other uses for it whenever hss struggles. Edited By Ady1 on 06/02/2012 00:54:06 |
| Brian Dickinson | 06/02/2012 04:28:47 |
 62 forum posts 13 photos | Why not use a tangential tool. Its like a parting tool with a leg which goes down to the cross slide bed. They can be very thin and if it's kept sharp you only need the one.
Bri
|
| JasonB | 06/02/2012 07:36:46 |
25215 forum posts 3105 photos 1 articles | Take most of the material away with left & right hand tools then as I said above grind up an Eclipse type parting blade as the pic below.
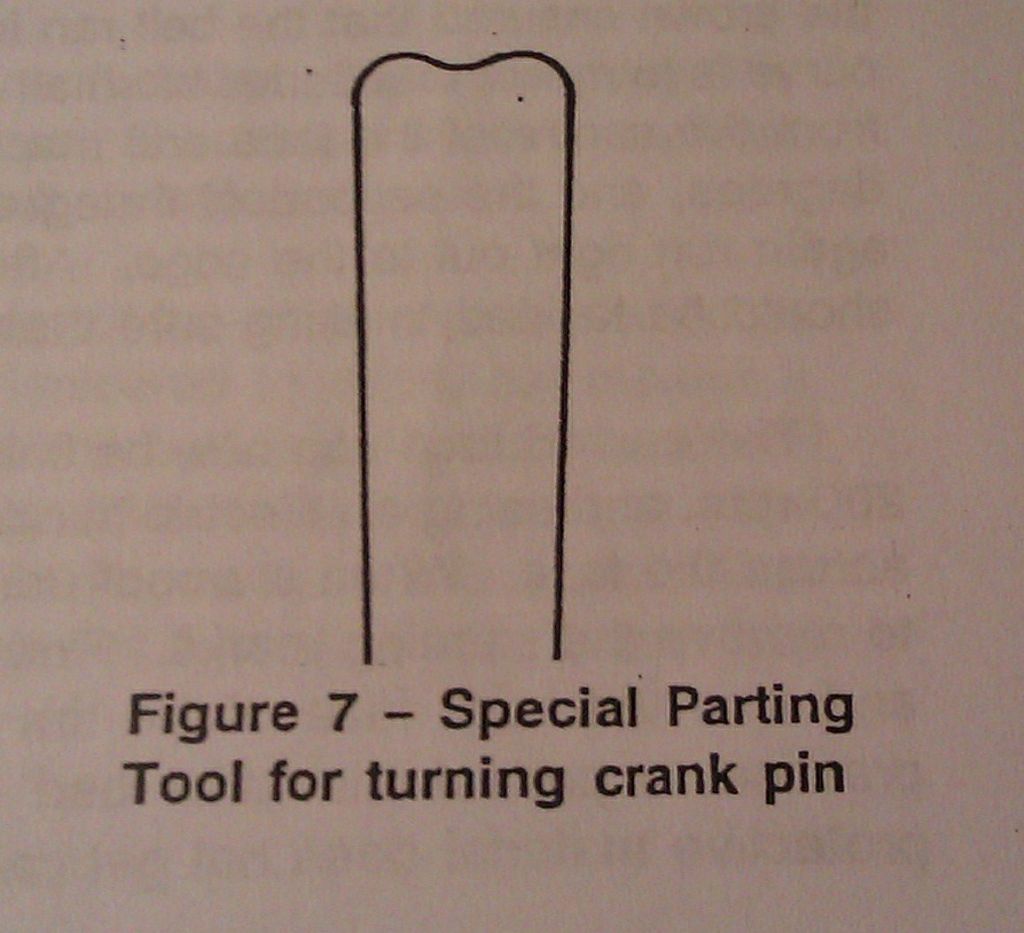 This gives radiused corners for strength and the hollow on teh front reduces chatter, work the tool from side to side with very light cuts. May need a bit of stoning to get both sides cutting the same. I visited one of our other members last week and he showed me a tool he had made to turn the crank for a 4" traction engine. It was a hefty lump of 1.5" x 0.5" bar on edge and in each corner he had mounted two small circular replacable carbide inserts which act just like the tool above but massivelty rigid.
J |
| John Olsen | 06/02/2012 08:45:03 |
| 1294 forum posts 108 photos 1 articles | There are a lot of us called John on this thread aren't there. Grinding would be a really nice way to finish a crank, however most of us are not well set up for it. Ideally you want a good toolpost grinder, and you want to be a bit careful about it since you don't really want to end up with grinding dust all over the ways. You would also need the right wheel, eg narrow enough to fit between the webs, and the means to true it up as it wears. Scaling nature is not too much of a problem with grinding, since the cutting loads are actually very small, so the job has less tendency to deflect and the rigidity of the machine itself is not likely to be a problem. Ok if a suitable toolpost grinder and a selection of wheels is available. The idea of milling away as much as possible has the same advantage as grinding, the cutting loads are less than for turning (but more than for grinding) so the load induced deflections of the job are less. Again however we do need the right equipment for the job. This means a vertical mill with some means of mounting the crank between centres. This does not need anything too fancy, especially for small ones like this, I have done one for a Stuart Double ten on the Unimat, and in that case the rotation of the workpiece was controlled by hand with some friction added to help control things. This was with the job suspended between centres on the lathe bed, and the milling attachment mounted on the cross slide. A similar thing could be done on the Myford if a Unimat milling attachment could be borrowed, eg mount the Unimat attachment on the Myford cross slide. It looks a bit sdcary when you set it up, but the cutting loads are low enough and you can controllably take away most of the material this way. The only trouble is you won't get a good enough finish to run a bearing on, so you have to finish in another way. But since it is all done between centres, you can transfer to the lathe for some fine finishing cuts. For turning on these small cranks, what we are up against is that the parting tool, even modified above, needs to be wide enough to not deflect sideways too much, and narrow enough not to cause us problems with the cutting load. No doubt we have all seen how a parting tool can cause problems in a less than rigid machine, well these little crankshafts are inherently less than rigid, and so too wide a tool will try to dig in, which can lead to disaster. I would actually use three tools if I was taking it all out with turning, a narrow left hand tool, a narrow right hand tool, and one like the diagram above for finishing. Anyway, I will scan the article, if you like to send me a personal message with your email address I will send it to you. (Don't put your email address in a normal posting!) regards John |
Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Machining Crankshaft