Forum sponsored by:

Cutting speed theory
What is it that determines recommended cutting speeds?
| Norman Willcox | 20/04/2011 18:42:59 |
| 19 forum posts | I would like to know why Aluminium alloys have higher cutting speeds shown in the tables. Is it because a faster speed cuts rather than tears the metal? Is it because cutting Aluminium does not cause so much heating? Is it just that the aluminium is soft so that more material can be shifted easily? I cannot find anything useful on Google! Norman |
| Ramon Wilson | 20/04/2011 19:04:08 |
 1655 forum posts 617 photos | Hi Norman,
All materials have a 'cutting speed' which is dependant on the material of the cutter being used
It was explained to me very early on like this ....
Take a piece of pine, a knife will slide through a cut much quicker than the same cut in oak - An anology perhaps but sums it up.
Given the cutter material remains constant eg HSS the speeds vary depending on 'hardness' - that should really be toughness - of material being cut.
Mild Steel can be taken as the basis at 100ft per min.
This is the beginning but I'm sure others will add - I have to go SWMBO is chomping at the bit by the front door - ah why don't they understand
 Back soon - Ramon |
| Norman Willcox | 20/04/2011 22:52:48 |
| 19 forum posts | Hi Ramon, I take the toughness point. Aluminium is known as having difficulties with cutting - stuff builds up on the tool etc. It is soft enough to to be deformed in front of the tool. I wondered if hitting it hard and fast reduced the possibility of it being deformed rather than cut - a sort of inertia effect? I also read somewhere that heating increases with cutting speed and the reduces again with further increase - don't know if this is relevant to ali though. With the wood analogy - a hard fast blow with an axe often produces a cleaner cut? Is the dependency on the cutter material more because of its capability to withstand the heat and its hardness so that it can maintain its edge? Norman |
| Ramon Wilson | 21/04/2011 00:06:31 |
1655 forum posts 617 photos | Hi Norman just back in - wife went to visit the enemy - err - mother in law and I went to a model meeting
 Okay lets take this a bit at a time.
First the analogy - this is to show how the softer material will be cut at a faster moving speed than the tougher - using the same cutter. The hard fast axe blow you suggest is not the same but the principle is - the pine would cut easier than the oak. Lets not get too bogged down on this - it's really to show that all materials from the softest to the hardest (and hardest is relevant here) will have a speed at which it is optimally cut for a given cutter material.
The cutter material is the 'standard' by which the speeds are set. As said previously HSS in most cases but it could be carbon steel ie tools made from silver steel or carbides. Carbon steel speeds are much lower and carbides much higher.
The speeds of various metals vary depending on their degree of softness. The softer the metal the faster the speed so aluminium is at the faster end and tough alloy steels are at the other. As previously said mild steel is roughly 'in the middle' and can be used as a basis to work from
My list in my little black book shows the following material cutting speeds for HSS cutters
Aluminium 300-500 fpm
Brass 250 fpm
Cast Iron 40-50 fpm
Mild steel 100 fpm
Carbon steel 40 fpm
Alloy steel 30-40 fpm
These figures are basic guides and not exactly cast in stone as within each there is a considerable variety of grades. There is also the quality and ability of the machine in use to provide the neccessary power. If that power and stability is not available then things have to be backed off somewhat. It is a question of balance. I appreciate there are lots of charts out there listing speeds and feeds to the nth degree but they are mainly designed for industry and machinery to cope. That is not to infer they are of no use just that the above figures have got me by for a number of years now
In case you are not aware the formula for working out the cutter speed (or the rpm of the lathe for diameter) is
Cutting Speed(in Ft per Min) x 12
Dia of Cutter x Pi this can be simplified to
CS x 4
D
or in metric
CS (mtrs per min) x 1000
D(in mils) x Pi
Aluminium as you describe will pick up quite quickly on the tool but 'hitting hard and fast' beyond the natural speeds will not solve the problem unless very fine cuts are taken - an adequate supply of coolant will help prevent build up far better and it should go with out saying that sharp tools are essential.
I have no idea which grade it is but I have experienced some ally which simply will not cut well. It does as you say form up quickly and 'pushes' in front of anything but the sharpest of cutters. I have some brass which exhibits the same wooly tendency. HE30 ally on the other hand cuts beautifully.
I hope I'm not teaching granny by the above Norman. I do know this though - after eight or nine years struggling when I first took up ME I retrained as a machinist. The one thing that really switched the lights on for me - at home especially - was finally being made aware of cutting speeds.
Hope this helps - Ramon Edited By Ramon Wilson on 21/04/2011 00:10:16 |
| Clive Foster | 21/04/2011 00:38:56 |
| 3630 forum posts 128 photos | Norman
Fundamentally the effort needed to cut an anisotropic material is defined by the work of fracture and the surface energy of the material. To make a cut you have to drive a crack through the material in the desired direction and create two surfaces behind it. The work of fracture and surface energy define how much energy per unit length of cut is needed to do the job. Generally the more energy you have to put into the material to make the cut the hotter the tool gets. If you go too fast the sharp tip melts. Aluminium is easier to cut than steel so you can go faster without overheating things. In the real world you also have to take account of how easily the chip flows across the tool and any chip breaking work required. The initial increase followed by fall off in power required per unit of metal removed as speed rises is real and is the secret behind negative rake turning. Total power still goes up as does the temperature and volume of chips and the tool clearly gets hotter because the extra power still has to go through the tool. Metal tools cant take the heat so its carbide, ceramics et al only. The physical reasons are complex. I know of no reliable account accessible to the general reader and am none too sure if even the complex treatments really get the science right. An interesting aspect is that, if you get the conditions right, most of the heat goes into the chip which comes off blue hot whist the main work piece stays cool. Cutting metal, where the tool edge is close to perpendicular to the material, is a very different process to the familiar slicing cuts, as in woodwork, where a thin blade approaches at a shallow angle. As witness the effect of a built up edge on the tool when cutting soft alloy. I guess we have all seen a cut continue just fine with a large built up edge despite it being far too soft to actually cut. Something which is immediately apparent when starting the next cut which produces a horrible mess if you've not noticed the built up edge and removed it.
Clive |
| Sam Stones | 21/04/2011 04:57:47 |
 922 forum posts 332 photos |
Hi Norman, Although I have stood for many hours watching swarf in many forms as it leaves various machine-tools, and can remember a little about Mohr’s Circle as applied to metal cutting theory, I cannot venture too far down this burrow. It is unfortunate however, in the context of metals, that we use the word `cut’. I say this because the action is more complex. For simplicity, I’m basing my comments upon the action as seen during the surfacing of a round bar of metal in a lathe. The way I understand it, (and I have a simple way to demonstrate it), the so called `cutting’ action commences when the tip of the tool-bit first bites into the metal and causes the material of the workpiece to momentarily fail in compression. Almost immediately, as the stress level builds up, the material ahead of this compressed portion fails in shear. The failure takes place at a specific angle referred to as the shear plane.
Almost immediately, this shearing action stops, and the compression process begins again. The stop-start process is repeated at a rapid rate as can be seen by examining the `inside’ and `outside’ faces of the swarf.
Let it cool first!!! It is usual to see a form of rough `shuttering’ or shark-skin on the inside face of the swarf, while the outside face appears `polished’. This polishing is a result of the material being compressed and then burnished as it slides over the top face of the tool-bit. The shuttering is evidence of the stop-start failure pattern. The shear plane varies from metal to metal, and will also be influenced by the angle of the top rake. Beyond this, and in terms of the energy dissipated, etc., I am out of my depth. I can however, invite you to explore the action using a fresh tub of margarine from the fridge, and a normal table knife. Between meals and with the permission of SWAMBO, the kitchen is a wonderful place to investigate. For this test, the knife does not have to be sharp. Taking hold of the knife as if you were about to `butter’ a slice of bread, tilt the blade at right-angles to the surface of the margarine. Starting from one side and with the blade pressed into the margarine a few millimetres, sweep the blade across the surface is if it were a planing tool. Given that you have got the angle about right, you should see (stuck to the knife) an enlarged version of a piece of metal swarf. If, for any reason, especially if SWAMBO is hovering around, and you need a bit more detail, I’ll shall be quite happy to take a photograph or two and plonk them into the thread. Good luck! Sam Edited By Sam Stones on 21/04/2011 04:59:40 Edited By Sam Stones on 21/04/2011 05:01:14 |
| Jens Eirik Skogstad | 21/04/2011 07:20:51 |
 400 forum posts 22 photos | Posted by Norman Willcox on 20/04/2011 22:52:48:
Hi Ramon,
Aluminium is known as having difficulties with cutting - stuff builds up on the tool etc.
Norman Use kerosene or 5-56 as lubricant between aluminium and tool, it will give beautiful surface.
Not only cutting speed related to difference material, also the angle of rake on the tool is important too, to example 40 degree rake for aluminium, 0 degree for brass, cast iron.. See this: http://www.mfg.mtu.edu/cyberman/machining/trad/turning/turn.html#turn_cutter
Right cutting speed wil give the tool a long time to use between regrinding the tool/replace tool tipswith a new. Also too high cutting speed = short life time for the tool.
Keep the tool sharp and have the coolant fluid available then the tool will last longer.. |
| Ian S C | 21/04/2011 13:07:17 |
 7468 forum posts 230 photos | Some difficult aluminiums are best machined with a diamond tip tool, often used turning automotive pistons.
With carbide tools either use large amounts of coolant, or none at all. Insufficient cooling may cause the tool to crack, it will be OK for most work with out cooling fluid. You may need a lubricant, like kero for aluminium. Ian S C |
| Norman Willcox | 21/04/2011 17:14:43 |
| 19 forum posts | Hello Ramon, Clive, Sam,Jens Eirik and Ian, Thank you so much for all the information and advice. My son and I understand a lot more than we did. We shall be a lot better in selecting speed and rate. Thank you, Norman |
| Andrew Johnston | 21/04/2011 23:05:27 |
 7061 forum posts 719 photos | Clive and Sam have elegantly described the process; technically it's all to do with adiabatic shear bands. The plastic deformation that leads to shearing of the metal occurs in a very thin band. Most of the energy used for the deformation ends up as heat, so the thin band where the shear occurs gets (very) hot. As the band gets very hot it gets soft, so it shears more easily with less energy input needed. That's why the power required per unit volume of metal removed goes down as the speeds and feeds increase, up to a point anyway. The process is adiabatic because it happens quickly so that the heat doesn't have time to flow into the bulk of the metal, but is retained in the metal close to the shear band, ie, the swarf. As an example, when turning steel, I aim to get the swarf coming off a very dull red colour. The only disadvantage is that it don't half hurt when you get swarf on your hands, or worse, down your shirt front. Regards, Andrew |
| Jens Eirik Skogstad | 22/04/2011 06:16:29 |
400 forum posts 22 photos | Posted by Norman Willcox on 21/04/2011 17:14:43:
Hello Ramon, Clive, Sam,Jens Eirik and Ian,
Thank you so much for all the information and advice.
My son and I understand a lot more than we did. We shall be a lot better in selecting speed and rate.
Thank you,
Norman Norman Willcox...
I will recomment the book "The Amateur’s Lathe" by L.H. Sparey, ISBN: 978-085242-288-5 .
You will learn out the book is best for the newbeginners and a lot of advice how to use the lathe, more than you will find in the instruction book who came with the lathe.  |
| Norman Willcox | 22/04/2011 08:38:25 |
| 19 forum posts | Jens Eirik Skogstad, Thank you. I already have Sparey's book, and I have found it very useful. I have had a clapped out, originally treadle driven, Britannia Colchester lathe for 52 years (Currently disassembled and due for the scrap yard) , and it was replaced by a second hand Harrison 9" lathe 3 years ago. So although I don't do a great deal of turning I am more experienced with the lathe than with the rather cheap Chinese XJ9525 vertical milling machine that I bought new 2 years ago. (This machine has not proved reliable). It is the mill which demands more knowledge of cutting speeds and feed rates to achieve satisfactory results. I am working through Harold Hall's "Milling - a complete course" Norman |
| Sam Stones | 23/04/2011 06:53:01 |
922 forum posts 332 photos |
Further to my previous posting, I have to say that I haven’t been grocery shopping this week. That is the domain of my dear wife. So, although there have been no requests for a photograph,
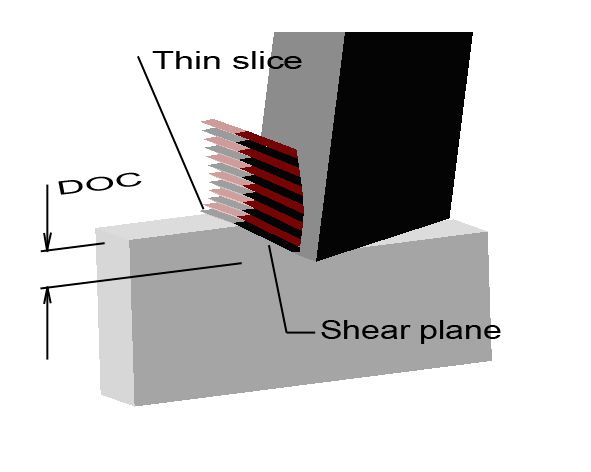 My hypothetical diagram is based upon a simple cutter (tool bit) shaped like a wide parting-off tool, and placed as if it were installed in a toolroom shaping machine or indeed a planer. The tool bit is tilted back at an angle of 10 degrees to provide top rake, while the underside (actually known as the front face or end relief angle) is also backed off by 10 degrees. For simplicity, the workpiece is narrower than the width of the cutter. As usual, DOC indicates depth of cut. Although I have tried to explain this in my previous posting, the diagram and a few more words may help.
As the cutting tool first makes contact with the workpiece, the metal of the workpiece starts to be compressed locally ahead of the cutter. Suddenly, when the compressive stress exceeds the shear strength of the metal, the metal gives way at an angle to the direction of tool travel. (This angle is known as the shear plane, and is related in particular to the metal properties and the top rake of the cutting tool. There will be ME readers who can no doubt, explain the theory better than I.)
Driven by the advancing cutter, this thin slice of metal momentarily `slides’ over the workpiece along the shear plane. Almost immediately, the shearing action stops, and the tool tip begins once more to compress the metal of the workpiece. Again a thin slice of metal is `dislodged’ and slides over the workpiece. The process is repeated at a rapid rate, and a ribbon of swarf curls off the tool tip. It is usual to see the shark-skin appearance on the inside face of a piece of swarf.
For clarity in my diagram I have shown the thin layers in alternate colours. Clive has clearly indicated that there is a lot of heat energy generated during this shearing action.
This reminds me of the time when I was bending down near a shaper already `cutting’ metal. While searching for some bolts and clamps in a tool box, a very hot piece of swarf landed on my head. As I tried to brush it clear, it wrapped itself around my finger while still hot enough to continue to burn anything it touched. There was a strong smell of burning hair and skin, and my language was not that of a gentleman.
 Regards to all,
Sam
Edited By Sam Stones on 23/04/2011 06:57:03 Edited By Sam Stones on 23/04/2011 07:02:52 |
| mgj | 23/04/2011 09:04:21 |
| 1017 forum posts 14 photos | Thankyou all for that. I have really learned something very useful. Rerum cognoscere causas. |
| Jens Eirik Skogstad | 23/04/2011 09:28:22 |
400 forum posts 22 photos | With fine/small cut of material: select maximum cutting speed fot selected material.
When you want short time to turn from large diameter to smaller diameter with deep cutting in the selected material, select lower cutting speed to prevent heat by friction/compression by material. The lathe tool will be 45 degree angle left side to prevent the material is pushing away from lathe tool. |
| Norman Willcox | 23/04/2011 10:16:36 |
| 19 forum posts | Rerum cognoscere causas. Fortunate who was able of things to know the causes”. Thank goodness for Google! Norman |
| mgj | 23/04/2011 12:20:11 |
| 1017 forum posts 14 photos | Norman - it was the motto of the Royal Military College of Science at Shrivenham, where I did my MSc. (It is now all part of Creanfield) They translated it as "To know the cause of things" which is the literal one. The more general one is "To know the reason why". I've always hated the monkey see, monkey do approach. |
| Norman Willcox | 23/04/2011 13:51:58 |
| 19 forum posts | Hi mgj, D'accord! I was a bit quick with the translation the full one I used came from wikipedia. |
| Norman Willcox | 23/04/2011 14:45:00 |
| 19 forum posts | I am grateful to all those who have responded to this thread. Cutting/cooling fluids have been mentioned including 5-56, which seems to be a similar product to WD40? I hope I am not departing too far from the thread in asking for more info on these fluids. I have looked at a previous fluid thread which did not cover this aspect. We have had an issue with Chronos MT5 because it stained the machine just hours after use. Presumably the staining was the start of some sort of corrosion. My son spoke to Mark at Chronos, who had not come across the problem before, and they spoke to the supplier at Caldo oils to no effect. MT5 apparently has both Chlorine and "Active Sulphur" as ingredients. Master Chemicals trim OE335 is free from both Chlorine and Sulphur and may be a better choice? CRC 5-56 may also be a good choice though it is not advertised as a cutting fluid. We intended keeping clear of "Soluble" oils because of the anaerobic corrosion likely in some places on the machine. Use of the machine will be intensive sometimes but gapped. The use of any of these will presumably strip the machine oil/grease, necessitating replacement. I would be glad of any advice. Norman |
| mgj | 23/04/2011 16:26:58 |
| 1017 forum posts 14 photos | Norman - I have learned yet more. I didn't know of the full quotation! Virgil rather passed me by - I stopped at "Caesar, having broken long spears, retired to winter quarters." I believe that staining is normally a result of bacteriological action and whilst unsightly is not actually detrimental. (?) I was advised to use used Edgeplus soluble (nil odour), and never had a problem with staining. It does enhance surface finish considerably, and the machine is always coated with a nice oily patina. I have a suspicion that a lot depends on the pump. When I just used a drip /gravity feed, (and Rocol soluble smell less) I had a lot of problems with separation, and staining. However, since having a pump with a little built in agitator blade (and fitting one to the mill coolant pump) all these things have gone, and the coolant lasts forever without separating/de-emulsifying. Whether the neat oils are better in any respect I don't know. They are a lot more expensive! Edited By mgj on 23/04/2011 16:27:30 |

 I don’t have a fresh tub of margarine to demonstrate the action of how metals actually `cut’. Instead, I’ve cobbled up a simple diagram to show what I remember of the so called `cutting’ action.
I don’t have a fresh tub of margarine to demonstrate the action of how metals actually `cut’. Instead, I’ve cobbled up a simple diagram to show what I remember of the so called `cutting’ action.Please login to post a reply.
Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!
All Forum Topics > Beginners questions > Cutting speed theory